Настоящее изобретение относится к износостойкой детали из композитного материала, изготавливаемой путем литья и представляющей собой металлическую матрицу, изнашивающаяся поверхность которой снабжена вставками, обладающими высокой износостойкостью.
Говоря более конкретно, изобретение охватывает износостойкие детали оборудования для измельчения, дробления и транспортировки различных абразивных материалов, используемого в таких отраслях промышленности, как цементная, горнорудная, металлургическая, а также на электростанциях и в разнообразных карьерах. Такие детали часто бывают подвержены значительным механическим нагрузкам по всему объему, а их рабочие поверхности претерпевают сильный абразивный износ. Поэтому возникает потребность в том, чтобы подобные детали обладали высоким сопротивлением истиранию и определенной пластичностью, с тем чтобы обеспечить их стойкость к механическим нагрузкам типа ударов и при необходимости - возможность их механической обработки.
Как известно, совместить указанные два свойства в одном и том же материале довольно трудно, поэтому ранее уже предлагались детали из композитного материала, имеющие сердечник из относительно пластичного сплава, в котором утоплены раздельные вставки с высокой износостойкостью.
В документе ЕР-А-0576496 подобная методика предложена для изготовления измельчающих валков, рабочие поверхности которых снабжены вставками из хромистого чугуна.
Известно также применение керамических материалов, обладающих высоким сопротивлением истиранию, для улучшения этих свойств у деталей, подвергающихся износу.
Так, в документе ЕР-А-0575685 предложено использование керамических материалов в формовании небольших износостойких деталей методом прецизионного литья по выплавляемым восковым моделям.
При такой технологии используют восковые модели, которые для получения полости формы, подлежащей заливке металлом, необходимо расплавлять, при этом сама литейная форма выполняется не песчаной, как обычно, а керамической.
В соответствии со способом, описанным в упомянутом документе, сначала формуют губчатую керамическую галету с трехмерной решеткой из сообщающихся между собой открытых пор. Для этого в специальную форму засыпают зерна керамического материала, а затем заливают жидкое клеящее вещество, например, смолу с высокой текучестью, которая после затвердевания удерживает зерна, обеспечивая получения керамической структуры. В качестве керамического материала можно использовать оксид алюминия или циркония. Пропитав предварительно эту галету воском, ее помещают в форму, служащую для формования восковой модели будущей детали. Затем отливают восковую модель и, наконец, получают керамическую форму путем смачивания восковой модели в керамическом шликере. После этого керамическую форму с восковой моделью нагревают до расплавления восковой модели. Воск вытекает при этом из керамической формы, а галеты, заранее вставленные в восковую модель, остаются приставшими к стенкам этой формы.
Для того чтобы можно было залить металл в керамическую форму, ее подвергают предварительному нагреву до температуры порядка 1150oC, как правило, в вакууме.
Однако применение описанного известного метода ограничено прецизионным литьем по выплавляемым восковым моделям. Кроме того, в тех случаях применения, о которых говорится в цитированном документе, не возникает проблем совместимости материалов металлической матрицы и керамической структуры, в частности в смысле их термических характеристик, поскольку при заливке металла форма и керамическая структура подвергаются предварительному нагреву до высоких температур. Следует также иметь в виду, что данный метод ограничен получением особо точных деталей, реализуемых по исключительно высокой цене, так как дорогостоящей является сама технология литья по выполняемым восковым моделям.
В документе "Ullmann's Encyclopedia of Industrial Chemistry" (1985), W. Gerhartz, VCH Verlagsgesellschaft, 5th Edition XP002023826, page 5 описаны составы на основе Al2O3-ZrO2 для шлифовальных машин, используемых при обработке таких литых изделий, как болванки и слябы.
Цели изобретения
Описанную выше методику нельзя распространить в этом виде на изготовление более крупных износостойких деталей, применяемых, например, в оборудовании для измельчения, дробления и транспортировки различных абразивных материалов, где такие детали имеют, как правило, сечения не менее 25 мм, а часто и более 40 мм.
Кроме того, согласно предлагаемой методике, невозможна и во всяком случае с трудом реализуема отливка деталей малого сечения, например, менее 25 мм, так как ни форма, ни керамическая вставка не подвергаются перед заливкой металла нагреву до высоких температур.
