Изобретение относится к области обработки металлов давлением, и, в частности, к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетках, при котором теплообменную трубу одним из концов устанавливают в трубное отверстие, предварительно закрепляют в нем у внутренней плоскости трубной решетки в локальных участках одного сечения, а развальцовку соединяемых элементов производят от зоны закрепления трубы до лицевой плоскости трубной решетки (см. авт. св. на изобретение N 1119756, МПК B 21 D 39/06, опубл. 23.10.84, Бюл. N 39).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести повышенную стоимость производства вальцовочных соединений и ограниченность его применения толщиной трубной решетки.
Известен также способ закрепления труб в трубных решетках, включающий установку прошедшей подготовительные операции трубы одним концом в отверстие трубной решетки, выполненное с внутренней и внешней кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем развальцовки, которую осуществляют приложением к внутренней поверхности трубы сжимающего усилия (см. ОСТ 26-02-1015-85 - прототип).
Недостатком известного способа является отсутствие взаимосвязи геометрии профиля кольцевых канавок с положением стенки трубы при выполнении ее закрепления в трубном отверстии решетки. В результате имеет место весьма неудовлетворительная заполняемость объемов кольцевых канавок трубного отверстия материалом трубы при наличии весьма значительного по величине прикладываемого сжимающего усилия к внутренней поверхности трубы.
Служебные характеристики вальцовочного соединения главным образом формируются на площади контакта соединяемых элементов вне площади кольцевых канавок. Достижение же вальцовочными соединениями требуемых значений служебных характеристик в этом случае требует приложения повышенных сжимающих усилий на внутреннюю поверхность трубы. Последние обуславливают коробление трубной решетки, выдавливание материала трубы в осевом направлении из-за имеющего место угла наклона образующей боковой поверхности ролика механической вальцовки к образующей внутренней поверхности трубы, а значит, короткий (повышенная коррозия) межремонтный пробег трубного пучка теплообменного аппарата.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал получение требуемых служебных характеристик вальцовочных соединений без приложения повышенных сжимающих усилий к внутренней поверхности трубы, не вызывал бы коробления трубной решетки и увеличивал бы межремонтный пробег теплообменного аппарата.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем установку прошедшей подготовительные операции трубы одним концом в отверстие трубной решетки, выполненное с внутренней и внешней кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем развальцовки, которую осуществляют приложением к внутренней поверхности трубы сжимающего усилия, согласно изобретению, развальцовку трубы осуществляют в две стадии, на первой из которых производят формирование на трубе опорного кольцевого выступа путем заполнения ее материалом объема внутренней кольцевой канавки отверстия трубной решетки, а на второй стадии развальцовки осуществляют выдавливание материала трубы в направлении от ее свободного торца к опорному кольцевому выступу.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения труб с трубными решетками, обладающих требуемыми служебными характеристиками (в том числе коррозионной стойкостью) без приложения повышенных сжимающих усилий на внутреннюю поверхность трубы, что не вызывает коробления трубной решетки.
Это объясняется тем, что, используя эффект переменной жесткости трубы, создают условия для закрепления трубы в трубном отверстии решетки без значительной концентрации деформации во внутренних слоях трубы. Последнее существенно увеличивает коррозионную стойкость вальцовочного соединения.
Отличительными особенностями здесь являются:
1. выбор технологической операции (раздача трубы) для формирования опорного кольцевого выступа;
2. реализация первой стадии развальцовки трубы в условиях приложения относительно минимального усилия к ее внутренней поверхности;
3. ограничение очага деформации практически расстоянием от лицевой поверхности трубной решетки до внутренней кромки внутренней кольцевой канавки трубного отверстия;
4. выбор геометрии профиля внутренней кольцевой канавки трубного отверстия, учитывающего положение стенки трубы на стадии ее привальцовки;
5. осуществление первой стадии развальцовки трубы с заполнением объема внутренней кольцевой канавки материалом трубы.
