Изобретение относится к железнодорожному транспорту, в частности к изготовлению конструктивных элементов верхнего строения железнодорожного пути, а конкретно к способу изготовления упругих элементов для скрепления рельсовых стыков железнодорожного пути.
При проходе подвижного состава по стыку рельсов из-за зазора между рельсами ударно-динамическое воздействие на путь увеличивается, поэтому стык считается самым напряженным местом в пути и в нем одним из самых ответственных деталей стыковых скреплений являются упругие элементы, например пружинная шайба (как правило, двухвитковая), тарельчатая пружина и др. (Амелин С.В., Андреев Г.Е. "Устройство и эксплуатация пути". Учебник для ВУЗов железнодорожного транспорта. М., Транспорт, 1986, с. 27-31).
Тарельчатые пружины предназначены для установки под гайки болтов при соединении рельсов между собой при помощи накладок для обеспечения постоянного натяжения болтов в стыке и предотвращения самопроизвольного отворачивания гаек под действием знакопеременных нагрузок, возникающих при движении подвижного состава, а также для обеспечения требуемого электрического контакта.
Тарельчатые пружины представляют собой по форме усеченный конус, выполненный из листовой стали, с отверстием в центре (под болт).
На фиг. 1 представлена известная типовая конструкция стыка железнодорожных рельсов, например, по патенту РФ N 2099462, МПК E 01 В 11/00, 1996 г., где 1 - железнодорожный рельс; 2 - накладка; 3 - болт; 4 - промежуточная шайба; 5 - тарельчатая пружина; 6 - гайка.
Под каждую гайку устанавливаются по одной или по две тарельчатые пружины, обращенные большим основанием друг к другу (последовательная установка), или прилегающие друг к другу (параллельная установка), выпуклой стороной к гайке.
При затяжке гайки тарельчатые пружины деформируются в пределах сил упругости, создавая осевое усилие, обеспечивающее поджатие гайки к тарельчатой пружине и препятствующее ее самопроизвольному отвинчиванию.
Тарельчатые пружины могут сохранять упругие свойства при значительно большем усилии, чем витые многовитковые шайбы. Поэтому установка тарельчатых пружин может обеспечить в течение длительного времени необходимую стабильность натяжения стыковых болтов, предотвращая расстройства пути в зоне стыков и создавая более благоприятные условия для работы рельсовых электрических цепей.
В настоящее время для рельсовых стыков используются пружины тарельчатые соответствующие ГОСТ 3057-90 и ТУ 32 ЦП 749-86.
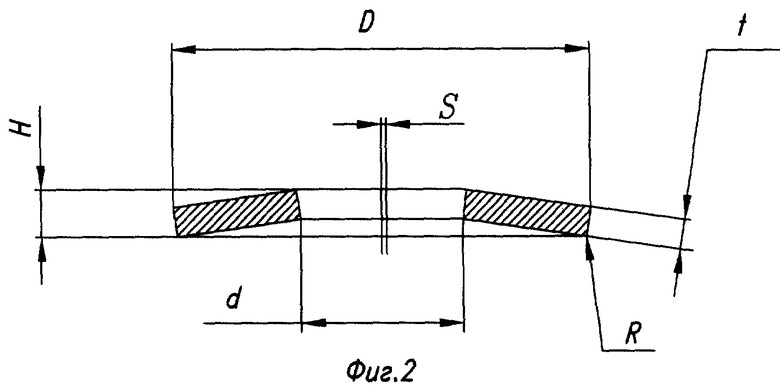
Основные размеры тарельчатой пружины согласно указанным техническим условиям представлены на фиг. 2, где D - наружный диаметр пружины; d - внутренний диаметр отверстия под болт; H - высота конуса тарельчатой пружины; t - толщина пружины (листового проката).
Согласно требованиям ГОСТ 3057-90 и ТУ 32 ЦП 749-86, тарельчатые пружины должны изготовляться методом горячей штамповки из полосового или листового проката стали марки 60С2А по ГОСТ 14959-79.
Изготовленные пружины подвергают термической обработке до твердости HRc 45,5- 51,5 и заневоливанию при величине рабочей деформации 1,35 мм и продолжительности заневоливания не менее 12 часов, после чего подвергают дробеструйной обработке или галтовке.
Недостатком данного способа является то, что полученная при изготовлении тарельчатой пружины методом горячей штамповки несоосность наружного и внутреннего диаметров допускается до 0,3 мм и отклонение от плоскостности по наружному диаметру до 0,15 мм.
Указанная несоосность и неплоскостность приводит при установке пружин к перекосу пружин относительно болта и друг друга. При поджатии пружин возникает неравномерность концентрации напряжений, особенно в зауженной части пружины. В результате ухудшается работоспособность в статическом нагруженном состоянии и при циклической нагрузке, которую несут эти пружины при каждом прохождении колесной пары через стык рельсов, значительно сокращается срок службы пружин, увеличиваются затраты на текущее содержание железнодорожного пути.
Из-за того, что опорная поверхность пружин после изготовления имеют острую кромку, которая является концентратором напряжений при поджатии пружин, уменьшается их прочность и долговечность.
