Изобретение относится к области получения графитокерамических материалов и может быть использовано в химической технологии, металлургии и машиностроении.
В настоящее время к графитовым и карбографитовым материалам проявляется большой интерес, т. к. они обладают хорошей жаропрочностью и термопластичностью. Основным недостатком материалов является большая их газопроницаемость (не считая пироуглеродных материалов), недостаточно высокая прочность и коррозионная стойкость. Свойства графитовых и других пористых материалов можно улучшить, например, уплотнением их пироуглеродом.
Уплотнение углеродом осуществляется как из газовой, так и из жидкой фазы.
Осаждение углерода из газовой фазы в поры графита достигается разложением непредельных углеводородов (ацетилена, метана, этана, бутана и т.д.) при 1000-1100oC (см. Amer. Ceram. Soc. Bull, 1974, v. 54).
Осаждение углерода из газовой фазы ведет к улучшению физических и химических свойств графита. Увеличение веса при уплотнении до 1% дает повышение прочности до 5%, а при увеличении до 10% размер макропор снижается от 3 до 0,2 мм в диаметре.
Основным недостатком осаждения углерода из газовой фазы являются малая скорость осаждения пироуглерода.
Повышение коррозионной стойкости графитовых изделий обеспечивают пропиткой изделий насыщенным раствором соли, выбранным из группы, содержащей ZrOSO4, Na2SiO3, Na2SO4 с последующей термообработкой (а.с. 1625032 от 09.12.88 г. , М.Кл. C 23 F 11/00). Недостаток указанного способа и всех других жидких способов пропитки является наличие потока продуктов разложения жидкой фазы через растущий слой защитного покрытия и, тем самым, постоянное образование дефектов в покрытии.
Наиболее близким по технической сущности к решаемой задаче является способ уплотнения пористых изделий путем попеременной пропитки изделия минеральным маслом и термообработкой при 600 -1000oC с числом циклов пропитки и термообработки, равным 50 (см. а. с. N 652153 от 11.07.77 г., М.Кл. С 04 В 41/04). Недостаток способа заключается в невысокой коррозионной стойкости изделий ввиду дефектности образующегося при термообработке слоя углерода. Кроме того, некоторые керамические изделия при таком способе пропитки снижают прочность при циклическим нагреве до 800oC.
В основу настоящего изобретения положена задача повышения качества изделий за счет повышения их коррозионной стойкости.
Согласно изобретению задача решается тем, что уплотнение пористых изделий осуществляется при их попеременной пропитке жидкой фазой и термообработке, при этом в качестве жидкой фазы используют суспензию, содержащую ультрадисперсные металлические порошки, один или несколько, выбранных из группы, содержащей Ni, Cr, Ti, Al, Nb, Zr, а термообработку проводят в кислородсодержащей среде при температуре 200-500oC. Кроме того, размер частиц порошков выбирают в пределах 200-600  .
.
Предлагаемый способ отличается от известного выбором жидкой пропиточной фазы, а также режимами и условиями пропитки и термообработки, указанными выше.
Авторы изобретения на основании выполненных исследований нашли, что суспензия на основе керосина с добавкой металлического порошка размером 200-600  обладает высокими стабильностью (время седиментации составляет сотни часов) и смачиваемостью, что обеспечивает проникновение суспензии в поры изделий даже без предварительного вакуумирования за минимальное время смачивания (10-20 с). Выбор конкретного металла из группы, содержащей никель, хром, цирконий, титан, алюминий, ниобий обусловлен тем, что образующиеся после термообработки оксиды указанных металлов наиболее жаро- и коррозионно-стойки. Кроме того, пары указанных металлов при окислении образуют системы двойных оксидов - шпинели, с повышенными жаро- и коррозионной стойкостью по сравнению с отдельными оксидами (Xауффе К. Реакции в твердых телах и на их поверхности. М.: Иностранная литература, 1962, т.1, с. 182). Эффект полного заполнения пор изделия, обусловлен тем, что при окислении фазовый объем оксида превышает фазовый объем металла в 3-5 раз. Авторами также установлено, что рост фазового объема при окислении не приводит к росту механических напряжений в объеме пор, и, тем самым, в изделии, т.к. оксиды размером 500-1000
