Изобретение относится к области механической обработки труб и трубной арматуры и может быть использовано для повышения точности обработки торцов деталей трубопроводов за счет устранения отклонения торцов заготовок от круглости и обеспечения соосности последних с осью вращения инструмента посредством специального пружинного центратора, устанавливаемого в заготовку перед выполнением механической обработки.
Известно приспособление - пружинный центратор (патент RU 98220, опубл. 10.10.2010), исполнительным механизмом которого является пружинная втулка, сжатие которой обеспечивает центрирование обсадной трубы.
Недостатком данной конструкции являются малое радиальное усилие, создаваемое ребрами втулки, что не позволяет устранять погрешности формы (некруглости)заготовки.
Другим устройством, известным из уровня техники является центратор с шарнирным исполнительным механизмом (авторское свидетельство SU 1119814, опубл. 23.10.1984).
Недостатком данного устройства является малая точность, снижающаяся по мере износа шарниров и низкая жесткость шарнирных соединений, ухудшающая качество обработки.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа гидравлический центратор, выполненный в виде цилиндрической рамы и радиально расположенных гидроцилиндров - жимков (патент RU 2397854, опубл. 27.08.2010). Отклонение от круглости заготовки устраняется за счет радиального воздействия со стороны жимков на стенки заготовки и упруго-пластической деформации последней.
Недостатком данного устройства, в том числе технической проблемой, является его конструктивная сложность и непригодность к использованию в стесненных условиях, например, в металлорежущих станках. Существенным недостатком является и то, что устройство создает дискретный контакт между стенками заготовки и исполнительными элементами центратора, из-за чего профиль трубы в поперечном сечении отличается от круглого и имеет форму многоугольника (с числом вершин по числу жимок), что ухудшает точность обработки. Кроме того, дискретный контакт снижает жесткость системы «приспособление - деталь», что приводит к возникновению вибраций при обработке, вызывающих ухудшение качества обработанной поверхности и снижение стойкости режущего инструмента.
В основу заявленного изобретения был положен технический результат -упрощение конструкции приспособления с одновременным повышением точности и производительности обработки торцов заготовки за счет создания непрерывного контакта между стенками заготовки и исполнительными элементами центратора по всей длине окружности, приводящего к увеличению жесткости системы «приспособление - деталь», за счет чего повышается качество обработанной поверхности и стойкость режущего инструмента.
Технический результат достигается тем, что в приспособлении для устранения отклонений от круглости заготовок труб и трубной арматуры, содержащем центратор, предназначенный для силового воздействия на стенки заготовки, при этом последний расположен внутри заготовки и выполнен в виде двух установленных на общем штоке и обращенных друг к другу большимим основаниями тарельчатых пружин, обеспечивающих силовое воздействие на внутренние стенки отверстия заготовки по всей окружности и силового привода, предназначенного для сжатия тарельчатых пружин и выполненного в виде гидроцилиндра, поршень которого связан со штоком.