Применение в сборке труб с предварительно профилированными методом обжима концами на стадии привальцовки последних локализует пластическую деформацию материала трубы, позволяя осуществить заполнение им объема внутренней кольцевой канавки первоначально посредством операции раздачи трубы. Деформирующие трубу усилия значительно уменьшаются, что не вызывает коробления трубной решетки. Локальный характер деформирования трубы устраняет причины, вызывающие повышенную коррозию теплообменной трубы. Выполнение второй стадии развальцовки соединяемых элементов осевым сжатием трубы устраняет зависимость служебных характеристик вальцовочных соединений от точности исполнения геометрических размеров трубного отверстия.
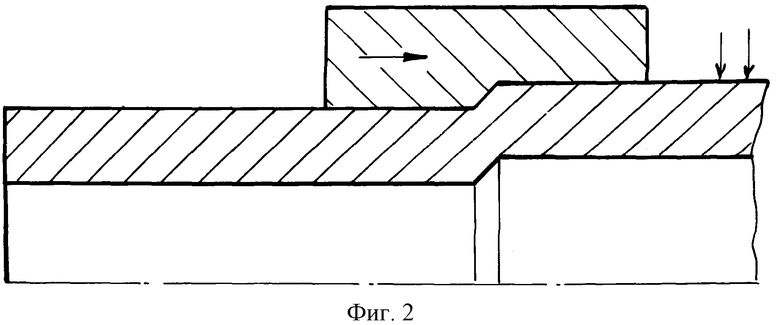
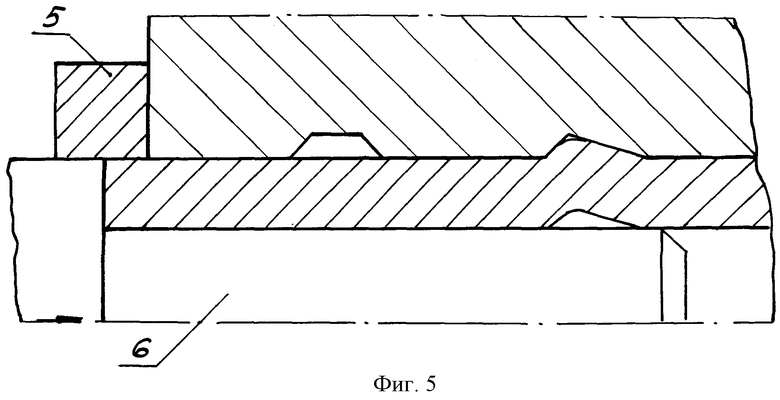
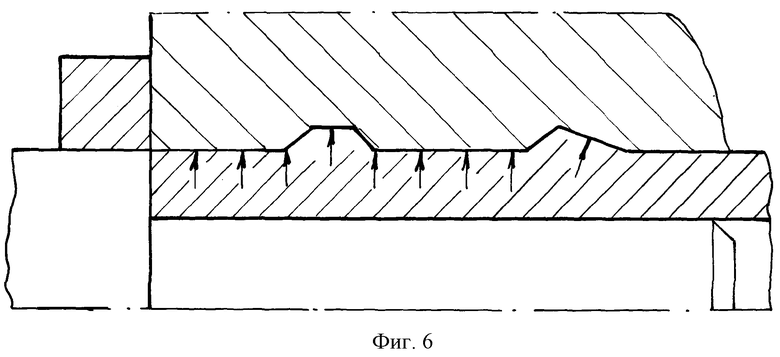
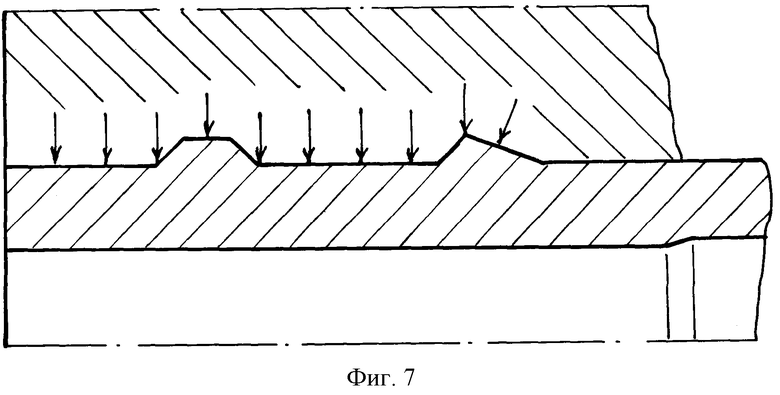
Сущность изобретения поясняется чертежами, где на фиг. 1 показана теплообменная труба, расположенная в технологической оснастке, перед выполнением предварительного ее обжима; на фиг. 2 - окончание стадии обжима внешней поверхности конца трубы; на фиг. 3 - теплообменная труба, расположенная в отверстии трубной решетки, перед выполнением первой стадии развальцовки с образованием опорного кольцевого выступа; на фиг. 4 - окончание первой стадии развальцовки трубы; на фиг. 5 - труба в трубном отверстии перед выполнением второй стадии развальцовки соединяемых элементов посредством приложения осевого усилия к торцу трубы; на фиг. 6 - окончание второй стадии развальцовки соединяемых элементов; на фиг. 7 - вальцовочное соединение трубы с трубной решеткой.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка трубы, отрезка ее мерной длины и зачистка внешней поверхности концов до металлического блеска. Далее трубу (фиг. 1) размещают в горизонтальном положении и фиксируют от возможного перемещения (прикладываемое радиальное давление к внешней поверхности трубы показано пунктиром). Со стороны свободного торца трубы соосно ее оси располагают обжимную матрицу 2.
Прикладывая осевое усилие к матрице, вызывают ее перемещение в направлении выступающего конца трубы. Следствием этого перемещения является деформация трубы и приобретение ею геометрических размеров, определяемых профилем матрицы. При этом формирование переходного конического участка трубы от ее исходного диаметра к обжатой части конца производится на длине, не превышающей толщины стенки трубы. Затем подобное профилирование внешней поверхности трубы производят на втором ее конце.
