Данное изобретение относится к способу удаления заусенцев с изделий, в частности с металлических изделий, имеющих острые кромки или заусенцы после штамповки, обрезки, литья и/или механической обработки.
Изобретение также относится к применению способа для удаления заусенцев с нервюр самолетных крыльев, пластин и т. п.
Предпосылки создания изобретения
Удаление заусенцев представляет собой проблему не только в производстве бесчисленных изделий из металла, но и в производстве изделий из других материалов, где изделия могут иметь кромки или выступы с заусенцами, например изделий из пластмассы.
При удалении заусенцев с металлических изделий возможность снятия одинаковой фаски по контуру изделия часто является большим преимуществом.
Кроме способа удаления заусенцев с отдельных изделий рабочим вручную при помощи напильника существует также множество способов удаления заусенцев в массовом производстве, таких как электролитическое удаление заусенцев и вибрационная обработка в абразивной среде, шлифовка, пескоструйная очистка, ополаскивание различными веществами и промывание абразивными добавками под высоким давлением.
Указанные способы удаления заусенцев, используемые в массовом производстве, имеют множество недостатков, из которых можно отметить следующие:
1) изделия нужно отделить от абразивного вещества;
2) изделия нужно очистить от пыли/жидкостей;
3) одно изделие может повредить другое из-за взаимного соприкосновения;
4) при удалении заусенцев изделия разогреваются;
5) процесс удаления заусенцев идет медленно;
6) часто возникает так называемый "обратный сгиб" заусенцев или грата;
7) результаты удаления заусенцев бывают различными и зависят от формы изделий, например, в случае круглого отверстия на кромке отверстия могут получиться фаски различного радиуса.
Из патентной публикации США 5468173 известно устройство для удаления заусенцев металлических изделий, содержащее две группы головок для удаления заусенцев, каждая с четырьмя роликами, снабженными абразивными листами, которые выходят радиально наружу из цилиндрической обоймы. Каждый из роликов для удаления заусенцев вращают и поворачивают в направлении вращения по изделию, у которого нужно удалить заусенцы. Недостаток устройства состоит в том, что оно не может удалять заусенцы в углах и узких каналах по той причине, что ширина листов для удаления заусенцев определяет предельную ширину отверстия, которое может быть обработано.
К тому же относительная жесткость листов ограничивает возможности приспособить их к различным контурам и кромкам.
Несмотря на множество способов и устройств для удаления заусенцев, во многих случаях заусенцы до сих пор нужно удалять вручную из-за вышеупомянутых недостатков и требований, касающихся получения фасок одинакового радиуса на разнообразных контурах изделий.
Однако удаление заусенцев вручную требует много времени и поэтому является дорогим для массового производства. Кроме того, на кромках с удаленными заусенцами часто появляются царапины, которые могут вызвать образование трещин, которые, в свою очередь, могут привести к излому изделия.
Поэтому в авиационной промышленности существует проблема, связанная с изготовлением, например, нервюр самолетных крыльев или подобных деталей. Эти нервюры изготавливают из крупных металлических заготовок, которые обрабатывают до получения заданной конфигурации. Когда нервюры доведены до их окончательных размеров, заусенцы, появившиеся в результате механической обработки, должны быть удалены при одновременном снятии фасок с очень точными радиусами на кромках отверстий и внешних кромках. Эти фаски не только должны быть определенного радиуса, но и не должны иметь царапин или отметин после удаления заусенцев, поскольку такие царапины или отметины могут привести к образованию трещин вследствие вибраций в готовых нервюрах, когда они установлены на самолетное крыло или в другое место.
Техническая задача, которую нужно решить
Таким образом, существует потребность в способе удаления заусенцев с металлических изделий, не вызывающем появления царапин или трещин на кромках изделий с удаленными заусенцами; причем одновременно с удалением заусенцев по контуру изделий должны быть сняты фаски одинакового радиуса.
В случае, когда поверхность изделия нуждается в последующей обработке, желательно, чтобы после удаления заусенцев получались одинаковые контуры, что обеспечивает возможность покрытия поверхности (например, окраски) слоем желательной толщины.
Сущность изобретения
Поэтому целью изобретения является создание способа удаления заусенцев с металлических изделий, имеющих острые кромки или заусенцы после штамповки, обрезки, формования и/или механической обработки.