обладает высокими стабильностью (время седиментации составляет сотни часов) и смачиваемостью, что обеспечивает проникновение суспензии в поры изделий даже без предварительного вакуумирования за минимальное время смачивания (10-20 с). Выбор конкретного металла из группы, содержащей никель, хром, цирконий, титан, алюминий, ниобий обусловлен тем, что образующиеся после термообработки оксиды указанных металлов наиболее жаро- и коррозионно-стойки. Кроме того, пары указанных металлов при окислении образуют системы двойных оксидов - шпинели, с повышенными жаро- и коррозионной стойкостью по сравнению с отдельными оксидами (Xауффе К. Реакции в твердых телах и на их поверхности. М.: Иностранная литература, 1962, т.1, с. 182). Эффект полного заполнения пор изделия, обусловлен тем, что при окислении фазовый объем оксида превышает фазовый объем металла в 3-5 раз. Авторами также установлено, что рост фазового объема при окислении не приводит к росту механических напряжений в объеме пор, и, тем самым, в изделии, т.к. оксиды размером 500-1000  обладают свойствами псевдожидкости, что обуславливает выдавливание лишних порций оксида из пор на последних стадиях процесса пропитки. Так, эксперименты показали, что при встряхивании чашки Петри с порцией оксидов указанных размеров 500-1000
обладают свойствами псевдожидкости, что обуславливает выдавливание лишних порций оксида из пор на последних стадиях процесса пропитки. Так, эксперименты показали, что при встряхивании чашки Петри с порцией оксидов указанных размеров 500-1000  (0,05-0,10 мкм) период колебаний частиц и самой чашки Петри не совпадают. Увеличение размеров частиц оксидов приводит к тому, что последние ведут себя как сыпучее тело, а не как псевдожидкости, в связи с чем выбирается указанный в формуле размер частиц металлических порошков.
(0,05-0,10 мкм) период колебаний частиц и самой чашки Петри не совпадают. Увеличение размеров частиц оксидов приводит к тому, что последние ведут себя как сыпучее тело, а не как псевдожидкости, в связи с чем выбирается указанный в формуле размер частиц металлических порошков.
Время и температура термообработки выбираются минимальными вследствие высокой химической активности ультрадисперсных металлических порошков. Так, при комнатной температуре порошки окисляются на воздухе со взрывом. При окислении в порах скорость процесса определяется скоростью процесса диффузии кислорода в поры. После одного цикла пропитки за время 300-600 с происходит испарение керосина и окисление металлического порошка.
Количество циклов попеременной обработки и концентрация металла в жидкости взаимосвязаны следующим образом. Выше 10 об.% концентрацию металла повышать не следует вследствие резкого уменьшения смачиваемости суспензии и, тем самым, незаполнения суспензией мелких пор. Снижение концентрации ниже 1 об. % значительно увеличивает общее время процесса пропитки. В предельных случаях при концентрации 1 об.% и числе циклов 40 обеспечивается заполнение объема пор на 40%, а при концентрации 10 об.% и числе циклов 10 обеспечивается заполнение пор на 100%. Учитывая, что при окислении происходит увеличение объема порошка, получаем, что указанные параметры обеспечивают сплошное заполнение пор.
Воздух использован в качестве кислородсодержащей среды, для простоты процесса термообработки.
Аналогичен выбор керосина в качестве жидкой фазы суспензии. При наличии микропор, в которые поступление керосина затруднено, можно использовать жидкости с добавкой поверхностно-активных веществ.
Предложенный способ пропитки помимо основной задачи повышения коррозионной стойкости обладает следующими дополнительными преимуществами по сравнению с известным:
1. Простотой операций и оборудования, что позволяет осуществлять пропитку изделий любой формы и любых размеров. Необходимое для этого оборудование: ванна с суспензией и печь термообработки. При небольших размерах изделий в ванну с суспензией можно размещать одновременно десятки и сотни изделий.
2. Низкая температура термообработки, что обеспечивает сохранение исходной прочности изделий.
3. Высокая производительность. Максимальное время пропитки для изделий сложной формы и размеров ~1 м составит не более 10 часов.
Расход порошка при осуществлении способа составляет граммы (см. далее табл. 1, 2), что несмотря на относительную высокую стоимость незначительно повлияет на конечную стоимость готового изделия.
Предлагаемый способ осуществляется следующим образом. Изделия из карбида кремния и графита пропитывали суспензией, содержащей один или несколько металлических порошков, выбранных из группы Al, Nb, Ni, Cr, Zr, Ti в количестве 1-10 об.% в керосине. Размер частиц порошков составляет 200-600  . После погружения изделий в ванну на 10-20 с, их загружали в печь, нагретую до 200-500oC на 300-600 с в атмосфере воздуха. Число циклов составляло 10-40. Далее проводили коррозионные испытания на воздухе при 730-1800oC. О коррозионной стойкости судили по изменению массы изделий (для графита) или скорости коррозии (для карбида кремния). Существо предлагаемого способа уплотнения пористых изделий поясняется нижеследующим примерами.