Следует также учесть, что поскольку деталь обычно подвергают последующей термообработке, необходимо добиться определенной совместимости керамического материала и металла с точки зрения их поведения при тепловых нагрузках во избежание растрескивания, обусловленного тепловыми ударами при заливке керамических вставок расплавленным металлом или возникающего в ряде случаев при последующей термообработке вследствие различий в коэффициентах расширения этих двух материалов.
Необходимо также, чтобы механические характеристики керамического материала были приведены в соответствие с характеристиками металла, что позволит получить деталь, свойства которой будут отвечать требованиям ее конкретного применения.
Целью настоящего изобретения является создание износостойкой детали из композитного материала с керамическими вставками, которая бы полностью удовлетворяла вышеперечисленным требованиям.
Еще одна проблема состоит в том, что при толщине керамического материала более 25 мм имеет место недостаточное просачивание металла. Следовательно, еще одной целью изобретения является решение этой проблемы путем создания особой конфигурации износостойкой детали из композитного материала.
Основные признаки изобретения
Для достижения первой цели предлагается износостойкая деталь из композитного материала, получаемая традиционным или центробежным литьем. Она представляет собой металлическую матрицу, изнашивающаяся поверхность которой снабжена вставками с высоким сопротивлением истиранию, которые выполнены из керамического, также композитного материала, представляющего собой твердый раствор или гомогенную фазу из 20-80% Al2O3- и 80-20% ZrO2, где количественные значения выражены в весе компонентов.
Кроме того, керамический материал может включать иные оксиды, весовое содержание которых не превышает 3-4%.
В соответствии с первым предпочтительным вариантом осуществления изобретения керамический материал имеет следующий состав: 55-60 вес.% Al2O3, 38-42 вес.% ZrO2.
В соответствии с другим предпочтительным вариантом осуществления керамический материал имеет следующий состав: 70-77 вес.% Al2O3, 23-27 вес.% ZrO2.
Содержание керамических материалов во вставке составляет от 35 до 80 вес.%, предпочтительнее от 40 до 60% и в оптимальном варианте - порядка 50%.
Этот композитный керамический материал получен из агломерата керамических зерен, имеющих крупность по стандарту FEPA в диапазоне F6-F22, что соответствует диаметру в пределах от 0,7 до 5,5 мм. Эти керамические зерна изготавливаются по традиционной технологии - электроплавкой, спеканием, термическим напылением или любым другим способом, обеспечивающим слияние двух компонентов.
Керамические зерна агломерируют с помощью клея, содержание которого не превышает 4 вес.% по отношению к общему весу галеты и предпочтительно равно 2-3 вес. %. Для этих целей можно использовать минеральный или органический клей. В качестве примера упомянем клей на силикатной основе либо в форме эпоксидной смолы.
В основе изобретения лежит констатация того факта, что свойства оксида алюминия (корунда) и оксида циркония несколько различны, благодаря чему удается путем надлежащего выбора в указанных пределах изменять твердость, вязкость и коэффициент теплового расширения керамического композитного материала, с тем чтобы, с одной стороны, получить оптимальное сочетание твердости и вязкости и добиться строгого соответствия этого материала требованиям конкретного применения детали, а с другой стороны, получить коэффициент теплового расширения керамического композитного материала, близкий к его значению для выбранного заливаемого металла, то есть чугуна или стали, коэффициент расширения которых колеблется от 10•10-6 до 11•10-6.
Оксид циркония обладает тем преимуществом, что его коэффициент расширения близок к значению для металла. Кроме того, благодаря ему повышается вязкость, а значит уменьшается опасность поломки.
Что же касается оксида алюминия, то его введение приводит к повышению твердости. В теле галет частицы диоксида циркония, присутствующие в глиноземе, обеспечивают повышение трещиностойкости последнего и соответственно получение вязкости, которая оказывается большей, чем для каждого из компонентов ZrO2 и Al2O3 в отдельности.
Другими словами, при работе с деталями, подвергающимися сильному истиранию, выгодно увеличивать содержание оксида алюминия, не превышая при этом, однако, некоторого предельного значения, после которого сопротивление истиранию и вязкость начинают уменьшаться. В этом случае целесообразнее выбрать вторые из указанных для керамической композиции пределов.