Данная цель достигается с помощью способа, подобного описанному во вступительной части, в котором согласно изобретению изделия подают под инструмент для удаления заусенцев, который зачищает поверхность изделий, причем этот инструмент содержит несколько роликов для удаления заусенцев, состоящих из дисков для удаления заусенцев, каждый из которых состоит из круглого элемента из абразивного материала, имеющего радиальные прорези, образующие большое количество абразивных пальцев, при этом каждый ролик закреплен на собственном шпинделе, отходящем радиально наружу от привода; ролики каждой пары роликов вращают вокруг валов в противоположных направлениях и поворачивают вокруг поворотной оси, которая проходит под прямым углом к шпинделям; кроме того, ролики перемещают возвратно-поступательно параллельно поверхности изделий в направлении, поперечном направлению их подачи.
Если нижняя поверхность изделий хотя бы частично плоская, то выгодно подавать изделия на вакуумируемой поверхности, которая может удерживать их во время их подачи под инструмент для удаления заусенцев, при этом движение воздуха охлаждает поверхность изделий.
Технический эффект
Неожиданно оказалось, что наибольший эффект при удалении заусенцев и обработке имеет место на кромках изделий, где заусенцы обычно остаются или загибаются, и что изделия в процессе обработки не нагреваются, так как диски для удаления заусенцев создают циркуляцию воздуха для охлаждения поверхности изделий. Далее, удаление заусенцев производится "сухим" способом и не требует последующей очистки. Даже на сложных изделиях фаски получаются одинакового радиуса на всех контурах, независимо от того, находятся ли эти контуры на внешних кромках изделий или на кромках отверстий различной формы.
С другой стороны, участки поверхности изделий, лежащие между указанными кромками, должны быть отшлифованы ровными и гладкими без сколько-нибудь значительного удаления материала.
Пальцы на дисках для удаления заусенцев обладают значительной гибкостью, которая позволяет им проникать на некоторое расстояние внутрь выемок и отверстий в изделиях, так что при снятии фаски на контурах может быть получен заданный радиус. Относительно узкие пальцы могут также проникать внутрь узких отверстий и каналов и обрабатывать их.
