Изобретение относится к области обработки металлов давлением, и в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформированная материала трубы.
Известен способ закрепления труб в трубных решетках, при котором теплообменную трубу устанавливают в трубном отверстии, фиксируют ее от возможного осевого перемещения с последующим закреплением в трубной решетке путем приложения нормального давления к внутренней поверхности трубы, например, механической вальцовкой (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград, Судостроение, 1972, 143 с).
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести относительно низкие служебные характеристики вальцовочных соединений, для устранения которого прибегают к повышенным деформирующим трубу давлениям. Последнее обуславливает коробление трубной решетки и, как следствие, короткий межремонтный пробег трубного пучка теплообменного аппарата.
Известен также способ закрепления труб в трубных решетках, включающий выполнение на внешних концах трубы кольцевых выступов, установку трубы в трубное отверстие, имеющее кольцевые канавки, совмещение кольцевых выступов на трубе с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубной решетке, совершая стадии привальцовки и развальцовки, посредством приложения сжимающего усилия на внутреннюю поверхность трубы (см. RU 2107572 С1, 27.03.1998, B 21 D /06) - прототип.
Недостатком известного способа является относительно малые площади кольцевых уплотнений между боковыми поверхностями кольцевых канавок и кольцевых выступов, что представляет несомненный резерв в повышении характеристик плотности вальцовочного соединения.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал повышенные характеристики плотности вальцовочных соединений и не вызывал бы при этом коробления трубной решетки, увеличивая таким образом межремонтный пробег трубного пучка теплообменного аппарата и эксплуатационную долговечность трубной решетки в том числе.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем выполнение на внешних концах трубы кольцевых выступов, установку трубы в трубное отверстие, имеющее кольцевые канавки, совмещение кольцевых выступов на трубе с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубной решетке, совершая стадии привальцовки и развальцовки, посредством приложения сжимающего усилия на внутреннюю поверхность трубы, согласно изобретению кольцевые выступы выполняют прямоугольного поперечного сечения с основанием, равным ширине канавки, и высотой, превышающей глубину канавки, а кольцевые канавки выполняют с поперечным сечением в виде прямоугольных трапеций, острые углы которых обращены навстречу друг другу, и на стадии привальцовки формируют внутренние кольцевые уплотнения между боковыми поверхностями канавок и выступов, вызывая растяжение трубы между ними.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать соединения трубы с трубной решеткой, обладающих повышенными характеристиками прочности и плотности, при отсутствии необратимых деформаций трубной решетки. Кроме того, образование вальцовочного соединения по предлагаемому способу содержит элементы процесса холодной сварки трубы с трубной решеткой по боковым поверхностям кольцевых канавок, обуславливая экономическую целесообразность применения предлагаемого изобретения взамен комбинированных соединений, предусматривающих обварку труб по торцам на лицевой поверхности трубной решетки.
Это объясняется тем, что используют новую конструкцию сборки трубы с трубной решеткой, а именно на внешней поверхности трубы выполняют кольцевые выступы прямоугольного поперечного сечения с высотой, превышающей глубину кольцевых канавок. Сочетание таких кольцевых выступов с новым поперечным сечением кольцевых канавок в виде прямоугольных трапеций позволяет осуществлять заполнение объемов кольцевых канавок в условиях пластического контакта между соединяемыми материалами. Имеющее место осевое растяжение поперечного сечения трубы между кольцевыми выступами вызывает аккумулирование ею упругой энергии, которая на стадии разгрузки полностью не релаксируется. Тем самым, объясняется наличие остаточного давления между боковыми поверхностями выступов и кольцевых канавок. Последнее в совокупности с качественным заполнением объемов кольцевых канавок и предопределяет требуемые служебные характеристики вальцовочных соединений.