. После погружения изделий в ванну на 10-20 с, их загружали в печь, нагретую до 200-500oC на 300-600 с в атмосфере воздуха. Число циклов составляло 10-40. Далее проводили коррозионные испытания на воздухе при 730-1800oC. О коррозионной стойкости судили по изменению массы изделий (для графита) или скорости коррозии (для карбида кремния). Существо предлагаемого способа уплотнения пористых изделий поясняется нижеследующим примерами.
Пример 1. Коррозионным испытаниям подвергали чехол термопары из карбида кремния, не подвергнутый пропитке.
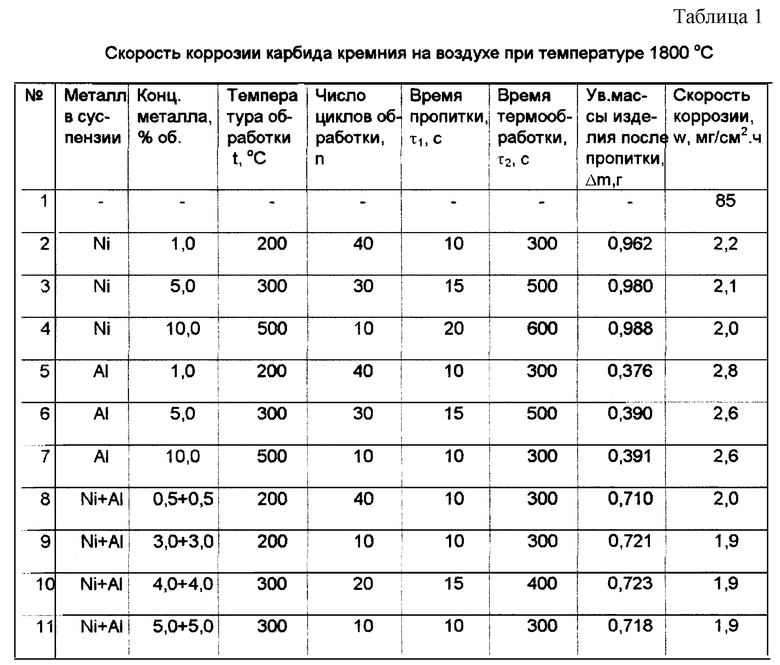
Пример 2. Чехлы термопары из SiC, полученного методом порошковой металлургии, с высотой 500 мм, диаметром 6 мм, толщиной стенки 1,5 мм подвергали уплотнению по следующим условиям. Чехол погружали в суспензию, содержащую порошок Ni с размерами частиц 200-600  в количестве 1,0 об.% в керосине в течение 10 с. Затем этот чехол термообрабатывали в муфеле в атмосфере воздуха при 200oC в течение 300 с. Число циклов пропитки и термообработки составило 40. Коррозионные испытания обработанного изделия проводили при 1800oC в печи ОАО "Подольскцемент". Время испытаний составило 10 ч. Режимы и условия обработки чехла термопары, а также результаты испытаний представлены в табл. 1 (образец 2).
в количестве 1,0 об.% в керосине в течение 10 с. Затем этот чехол термообрабатывали в муфеле в атмосфере воздуха при 200oC в течение 300 с. Число циклов пропитки и термообработки составило 40. Коррозионные испытания обработанного изделия проводили при 1800oC в печи ОАО "Подольскцемент". Время испытаний составило 10 ч. Режимы и условия обработки чехла термопары, а также результаты испытаний представлены в табл. 1 (образец 2).
Примеры 3-11 (табл. 1) проводили аналогично примеру 2, изменяя условия пропитки и режимы термообработки. Для оценки коррозионной стойкости обработанных изделий в табл. 1 приведены данные коррозионной стойкости для необработанного чехла термопары из SiC (см. образец 1). Т.к. способ пропитки по прототипу включает прямой нагрев током, то вследствие невозможности прямого нагрева током карбида кремния в примере 1 испытан образец без предварительной пропитки.
Как видно из данных табл.1, предложенный способ пропитки позволил снизить скорость коррозии карбида кремния с 85 мг/(см2•ч) (пример 1) до 2 мг/(см2•ч) Эффект снижения скорости коррозии обусловлен, прежде всего тем, что примерно в 40 раз уменьшена поверхность реакции как за счет закрытия пор, так и за счет осаждения окислов на контурной поверхности чехлов термопар.
