Изобретение относится к способу изготовления текстильного стропа, имеющего увеличенную разрывную способность, который может быть использован в различных областях промышленности для строповки грузов при их транспортировке и хранении на складах.
Известна ТЕКСТИЛЬНАЯ ПОДЪЕМНАЯ ЛЕНТА С УСИЛЕНИЕМ КРОМОК (RU 2127704, Опубликовано: 20.03.1999). В текстильной подъемной ленте подверженные износу зоны, в частности концевые петли, оснащены усилением в качестве защиты от истирания. Усилением является по меньшей мере частично покрывающая периметр подъемной ленты в направлении по ширине ленты текстильная накладка. Текстильной накладкой является тканевая лента с расположенными рядом друг с другом в направлении по ширине ленты или в направлении утка зонами с различной износостойкостью. Зоны повышенной износостойкости покрывают кромки и/или поверхности подъемной ленты а зоны меньшей износостойкости прочно соединены с подъемной лентой. Технический результат заключается в улучшенной защите от истирания в зоне концевых петель и/или в зоне рабочей поверхности. Недостатком известной ленты является, что она выполняет функцию защиты кромок и ленты от истирания, при этом не может влиять на повышение грузоподъемности грузового приспособления.
Известен МЯГКИЙ СОЕДИНИТЕЛЬНЫЙ ПОЯС УТЯЖЕЛИТЕЛЯ (RU 74436, опубл. 27.06.2008), на одной из ветвей которого выполнена накладка, толщина которой не менее толщины прошивного замка, расположенная напротив него. За счет вшивания накладки в мягкий силовой пояс контактное давление на трубу распределяется равномерно. Недостатком данного технического решения на известном поясе, является то, что данное решение разработано для негрузоподъемного приспособления, а для защиты покрытия магистральных труб при гидравлических ударах и подвижках почвы.
Наиболее близким по технической сути является способ сшивки (заделки) концов стропа по РД 24-СЗК-01-01. СТРОПЫ ГРУЗОВЫЕ ОБЩЕГО НАЗНАЧЕНИЯ НА ТЕКСТИЛЬНОЙ ОСНОВЕ. ТРЕБОВАНИЯ К УСТРОЙСТВУ И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ. В соответствии с РД 24-СЗК-01-01 соединение концов лент следует выполнять сшивкой нитями, при этом стандартная заделка концов стропа осуществляется путем наложения концов ленты друг на друга и их прошивкой. Для сшивки лент любой ширины применяются прямые продольные швы, которые переходят в остроконечные в местах технологического разворота. Размер строчек швов кратен одинаковому числу, например, 10 мм, но должен быть не менее 5 мм. Недостатком известного способа является то, что при статических испытаниях до «разрыва» при достижении максимального коэффициента запаса прочности с выдержкой от 3 минут до 10 минут разрушение шва прошивки начинается с разрушения остроугольного окончания (места технологического разворота (на 160°) прошивки параллельного шва, т.е разрушение стропа начинается с разрушения нитей, находящихся при переходе на прошивку шва в обратном направлении по ленте.
Техническим результатом изобретения является способ изготовления текстильного грузового стропа, предназначенного для выполнения погрузочно-разгрузочных работ, имеющий увеличенную разрывную способность.
Технический результат достигается заявляемым способом изготовления текстильного грузового стропа с увеличенной разрывной способностью, включающим заделку концов стропа путем наложения двух концов ленты друг на друга и их стандартной сшивкой нитями, отличающийся тем, что производится размещение накладки на место стандартной сшивки стыковых участков концов грузовой ленты, причем 1/3 длины накладки покрывает  длины стандартной сшивки, при этом совместная прошивка обоих слоев наложенных участков концов грузовой ленты и накладки выполняется прямоугольными двухуровневыми швами по всей ширине ленты, имеющими протяженность вдоль всей длины накладки и 2/3 длины накладки, и имеющими протяженность шва за участком стандартной сшивки в 2/3 и 1/3 длины накладки соответственно, а так же стандартными прямыми продольными швами с остроконечными окончаниями швов с переходом в прямоугольные швы протяженностью по всей длине стандартной сшивки и 1/3 накладки, и не выходящие за границы стыковых участков грузовой ленты.
длины стандартной сшивки, при этом совместная прошивка обоих слоев наложенных участков концов грузовой ленты и накладки выполняется прямоугольными двухуровневыми швами по всей ширине ленты, имеющими протяженность вдоль всей длины накладки и 2/3 длины накладки, и имеющими протяженность шва за участком стандартной сшивки в 2/3 и 1/3 длины накладки соответственно, а так же стандартными прямыми продольными швами с остроконечными окончаниями швов с переходом в прямоугольные швы протяженностью по всей длине стандартной сшивки и 1/3 накладки, и не выходящие за границы стыковых участков грузовой ленты.