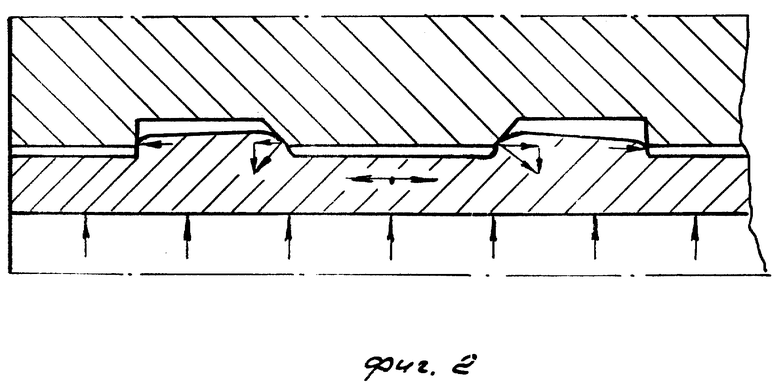
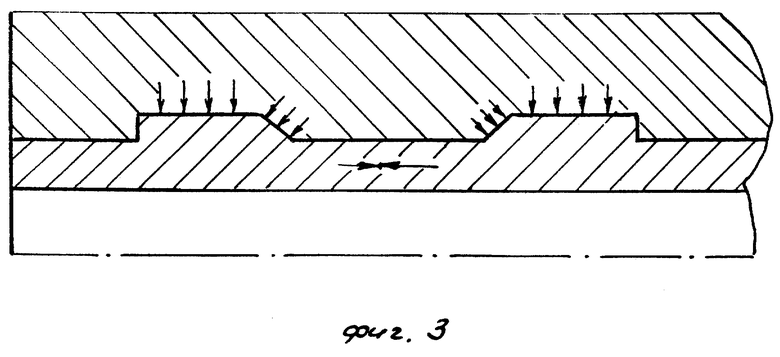
Сущность изобретения поясняется чертежами, где на фиг. 1 показано исходное положение трубы с внешними кольцевыми выступами в отверстии трубной решетки, содержащем кольцевые канавки с поперечным сечением в виде прямоугольной трапеции, перед выполнением операции закрепления, на фиг. 2 - стадия локальной развальцовки трубы, выражающаяся пластическим деформированием материала трубы в выступах, и привальцовки в условиях осевого растяжения трубы между выступами, на фиг. 3 - вальцовочное соединение трубы с трубной решеткой после снятия деформирующего усилия.
Вариант осуществления изобретения состоит в следующем.
Производят подготовку теплообменной трубы 1 к сборке с трубной решеткой 2, формируя на внешней поверхности ее концов кольцевые выступы прямоугольного поперечного сечения (технология выполнения кольцевых выступов в соответствии с патентом РФ N 2078636, БИ N 13 от 10.05.97). В отверстии трубной решетки 2 выполняют кольцевые отверстия с поперечным сечением в виде прямоугольной трапеции, причем острые углы трапеций обращают навстречу друг другу. Соотношения геометрических размеров кольцевых выступов и канавок являются следующими: ширина большего основания трапеции равна ширине кольцевой канавки, а высота кольцевого выступа превышает глубину кольцевой канавки настолько, чтобы свободные объемы кольцевых канавок были равны объемам кольцевых выступов.
После чего приступают к выполнению операции закрепления трубы 1 в отверстии трубной решетки 2 (фиг. 1). Трубу 1 вводят в отверстие трубной решетки 2, располагая ее торец заподлицо с лицевой поверхностью последней. В отверстии трубы 1 располагают, например, механическую роликовую вальцовку (действие роликов на внутреннюю поверхность трубы условно заменено стрелками).
Сообщая роликам вальцовки вращательное движение и радиальное их перемещение, выполняют стадию привальцовки трубы 1. Свободное перемещение стенки трубы 1 в радиальном направлении завершается моментом, когда будет иметь место 4-х точечный ее контакт с кромками кольцевых канавок трубного отверстия. Дальнейшее приложение нормального давления к внутренней поверхности трубы 1 приводит к развитию пластического контакта между трубой 1 и трубным отверстием по местоположению кольцевых канавок (фиг. 2).
Особенностью стадии локальной развальцовки трубы 1 в данном случае является изначальное формирование кольцевых уплотнений между боковыми поверхностями канавок и выступов. Заполнение объемов кольцевых канавок материалом трубы в выступах осуществляется в условиях сдвига при нарастающем давлении на контактных поверхностях. Последнее может реализовывать на контактных поверхностях трубы 1 с трубным отверстием явления сварки или схватывания, что предотвратит возможность образования какой-либо капиллярности. Выполнение кольцевых канавок с профилем, отличающимся от профиля кольцевых выступов на трубе 1, обуславливает тот факт, что стадия привальцовки трубы 1 сопровождается ее растяжением на длине, располагаемой в промежутке между выступами. Аккумулирование упругой энергии трубой 1 объясняет появление остаточного контактного давления на боковых поверхностях кольцевых канавок после снятия деформирующего трубу 1 усилия.
Закрепление трубы 1 в трубной решетке 2 завершается в условиях качественного заполнения кольцевыми выступами трубы 1 кольцевых канавок трубного отверстия и наличия контакта между цилиндрическими поверхностями трубы 1 и трубного отверстия (фиг. 3). Повышенные характеристики прочности гарантируются механическими свойствами трубы 1 в выступах, повышенные характеристики плотности вальцовочного соединения определяются контактными явлениями холодной сварки или схватывания и наличием остаточного давления. Относительно низкие давления на внутренней поверхности трубы 1 на стадиях локальной развальцовки (по местоположению кольцевых выступов) и сопутствующей ей привальцовки (свободного перемещения стенок трубы вне кольцевых выступов) объясняют улучшенные коррозионные характеристики вальцовочных соединений.