Напротив, работая с деталями, подверженными значительным ударным нагрузкам или действию высоких давлений, есть смысл отдать предпочтение коэффициенту расширения ценой некоторого снижения твердости и повысить содержание оксида циркония с тем, чтобы уменьшить возникающие в детали напряжения и, следовательно, опасность поломки.
Что касается деталей, подверженных опасности растрескивания в процессе литья или последующей термообработки, то здесь также целесообразно повышать содержание оксида циркония, с тем чтобы коэффициент расширения вставки приблизился к коэффициенту расширения металлической матрицы.
Разумеется, при выборе относительного содержания компонентов керамической вставки из композитного материала можно также учесть состав заливаемого металла, что позволит получить свойства, которых требует данное применение детали. Подобным же образом при выборе состава заливаемого металла можно привести его в соответствие с видом вставки из композитного материала.
Для того чтобы решить проблему, связанную с плохой инфильтрацией жидкого металла в глубь керамической фазы, согласно настоящему изобретению предлагаются разнообразные конфигурации.
В частном случае, когда толщина галеты из керамического материала становится значительной, в соответствии с первым вариантом осуществления предложено использовать две или несколько наложенных друг на друга галет с сохранением между ними минимального зазора порядка 10 мм, обеспечивающего поступление жидкого металла. Благодаря этому удается добиться необходимой пропитки разных галет. В результате достигается существенное повышение содержания керамической фазы в теле вставки, при этом не возникает проблем недостаточной пропитки металлом.
Согласно другому варианту осуществления, предпочтительнее выполнять галету в виде сотовой структуры, которая включает ряд элементарных ячеек, имеющих многоугольную или круглую форму в сердцевине керамической фазы.
Целесообразно, чтобы толщина стенок различных ячеек, образующих керамическую фазу, находилась в пределах от 5 до 25 мм.
В этом случае также удается повысить содержание керамической фазы, не сталкиваясь при этом с проблемой плохого просачивания жидкого металла в случае использования детали, износ которой происходит, главным образом, в глубину.
И здесь достигается преимущество, заключающееся в том, что толщина стенок не превышает предельную величину, соответствующую необходимой инфильтрации жидкого металла, но высота при этом практически равна высоте детали из композитного материала. Кроме того, при таком выполнении галеты в виде сотовой структуры наблюдается лучшее протекание процесса измельчения. Действительно, по прошествии некоторого периода эксплуатации в металлической ячеистой зоне формируются лунки, заполняющиеся впоследствии подлежащим измельчению материалом и играющие роль своеобразного средства самозащиты от износа. Благодаря такому профилю измельчаемый материал уже не способен формировать траектории более интенсивного износа с последующим снижением производительности дробилок. Кроме того, было замечено, что такая сотовая структура в соответствии со вторым предпочтительным вариантом осуществления позволяет снизить риск распространения трещин, которые могли бы развиться в пропитанной галете в процессе изготовления детали, поскольку образующиеся трещины как бы замыкаются при этом сами на себя, не распространяясь по всей детали.
На фиг. 1 показана износостойкая деталь из композитного материала согласно первому предпочтительному варианту осуществления настоящего изобретения.
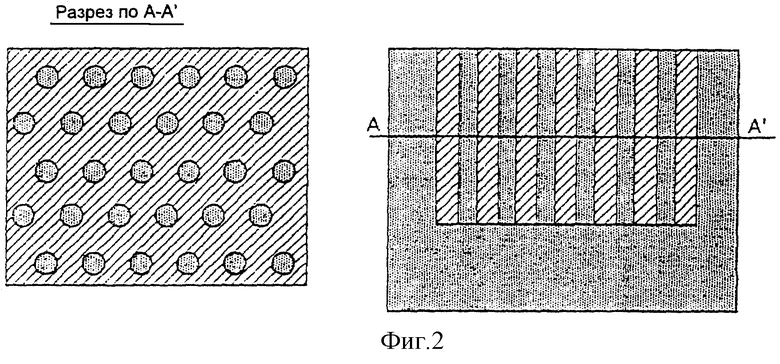
На фиг. 2 показана износостойкая деталь из композитного материала согласно второму варианту осуществления изобретения.