Исследования в реальных условиях и при испытаниях пружин показали, что разрушение происходило, как правило, в узких местах при наличии максимальной несоосности 0,3 мм. Циклическая долговечность при этом составляет не более 1 миллиона циклов, что соответствует менее 6 месяцев работы без технического обслуживания.
Изготовление пружин указанным способом приводит к значительным энергозатратам на нагрев заготовок и ухудшению пружинящих свойств за счет обезуглероживания поверхностного слоя под действием температуры.
Задачей изобретения является повышение прочностных характеристик пружин и снижение энергозатрат при их изготовлении.
Для решения поставленной задачи в известном способе изготовления тарельчатых пружин для рельсовых стыков железнодорожного пути, включающем штамповку заготовки, полученной из плоского прокатанного листа, согласно изобретению заготовку получают путем резки плоского прокатанного листа на полосы заданной ширины, а в процессе штамповки производят холодную вырубку из полосы пружины по внешнему диаметру, холодную формовку с получением профиля пружины с заданной конусностью и пробивку отверстия под стяжной болт.
Для увеличения производительности и точности изготовления холодную вырубку пружины по внешнему диаметру, холодную формовку профиля и пробивку отверстия под стяжной болт производят за один проход подвижных частей штампа.
Для уменьшения контактных напряжений опорную поверхность пружины, расположенную в основании конуса скругляют.
Изготовленные таким образом тарельчатые пружины имеют ряд преимуществ, а именно
- холодная штамповка пружин в штампе позволяет производить за один проход подвижных частей штампа вырубку диска диаметром 70 мм, формовку профиля заданной конусности и пробивку внутреннего отверстия под болт диаметром 27,2 мм, что позволяет значительно уменьшить несоосность наружного и внутреннего диаметров пружины до 0,03-0,05 мм, практически устранить неплоскостность опорной поверхности и, тем самым, свести до минимума перекос пружин при их поджатии и, следовательно, уменьшить концентрацию напряжений;
- увеличивается циклическая долговечность тарельчатых пружин - основной критерий работоспособности этого типа пружин в эксплуатации на тяжело нагруженных участках железных дорог.
На фиг. 3 представлен штамп, позволяющий реализовать предложенный способ. Для изготовления пружин используется прокатанная листовая сталь марки 60С2А толщиной 5 мм. Лист режут на полосы шириной 80 мм. Полосу 7 подают на штамп, имеющим устройство для перемещения полосы на заданный размер и ее фиксацию.
При рабочем ходе пуансона 8 (для пробивки отверстия) и матрицы 9 (для вырубки пружины) происходит взаимодействие матрицы 9 с пуансоном - матрицей 10, являющимся одновременно пуансоном для вырубки пружины и матрицей для пробивки отверстия, производится вырубка пружины по внешнему диаметру D, затем формуется конусный профиль пружины в штампе и одновременно проливается отверстие d под болт.
В зависимости от возможностей производства пробивка отверстия может быть после формовки конусного профиля пружины за один или два прохода пуансона 8.
При обратном ходе пуансона 8 происходит выталкивание готовой тарельчатой пружины при помощи верхнего и нижнего съемников 11, 12 и далее процесс повторяется.
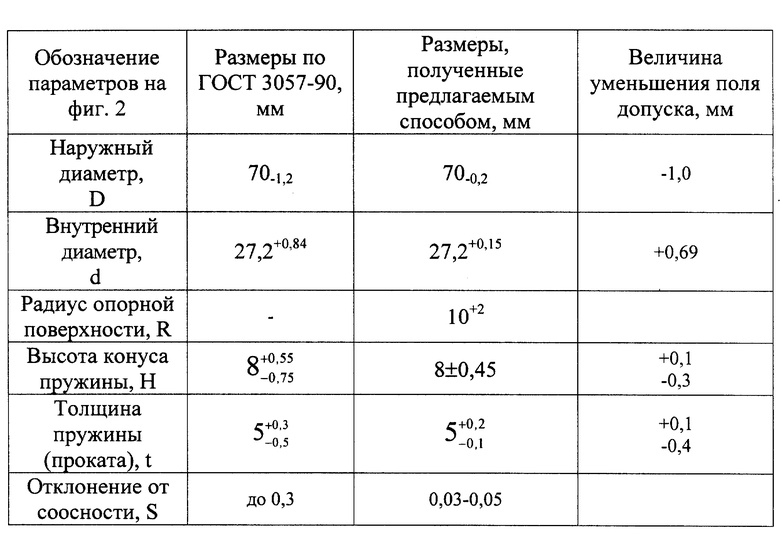
Основные геометрические размеры тарельчатой пружины (фиг. 2), по ГОСТ 3057-90 и ТУ 32 ЦП 749-86 и полученные предлагаемым способом, для сравнения приведены в таблице.
Таким образом, предложенный способ позволяет, не изменяя основных номинальных размеров пружины, только за счет повышения точности изготовления, изменения (ужесточения) полей допусков основных размеров и округления опорных поверхностей, улучшить прочностные характеристики пружин, увеличить циклическую долговечность, значительно снизить затраты на текущее содержание железнодорожного пути.