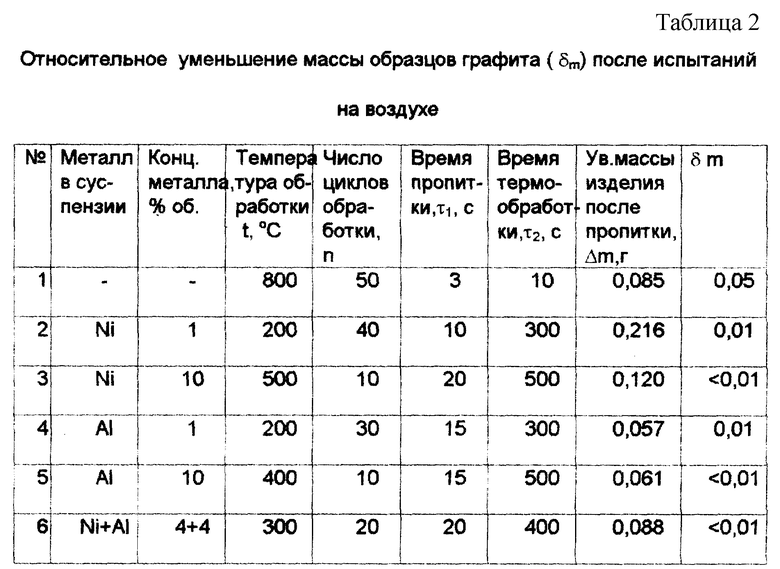
Далее в табл. 2 представлены параметры пропитки цилиндрических образцов графита марки 3 ОПГ диаметром 18 мм и высотой 30 мм, пропитанных по а.с. 652153 минеральным маслом (см. образец 1) и по предложенному способу. Коррозионные испытания образцов на воздухе проводили в течение 10 мин.
Как видно из данных табл. 2, предложенный способ пропитки позволяет на порядок снизить скорость коррозии графита по сравнению с известным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА | 2009 |
|
RU2424083C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ НА ОСНОВЕ ПИРОЛИТИЧЕСКОГО УГЛЕРОДА | 2015 |
|
RU2581177C1 |
| Способ уплотнения пористых изделий | 1977 |
|
SU652153A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2486163C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА | 1993 |
|
RU2040371C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА | 2013 |
|
RU2579713C2 |
| УГЛЕРОДСОДЕРЖАЩАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ СИЛИЦИРОВАННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2370435C2 |
| УГЛЕРОДСОДЕРЖАЩАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ РЕАКЦИОННО-СВЯЗАННОГО КАРБИДА КРЕМНИЯ | 2012 |
|
RU2514041C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2230628C1 |
| Способ получения термостойких изделий на основе углеродного наполнителя и связующего | 1990 |
|
SU1781170A1 |
Изобретение относится к области получения графитокерамических изделий и может быть использовано в химической технологии, металлургии и машиностроении. Целью предлагаемого технического решения является повышение коррозионной стойкости изделий. Поставленная цель достигается тем, что в известном способе уплотнения пористых изделий, включающем попеременную пропитку жидкой фазой и термообработку, в качестве жидкой фазы используют суспензию, содержащую один или несколько ультрадисперсных металлических порошков, выбранных из группы, содержащей никель, хром, алюминий, цирконий, титан, ниобий, а термообработку проводят в кислородсодержащей среде при 200-500oС, при этом размер частиц порошков выбирают в пределах 200-600  . 2 табл.
. 2 табл.
Способ уплотнения пористых графитокерамических изделий, включающий попеременную пропитку жидкой фазой и термообработку, отличающийся тем, что в качестве жидкой фазы используют суспензию, содержащую один или несколько ультрадисперсных металлических порошков с размером частиц 200-600  выбранных из группы, содержащей никель, хром, цирконий, титан, алюминий, ниобий, а термообработку проводят в кислородсодержащей среде при 200-500oС.
выбранных из группы, содержащей никель, хром, цирконий, титан, алюминий, ниобий, а термообработку проводят в кислородсодержащей среде при 200-500oС.
| Способ уплотнения пористых изделий | 1977 |
|
SU652153A1 |
| Способ металлизации спеченных пористых изделий | 1979 |
|
SU893406A1 |
| Способ нанесения защитных покрытий на спеченные изделия | 1982 |
|
SU1217580A1 |
| DE 3622982 А1, 21.01.1988 | |||
| US 3540922 А, 17.11.1970. | |||