Прямоугольные швы выполняются следующим образом: лента после прошивки прямого шва разворачивается на игле под 90°, производится еще один прокол, затем производится разворот ленты на 90° и выполняется еще один прямой шов, параллельный первому прямому шву.
Двухуровневые прямоугольные швы выполняются следующим образом: при сшивке по ширине ленты, между стандартными прямыми продольными швами с остроконечными окончаниями швов, поочередно, выполняются прямоугольные швы двух длин (по всей длине накладки и 2/3 длины накладки) при этом с самых длинных прямоугольных швов должна начинаться и заканчиваться сшивка по всей ширине ленты. В центральной части (1/3 накладки, покрывающей  часть стандартной сшивки стыковых участков концов грузовой ленты) прошивается три слоя (один слой - накладка, второй и третий слой - сшиваемые стыковые участки грузовой ленты), в концевых частях прошивается два слоя: в одной концевой части-один слой - накладка, другой - окончание стыкового участка грузовой ленты, в другой концевой части - оба слоя - стыковые участки грузовой ленты.
часть стандартной сшивки стыковых участков концов грузовой ленты) прошивается три слоя (один слой - накладка, второй и третий слой - сшиваемые стыковые участки грузовой ленты), в концевых частях прошивается два слоя: в одной концевой части-один слой - накладка, другой - окончание стыкового участка грузовой ленты, в другой концевой части - оба слоя - стыковые участки грузовой ленты.
Длина стежка и частота строчек прямоугольных и остроконечных швов должна соответствовать требованиям п. 3.3.13.3. РД. 24 СЗК 01-01.
Заявленный способ изготовления текстильного грузового стропа с увеличенной разрывной способностью так же может быть использован в отношении заделки петли петлевого стропа, при этом накладка покрывает место сшивки петли стропа.
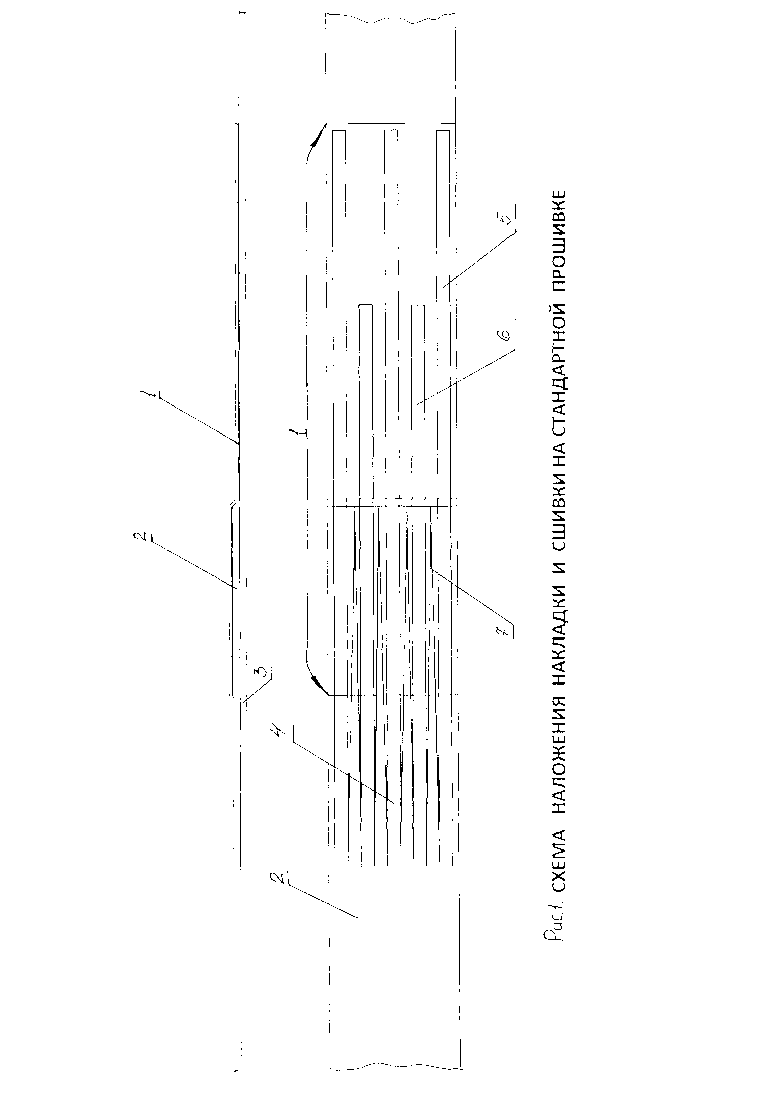
На рис. 1 изображено размещение накладки 1 на концах стыковых участков грузовой ленты 2, 3. Прошивка осуществляется прямоугольными швами 5, проходящими вдоль всей длины накладки 1, прямоугольные швы 6, проходящие вдоль накладки и имеющие протяженность 2/3 накладки 1, остроконечные швы 7 протяженностью 1/3 длины накладки 1, переходящие в стандартную сшивку 4.