Исключение нагрева заготовки перед формовкой конусного профиля пружины позволяет уменьшить поверхностное обезуглераживание металлопроката в изделии, снизить энергозатраты.
Для улучшения качества тарельчатой пружины целесообразно повысить требования к поставщикам листового проката (толщина листа 5-0,1 +0,2 мм) и термообработке (разброс по твердости HRc не более 3 единиц).
Испытания тарельчатых пружин для стыков железнодорожных рельсов типа Р65 и Р75, изготовленных предложенным способом на Воронежском предприятии ООО "Категория", показали, что пружины выдерживают 2 и более миллиона циклических нагрузок с частотой 4 Гц и усилием (40-60) Кн, что значительно превышает требования класса прочности 1 ГОСТ 3057-90, предъявляемые к подобным пружинам.
На основании проведенных исследований принято решение о выпуске предложенным способом промышленных партий тарельчатых пружин для установки их в стыках рельсов железнодорожного пути. Тр
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММЫ РАЗДЕЛЬНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2000 |
|
RU2164456C1 |
| УСТРОЙСТВО ДЛЯ СКРЕПЛЕНИЯ РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ НА ЖЕЛЕЗОБЕТОННОМ ОСНОВАНИИ | 2001 |
|
RU2216618C2 |
| ПРОМЕЖУТОЧНОЕ РЕЛЬСОВОЕ СКРЕПЛЕНИЕ НА ЖЕЛЕЗОБЕТОННОМ ОСНОВАНИИ | 2002 |
|
RU2205258C1 |
| Электрически изолирующее неразъемное рельсовое стыковое соединение | 2017 |
|
RU2671893C1 |
| ЭЛЕКТРИЧЕСКИЙ РЕЛЬСОВЫЙ СТЫКОСОЕДИНИТЕЛЬ | 2003 |
|
RU2252154C2 |
| Металлокомпозитная накладка клееболтового изолирующего стыка | 2017 |
|
RU2671892C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНОГО МЕЛКОСОРТНОГО ПРОКАТА И ЕГО ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2180277C1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2526349C1 |
| Облицовочная фасадная кассета и способ ее производства | 2016 |
|
RU2630947C1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении конструктивных элементов верхнего строения железнодорожного пути. Плоский прокатный лист режут на полосы заданной ширины. Затем полосу помещают в штамп и производят холодную вырубку из нее пружины по внешнему диаметру, холодную формовку с получением профиля пружины с заданной конусностью и пробивку отверстия под стяжной болт. Все операции штамповки могут быть осуществлены за один проход подвижных частей штампа. Опорную поверхность пружины, расположенную в основании конуса, скругляют. В результате обеспечивается повышение прочностных характеристик пружин и снижение энергозатрат при их изготовлении. 2 з.п. ф-лы, 2 ил., 1 табл.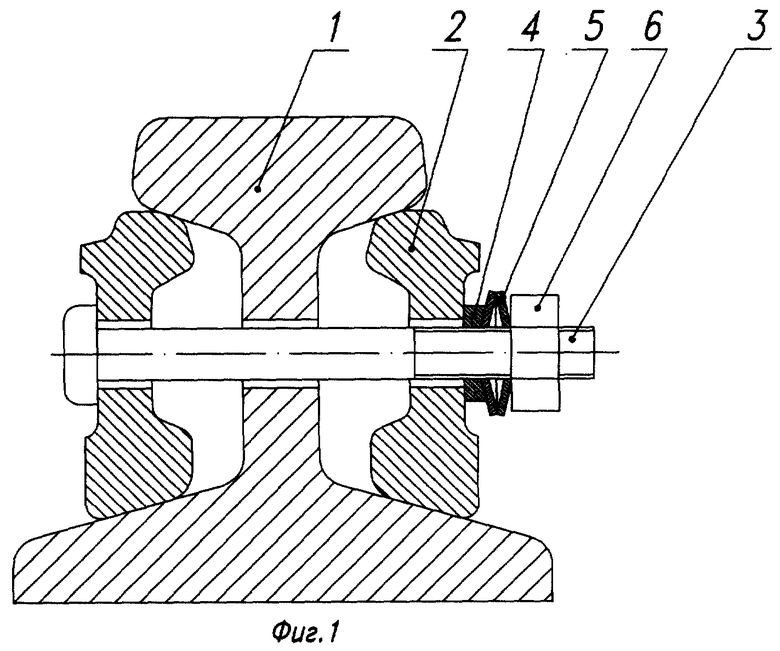
| Пружины тарельчатые для рельсовых стыков | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯПАТЕйТ'.:}БИЫ!^ | 0 |
|
SU315491A1 |
| Штамп для изготовления тарельчатых пружин | 1978 |
|
SU721184A1 |
| Штамп для холодной штамповки пружин Вельвиля из плоской кольцевой заготовки | 1940 |
|
SU61496A1 |
| DE 3016168 А1, 05.11.1981 | |||
| СКВОРЦОВ Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| - М.: Машиностроение, 1972, с.306-309. | |||