Закреплению трубы предшествует стадия размещения профилированного конца с минимальным зазором в отверстие трубной решетки 3, имеющее две кольцевые канавки: трапециевидного (внешняя) и треугольного (внутренняя) поперечного сечений (фиг. 3).
Обязательным условием правильного размещения трубы в трубном отверстии является размещение переходного конического участка в пределах длины внутренней кольцевой канавки.
Контроль размещения трубы в трубном отверстии достигается замером расстояния от торца трубы до лицевой поверхности трубной решетки.
В уменьшенное операцией обжима отверстие трубы вводят конический дорн 4 (фиг. 3). Прикладывая осевое усилие к дорну, осуществляют его перемещение и совершают первую стадию развальцовки трубы путем ее раздачи по местоположению конического участка. Следствием такой раздачи трубы является формирование опорного кольцевого выступа во внутренней кольцевой канавке трубного отверстия (фиг. 4).
Далее на выступающем конце трубы размещают кольцо 5 из закаленной стали и в отверстие трубы с минимальным зазором устанавливают ступенчатый пуансон 6, большая ступень которого имеет диаметр, выполненный с минимальным зазором по отношению к диаметру трубного отверстия (фиг. 5).
Прикладывая усилие к торцу ступенчатого пуансона, реализуют вторую стадию развальцовки соединяемых элементов, вызывая осевое пластическое сжатие материала трубы. В результате первоначально имеет место его выдавливание в свободный объем внешней кольцевой канавки и впоследствии совместная строго регламентируемая деформация соединяемых элементов (фиг. 6). Управление степенью деформации на второй стадии развальцовки соединяемых элементов достигается величиной хода ступенчатого пуансона.
Снятие деформирующего соединяемые элементы усилия обуславливает их совместную упругую разгрузку (фиг. 7), что предопределяет получение вальцовочным соединением заданных характеристик прочности, плотности и коррозионной стойкости.
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках из стали 16 ГС. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Внешние поверхности концов трубы предварительно профилировались в технологической оснастке посредством обжима до диаметра, равного 23,8 мм. Общая длина профилированного участка конца трубы составляла 18 мм. Профилирование концов трубы выполняли на горизонтальном гидравлическом прессе двойного действия при усилиях, не более 0, 2 мН.