Текстильный грузовой строп с увеличенной разрывной способностью изготавливается следующим образом: прошивка накладки осуществляется совместно с сшивкой концов стыковых участков 2, 3 грузовой ленты с применением прямых прямоугольных швов 5, 6 на двух уровнях по всей ширине накладки 1, при этом на накладке 1, вне предела стандартной сшивки 4, швы прошиваются вдоль ленты и заканчиваются двумя разворотами на 90° и переходят в остроконечный шов 7 стандартной сшивки 4, на участке стандартной сшивки грузовой ленты - швы остроконечные, с разворотом на 160° в одной точке и дальнейшим прошивкой согласно требованиям по РД. 24 СЗК 01-01 по пункту 3.3.13.3: длина стежка равна 5 мм, (частота) расстояние между строчками должно быть кратно одинаковому числу, но не менее 5 мм.
Накладка может быть расположена:
а) с одной стороны стандартной сшивки;
б) с двух сторон стандартной сшивки;
в) с двух концов (на местах сшивок петель) двухпетлевой стропы;
Прошивка накладки осуществляется одновременно с прошивкой грузовой ленты при сшивке концов стыковых участков ленты, с дальнейшим выходом за пределы стандартной сшивки ленты.
Накладка может быть выполнена из полиэстера, полиамида, полиэфира или подобных материалов.
Заявляемое техническое решение увеличивает разрывную нагрузку при стандартном исполнении сшивки по РД 24 СЗК 01-01 (п. 3.3.13.3), т.к. перераспределяет нагрузку на треугольных швах, в точках технологического разворота на 160 градусов при переходе на последующие швы. Накладка снижает нагрузку на нить в точках перехода (разворота) строчек и предотвращает обрыв нити при приложении нагрузки при аварийных перегрузках строп, увеличивая разрывную способность строп от 3 до 10%.
Изобретение относится к способу изготовления текстильного стропа, имеющего увеличенную разрывную способность, который может быть использован в различных областях промышленности для строповки грузов при их транспортировке и хранении на складах. Для изготовления текстильного грузового стропа с увеличенной разрывной способностью включают заделку концов стропа путем наложения двух концов ленты друг на друга и их стандартной сшивкой нитями. Производится размещение накладки на место стандартной сшивки стыковых участков концов грузовой ленты, причем 1/3 длины накладки покрывает 1/2 длины стандартной сшивки. Совместная прошивка обоих слоев наложенных стыковых участков концов грузовой ленты и накладки выполняется прямоугольными двухуровневыми швами по всей ширине ленты, имеющими протяженность вдоль всей длины накладки и 2/3 длины накладки и имеющими протяженность шва за участком стандартной сшивки в 2/3 и 1/3 длины накладки соответственно, а также стандартными прямыми продольными швами с остроконечными окончаниями швов с переходом в прямоугольные швы протяженностью по всей длине стандартной сшивки и 1/3 накладки, и не выходящие за границы стыковых участков грузовой ленты. Достигается увеличенная разрывная способность. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления текстильного грузового стропа с увеличенной разрывной способностью, включающий заделку концов стропа путем наложения двух концов ленты друг на друга и их стандартной сшивкой нитями, отличающийся тем, что производится размещение накладки на место стандартной сшивки стыковых участков концов грузовой ленты, причем 1/3 длины накладки покрывает 1/2 длины стандартной сшивки, при этом совместная прошивка обоих слоев наложенных стыковых участков концов грузовой ленты и накладки выполняется прямоугольными двухуровневыми швами по всей ширине ленты, имеющими протяженность вдоль всей длины накладки и 2/3 длины накладки и имеющими протяженность шва за участком стандартной сшивки в 2/3 и 1/3 длины накладки соответственно, а также стандартными прямыми продольными швами с остроконечными окончаниями швов с переходом в прямоугольные швы протяженностью по всей длине стандартной сшивки и 1/3 накладки, и не выходящие за границы стыковых участков грузовой ленты.
2. Способ изготовления текстильного грузового стропа с увеличенной разрывной способностью по п.1, отличающийся тем, что накладка может быть выполнена из полиэстера, полиамида, полиэфира.
| Устройство для автоматической сортировки по весу изделий из ферромагнитных материалов | 1947 |
|
SU74436A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО ТЕКСТИЛЬНОГО ЛЕНТОЧНОГО СТРОПА | 1995 |
|
RU2090483C1 |
| US 4239271 A1, 16.12.1980 | |||
| US 2903291 A1, 08.09.1959. | |||