Опытно-промышленная проверка разработанного способа прошла при закреплении стальных (сталь 20) труб с профилированными внешними законцовками в трубных решетках из стали Ст. 3. Исходные геометрические размеры трубы составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм. Труба предварительно обжималась по концам до диаметра, равного 23, 94 мм. Кольцевые выступы получали холодным выдавливанием в плавающей матрице. При внешнем диаметре кольцевых выступов, равном 25 мм, высота кольцевых выступов равнялась 0, 51 мм (при глубине кольцевых канавок трубного отверстия в 0,5 мм), а их основание равнялось ширине кольцевой канавки - 3,0 мм. Расстояние между выступами - 10,5 мм. Диаметр трубных отверстий составлял 25,4 мм.
Технологическая оснастка для производства труб с внешними кольцевыми законцовками изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 7-му квалитету. Кольцевые канавки с поперечным сечением в виде прямоугольной трапеции выполняли со следующими геометрическими размерами: большим основанием - 3,0 мм; малым основанием - 2,8 мм, глубиной - 0,5. Формирование кольцевых выступов на трубе проводилось на специальной гидравлической машине при усилиях, не превышающих 5 мН, что обеспечивало полное воспроизведение требуемых геометрических размеров кольцевых выступов прямоугольного поперечного сечения.
Закрепление труб в трубных решетках производилось вальцовками отечественного производства.
Установлено, что образование кольцевых уплотнений на боковых поверхностях кольцевых канавок с формированием остаточного давления на контактной поверхности кольцевых выступов с кольцевыми канавками при качественном заполнении объемов кольцевых канавок обеспечивает гарантированные повышенные служебные характеристики вальцовочных соединений, значительно увеличивает межремонтный пробег трубного пучка при условии возможности неоднократного использования трубных решеток. Испытаниями на выдергивание трубы из трубной решетки установлено, что деформирующее трубу усилие составляет не менее 0,075 - 0,085 мН.
Плотность соединений обеспечивало 100% их пригодность требованиям производства.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170153C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2168385C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2160647C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2165325C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162023C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159689C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2156669C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164189C2 |
Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках теплообменных аппаратов с использованием эффекта локализованного направленного пластического деформирования материала трубы. Способ закрепления труб в трубных отверстиях включает выполнение на внешних концах трубы кольцевых выступов, установку трубы в трубное отверстие, имеющее кольцевые канавки, совмещение кольцевых выступов на трубе с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубной решетке, совершая стадии привальцовки и развальцовки, посредством приложения сжимающего усилия на внутреннюю поверхность трубы. Кольцевые выступы выполняют прямоугольного поперечного сечения с основанием, равным ширине канавки, и высотой, превышающей глубину канавки. Кольцевые канавки выполняют с поперечным сечением в виде прямоугольных трапеций, острые углы которых обращены навстречу друг другу. На стадии привальцовки формируют внутренние кольцевые уплотнения между боковыми поверхностями канавок и выступов, вызывая растяжение трубы между ними. Техническим результатом изобретения является повышение характеристики плотности вальцовочных соединений. 3 ил.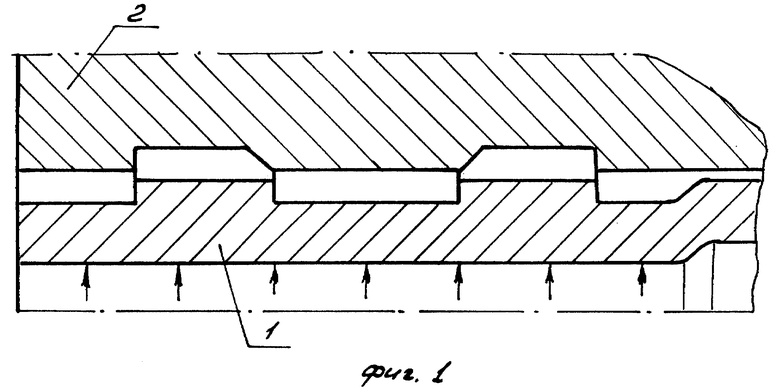
Способ закрепления труб в трубных отверстиях, включающий выполнение на внешних концах трубы кольцевых выступов, установку трубы в трубное отверстие, имеющее кольцевые канавки, совмещение кольцевых выступов на трубе с кольцевыми канавками трубного отверстия, фиксацию трубы от возможного перемещения и последующее ее закрепление в трубной решетке, совершая стадии привальцовки и развальцовки, посредством приложения сжимающего усилия на внутреннюю поверхность трубы, отличающийся тем, что кольцевые выступы выполняют прямоугольного поперечного сечения с основанием, равным ширине канавки, и высотой, превышающей глубину канавки, а кольцевые канавки выполняют с поперечным сечением в виде прямоугольных трапеций, острые углы которых обращены навстречу друг другу, и на стадии привальцовки формируют внутренние кольцевые уплотнения между боковыми поверхностями канавок и выступов, вызывая растяжение трубы между ними.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2078636C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБНОЙ ДОСКОЙ | 1972 |
|
SU427813A1 |
| ИЗБИРАТЕЛЬНЫЙ УСИЛИТЕЛЬ | 2011 |
|
RU2475945C1 |