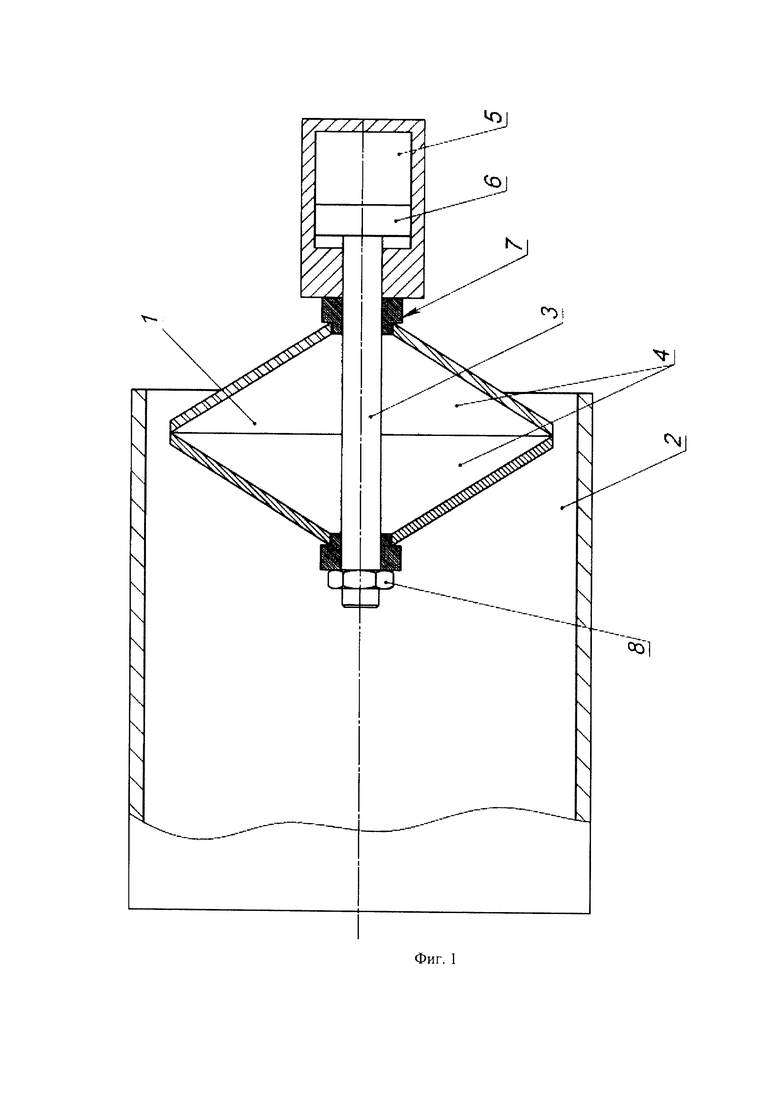
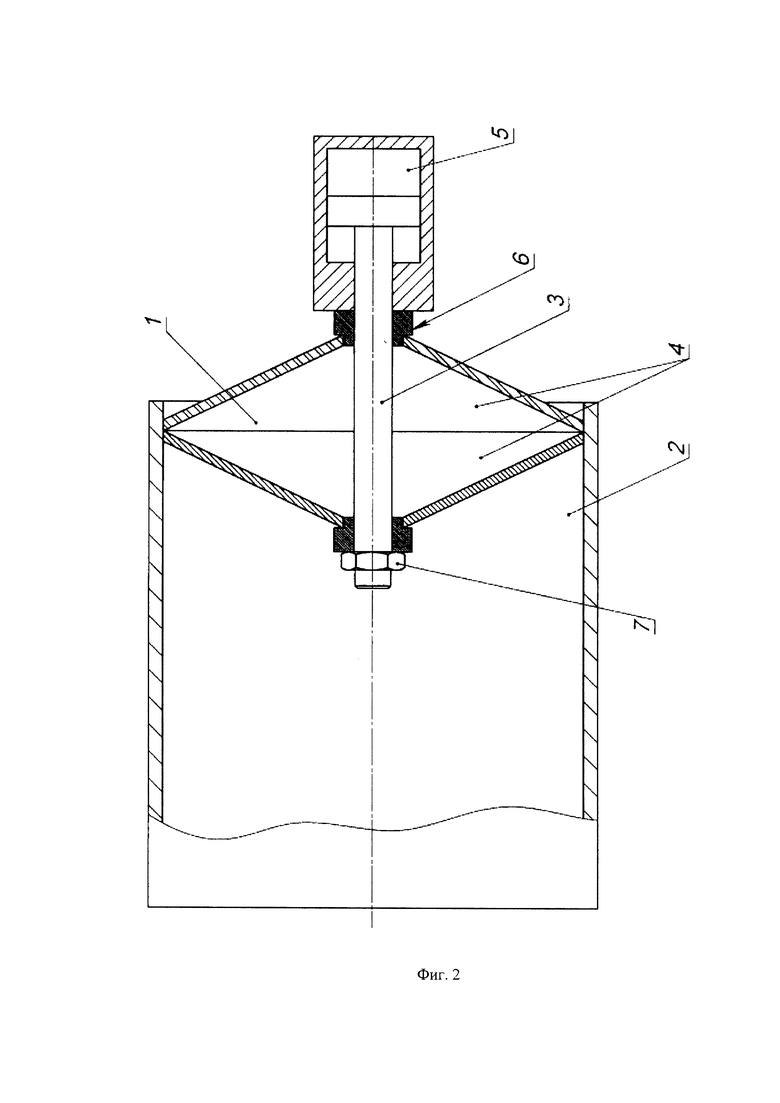
Изобретение поясняется графическими изображениями, показывающими схему приспособления для устранения отклонений от круглости заготовок труб и трубной арматуры в разжатом состоянии - фиг. 1 и сжатом состоянии - фиг. 2 (продольные разрезы).
Приспособление для устранения отклонений от круглости заготовок труб и трубной арматуры (например, тройники, переходы, отводы и пр.) содержит центратор 1, предназначенный для силового воздействия на стенки заготовки 2, выполненный в виде двух установленных на общем штоке 3 и обращенных друг к другу большими основаниями тарельчатых пружин 4, обеспечивающих силовое воздействие на внутренние стенки отверстия заготовки 2 по всей окружности, силового привода, предназначенного для сжатия тарельчатых пружин 4 и выполненного в виде гидроцилиндра 5, поршень 6 которого связан со штоком 3. Тарельчатые пружины 4 центратора 1 установлены на штоке 3 с помощью втулок 7 и закреплены гайкой 8 в осевом направлении.
Приспособление для устранения отклонений от круглости заготовок труб и трубной арматуры работает следующим образом.
В свободном (разжатом состоянии) центратор 1 вводится в заготовку (см. фиг. 1). После этого гидроцилиндр 5 сжимает пружины 4 в осевом направлении. Для этого в левую полость гидроцилиндра 5 под давлением подается масло, поршень 6 втягивается в гидроцилиндр 5, а связанный с ним шток 3 сжимает тарельчатые пружины 4. Осевое сжатие тарельчатых пружин 4 приводит к их радиальному расширению (см. фиг. 2), в результате которого тарельчатые пружины 4 своей наружной кромкой упираются во внутренние стенки заготовки 2 и обеспечивают устранение некруглости за счет упругих деформаций стенок заготовки при одновременном центрировании последней. При этом создается непрерывный круговой контакт между стенками заготовки 2 и наружной кромкой тарельчатых пружин 4 по всей окружности последних, что способствует повышенной жесткости стыка заготовки и приспособления. В этом состоянии выполняется механическая обработка заготовки. После ее завершения подача масла в гидроцилиндр 5 прекращается, пружины 4 под действием упругих сил разжимаются, перемещая шток 3 и поршень 6 гидроцилиндра 5 в исходное положение. Центратор извлекается из заготовки.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения обеспечивает получение заявленного технического результата - упрощение конструкции приспособления с одновременным повышением точности и производительности обработки торцов заготовки за счет создания непрерывного контакта между стенками заготовки и исполнительными элементами центратора.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого технического результата. Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- Объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для устранения некруглости трубных заготовок перед выполнением последующей обработки;
- Для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- Объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1969 |
|
SU247431A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1981 |
|
SU963766A2 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| Устройство для формирования кольцевых сварных швов | 1981 |
|
SU1073060A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156184C2 |
| СПОСОБ ГЛУБОКОЙ ПЕРФОРАЦИИ ОБСАЖЕННОЙ СКВАЖИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2109129C1 |
| Способ изготовления деталей с отводами и устройство для его осуществления | 1977 |
|
SU763017A1 |
Изобретение относится к области обработки трубных заготовок и может быть использовано для устранения отклонения торцов заготовок от круглости. Приспособление выполнено в виде центратора с возможностью размещения внутри трубной заготовки и силового воздействия на ее стенки. При этом центратор выполнен в виде двух установленных на общем штоке и обращенных друг к другу большими основаниями тарельчатых пружин с возможностью силового воздействия на внутренние стенки заготовки по всей окружности своими наружными кромками и силового привода сжатия тарельчатых пружин, выполненного в виде гидроцилиндра, поршень которого связан с общим штоком. Использование изобретения позволяет повысить точность и качество обработки торцов трубных заготовок при упрощении конструкции приспособления. 2 ил.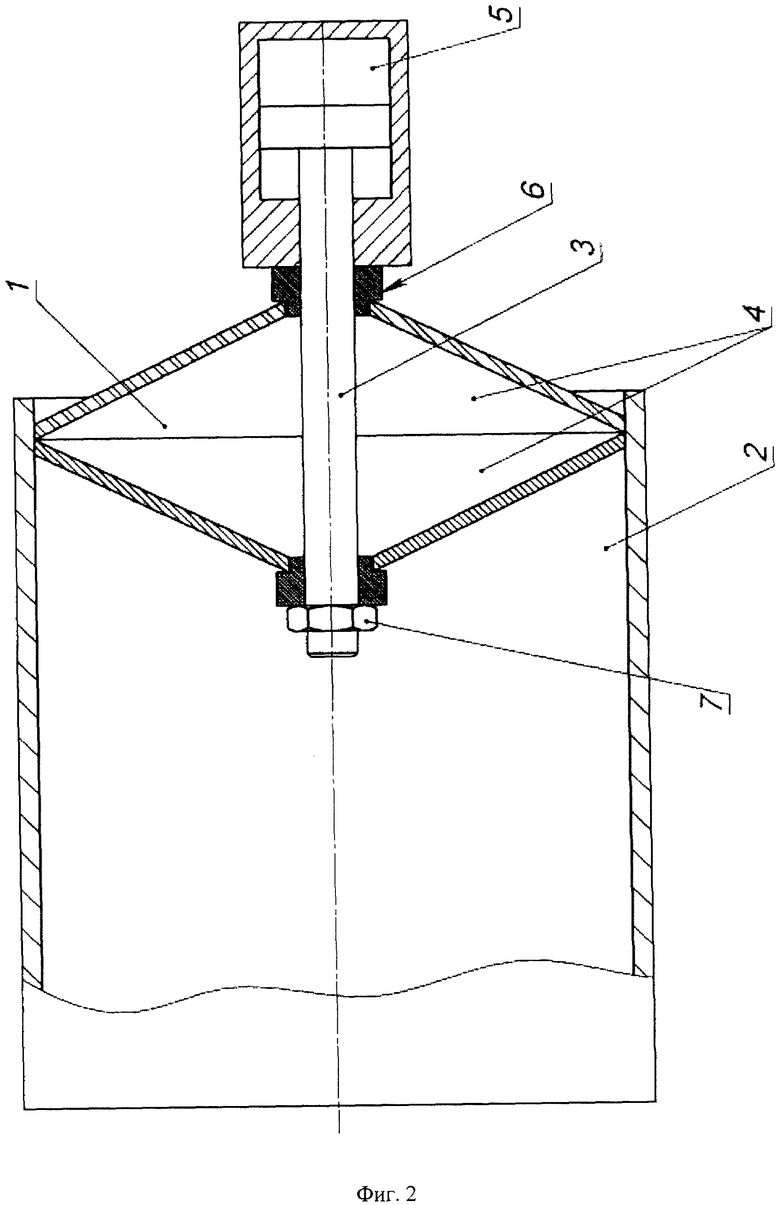
Приспособление для устранения отклонений от круглости трубной заготовки, выполненное в виде центратора с возможностью размещения внутри заготовки и силового воздействия на ее стенки, отличающееся тем, что центратор выполнен в виде двух установленных на общем штоке и обращенных друг к другу большими основаниями тарельчатых пружин с возможностью силового воздействия на внутренние стенки заготовки по всей окружности своими наружными кромками и силового привода сжатия тарельчатых пружин, выполненного в виде гидроцилиндра, поршень которого связан с общим штоком.
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| СПОСОБ ПРАВКИ ПРОФИЛЬНЫХ ТРУБ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2352421C2 |
| Устройство для развальцовки труб | 1980 |
|
SU902933A1 |
| JPH 07214169 A, 15.08.1995 | |||
| WO 2014075778 A1, 22.05.2014 | |||
| WO 2014049035 A1, 03.04.2014. | |||