Трубные отверстия изготавливались с диаметрами, равными 25,05 мм. Кольцевые канавки треугольного поперечного сечения трубных отверстий имели: большое основание - 4 мм, малое основание - 2 мм, глубину - 0,5 мм (внешняя канавка); основание - 5 мм и глубину - 0,3 мм (внутренняя канавка). Расстояние между внешними кромками кольцевых канавок составляло 13 мм.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками и ее закрепления в трубных отверстиях изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 7-му квалитету.
Закрепление труб в трубных решетках производилось: привальцовка трубы - коническим дорном с максимальным диаметром, равным 20 мм; развальцовка соединяемых элементов - ступенчатым пуансоном при усилиях, не превышающих 0,1 мН.
В качестве исполнительного органа при выполнении стадий привальцовки трубы и развальцовки соединяемых элементов использовался экстрактор фирмы "Индреско", развивающий максимальное усилие в 0,15 мН.
Установлено, что образование опорного кольцевого выступа в сочетании с остаточным давлением на контактной поверхности соединяемых элементов при формировании внешнего кольцевого выступа обеспечивает гарантированные повышенные служебные характеристики вальцовочных соединений; значительно увеличивает (по сравнению с традиционной технологией по прототипу) межремонтный пробег трубного пучка при условии возможности неоднократного использования трубных решеток.
Испытаниями на извлечение трубы из трубной решетки подтверждены повышенные (равные прочности исходного сечения трубы на разрыв) прочностные характеристики вальцовочных соединений.
Плотность соединений обеспечивало 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ ОТВЕРСТИЯХ | 1999 |
|
RU2171155C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174887C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2173231C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159688C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2179903C2 |


Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Трубу, прошедшую подготовительные операции, одним концом устанавливают в отверстие трубной решетки, выполненное с внутренней и внешней кольцевыми канавками. Трубу фиксируют от возможного перемещения и закрепляют в трубном отверстии путем развальцовки, которую осуществляют приложением к внутренней поверхности трубы сжимающего усилия. Развальцовку трубы осуществляют в две стадии, на первой из которых производят формирование на трубе опорного кольцевого выступа путем заполнения ее материалом объема внутренней кольцевой канавки отверстия трубной решетки. На второй стадии развальцовки осуществляют выдавливание материала трубы в направлении от ее свободного торца к опорному кольцевому выступу. В результате обеспечивается получение требуемых служебных характеристик вальцовочных соединений без приложения повышенных сжимающих усилий к внутренней поверхности трубы. 7 ил.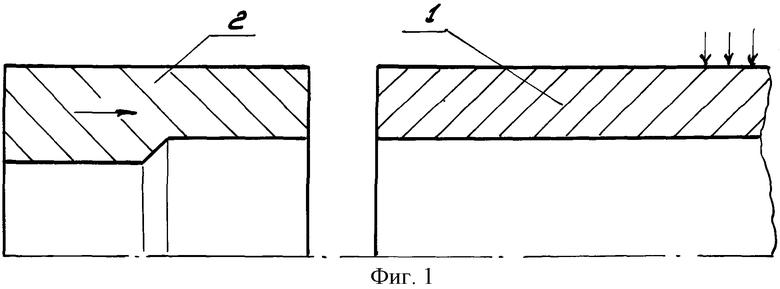
Способ закрепления труб в трубных решетках, включающий установку прошедшей подготовительные операции трубы одним концом в отверстие трубной решетки, выполненное с внутренней и внешней кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубном отверстии путем развальцовки, которую осуществляют приложением к внутренней поверхности трубы сжимающего усилия, отличающийся тем, что развальцовку трубы осуществляют в две стадии, на первой из которых производят формирование на трубе опорного кольцевого выступа путем заполнения ее материалом объема внутренней кольцевой канавки отверстия трубной решетки, а на второй стадии развальцовки осуществляют выдавливание материала трубы в направлении от ее свободного торца к опорному кольцевому выступу.
| Крепление труб в трубных решетках | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| - M., 01.01.1987 | |||
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2087231C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |
| US 4413395, 08.11.1983 | |||
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |