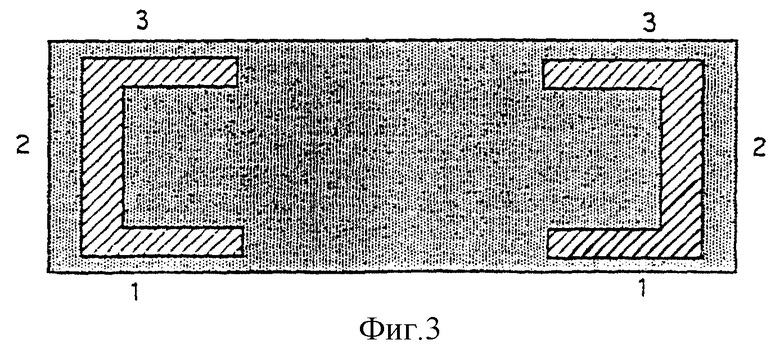
На фиг. 3 проиллюстрировано одно из конкретных применений износостойкой детали из композитного материала согласно изобретению.
Пример 1: изготовление выталкивателя вертикальной дробилки
Формируют смесь из 75% Al2O3 и 23% ZrO2, компоненты которой объединяют электроплавкой с образованием зерен из композитного материала с крупностью, соответствующей классам F6-F20 по стандарту FEPA. Затем эти зерна засыпают в форму соответствующей конфигурации с добавлением клеящего вещества, которое после затвердевания удерживает зерна прижатыми друг к другу, в результате чего получают керамическую галету.
В этом частном случае рекомендуется использовать конфигурацию, показанную на фиг. 1, где имеются две галеты, наложенные одна на другую с зазором 10 мм. Эти галеты помещают в специальную форму, предпочтительно песчаную, куда затем заливают жидкий чугун, содержащий 3% углерода, 26% хрома и незначительное количество других компонентов, традиционно применяемых в таких сплавах. В результате получают износостойкую деталь с керамическими вставками с твердостью порядка 1600 по Виккерсу и коэффициентом расширения, близким к 8•10-6, которая удерживается в чугунной матрице с твердостью около 750 по Виккерсу.
Пример 2: изготовление ротора дробилки
Приготавливают керамический материал так же, как и в примере 1, с той разницей, что здесь выбирают состав, в котором предпочтение отдается коэффициенту расширения в ущерб твердости, то есть с соотношением компонентов 40% ZrO2 и 60% Al2O3.
Учитывая, что для таких деталей особое значение имеет толщина, используют конфигурацию в виде сотовой структуры, представленной на фиг. 2. В этой сотовой структуре стенки ячеек имеют толщину порядка 20 мм и высоту, практически равную высоте детали из композитного материала. Такую структуру получают из марганцевой стали со следующим соотношением компонентов: 1% углерода, 14% марганца и 1,5% молибдена.
В результате получают деталь из композитного материала с твердостью порядка 1350 по Виккерсу и коэффициентом расширения, близким к 9•10-6. Здесь ставится задача уменьшить опасность образования трещин в детали вследствие высоких ударных нагрузок, которым бывают подвержены подобные детали.
Пример 3: молоток дробилки
На фиг. 3 показан пример с керамической галетой, используемой для изготовления молотков дробилок, структура которой обеспечивает усиление для всех трех фаз износа молотка. Эта галета представляет собой выполненную за одно целое керамическую деталь, которая внедрена в металлическую фазу.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНАЯ ИЗНАШИВАЕМАЯ ДЕТАЛЬ | 2021 |
|
RU2781511C2 |
| ИЗНАШИВАЕМЫЙ ЭЛЕМЕНТ С ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТЬЮ ДЛЯ ЗЕМЛЕРОЙНЫХ РАБОТ | 2010 |
|
RU2610934C9 |
| КОМПОЗИТНЫЙ ИЗНАШИВАЕМЫЙ КОМПОНЕНТ | 2021 |
|
RU2779482C2 |
| ПЛАЗМЕННОЕ НАПЫЛЕНИЕ | 2003 |
|
RU2332522C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ДЕТАЛЬ ИЗ НЕГО, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ДЕТАЛИ ИЗ НЕГО | 2007 |
|
RU2467987C2 |
| ИЗНОСОСТОЙКИЙ КОМПОЗИЦИОННЫЙ КЕРАМИЧЕСКИЙ НАНОСТРУКТУРИРОВАННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2525538C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ КОМПОЗИЦИОННОЙ КЕРАМИКИ НА ОСНОВЕ ОКСИДОВ ЦИРКОНИЯ, АЛЮМИНИЯ И КРЕМНИЯ | 2018 |
|
RU2701765C1 |
| БИОКЕРАМИЧЕСКАЯ ДЕТАЛЬ | 2015 |
|
RU2684551C2 |
| ИЕРАРХИЧЕСКАЯ КОМПОЗИТНАЯ ИЗНАШИВАЕМАЯ ДЕТАЛЬ СО СТРУКТУРНЫМ АРМИРОВАНИЕМ | 2021 |
|
RU2840276C1 |
| СТЕКЛОКЕРАМИЧЕСКИЙ МАТЕРИАЛ ТИПА ШПИНЕЛИ ДЛЯ ПРОИЗВОДСТВА БИЖУТЕРИИ И ЮВЕЛИРНЫХ КАМНЕЙ | 2019 |
|
RU2811701C2 |
Изобретение может быть использовано в металлургической, цементной и горно-рудной промышленности и включает износостойкие детали оборудования для измельчения дробления и транспортировки различных абразивных материалов. Износостойкая деталь из композитного материала, получаемая литьем и представляющая собой металлическую матрицу, рабочая поверхность которой снабжена вставками с высоким сопротивлением износу, характеризуется тем, что вставки образованы керамической галетой, пропитываемой в процессе литья жидким металлом, материал которой представляет гомогенный твердый раствор 20-80 вес.% Аl2О3 и 80-20 вес.% ZrO2, обеспечиваются повышение стойкости деталей к механическим нагрузкам, высокое сопротивление истиранию, уменьшение опасности образования трещин в деталях. 2 с. и 11 з.п. ф-лы, 3 ил.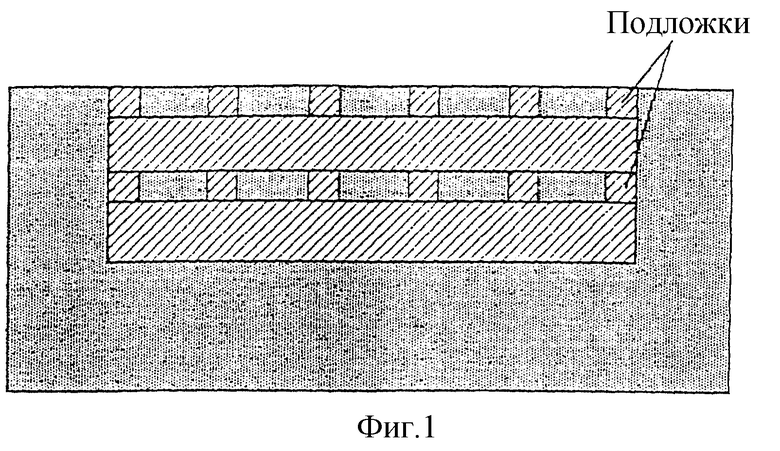
| Состав антифрикционного слоя магнитного носителя | 1976 |
|
SU575685A1 |
| МНОГОСЛОЙНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ ЭТОГО МАТЕРИАЛА | 1992 |
|
RU2006371C1 |
| GB 1061573, 15.03.1967 | |||
| Устройство для ослабления гармоник переменного тока на входе однофазного выпрямителя | 1986 |
|
SU1539919A1 |
| US 4023613, 17.05.1977 | |||
| СТОПОР КОНВЕЙЕРА | 1999 |
|
RU2165058C2 |
| УСТРОЙСТВО ОБРАБОТКИ ИЗОБРАЖЕНИЙ И СПОСОБ ОБРАБОТКИ ИЗОБРАЖЕНИЙ | 2012 |
|
RU2608476C2 |