Кроме того, благодаря вращению инструментов для удаления заусенцев в противоположных направлениях, они не воздействуют на изделие в одном и том же направлении, а это означает, что удерживающая сила на плоскости может быть не особенно велика. Это гарантирует точное выдерживание формы и удаление заусенцев.
Благодаря размещению изделий на вакуумируемой плоскости, они надежно удерживаются во время обработки и, кроме того, во время удаления заусенцев поверхность изделий охлаждается.
Что касается гладких изделий, то при последующей обработке поверхности окраской/лакировкой до настоящего времени было трудно добиться, чтобы обрабатывающий материал приставал к поверхности.
Установлено, что после удаления заусенцев/фрезерования согласно изобретению обрабатывающий материал удивительно хорошо пристает к поверхности изделий.
Таким образом, предлагаемый способ можно с выгодой использовать для удаления заусенцев с нервюр самолетных крыльев и одновременно для снятия фасок с различных кромок на нервюрах, и аналогичным образом можно обрабатывать плоские изделия.
Чертежи
Способ согласно изобретению и его применение для удаления заусенцев, например, с самолетных нервюр будут описаны ниже более подробно со ссылками на чертежи, где
фиг. 1 изображает частичный разрез изделия, при этой маленькие стрелки указывают на узкие канавки, которые возникают при механической обработке, а большие стрелки указывают на заусенцы, которые нужно удалить и/или снять фаски общим удалением заусенцев с поверхности изделия;
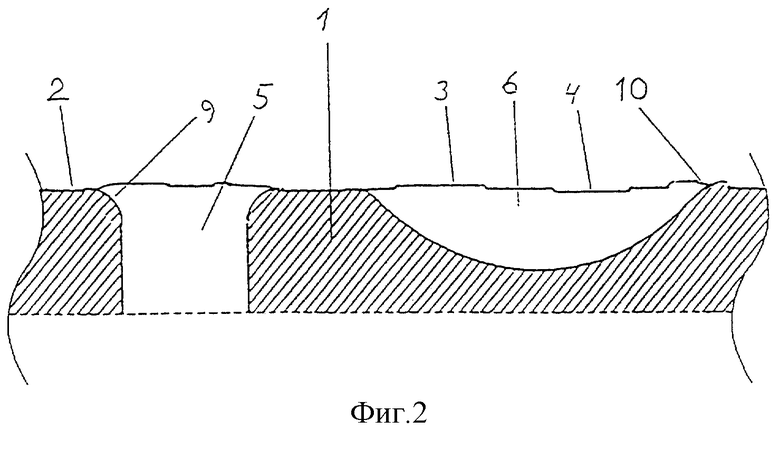
фиг. 2 изображает изделие, показанное на фиг. 1, после удаления заусенцев по способу согласно изобретению;
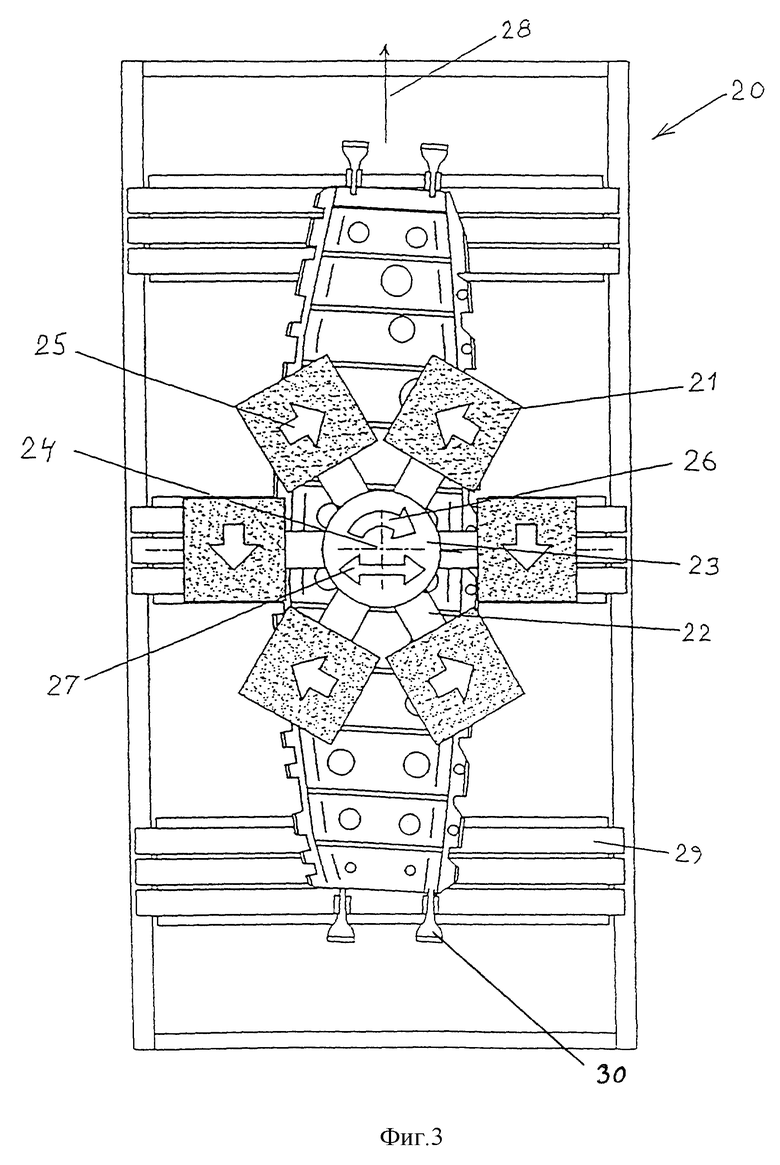
фиг. 3 изображает вид сверху на нервюру самолетного крыла, с которой в устройстве удаляют заусенцы способом согласно изобретению, при этом сложное перемещение инструмента показано стрелками;
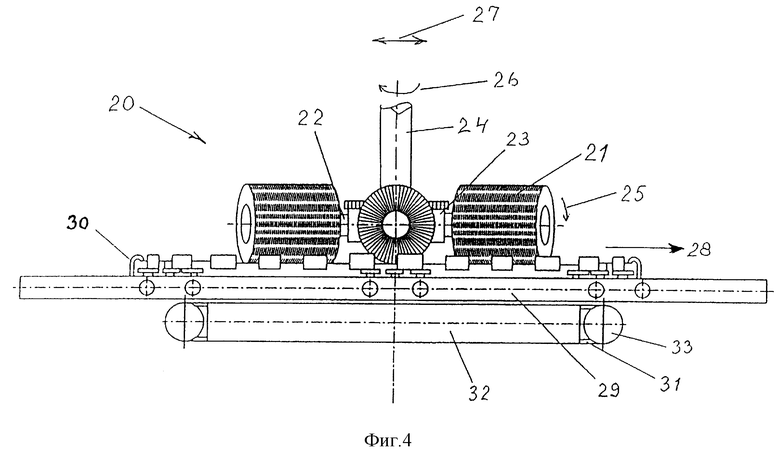
фиг. 4 схематично изображает вид сбоку на устройство, показанное на фиг. 3, с нервюрой во время удаления заусенцев, и
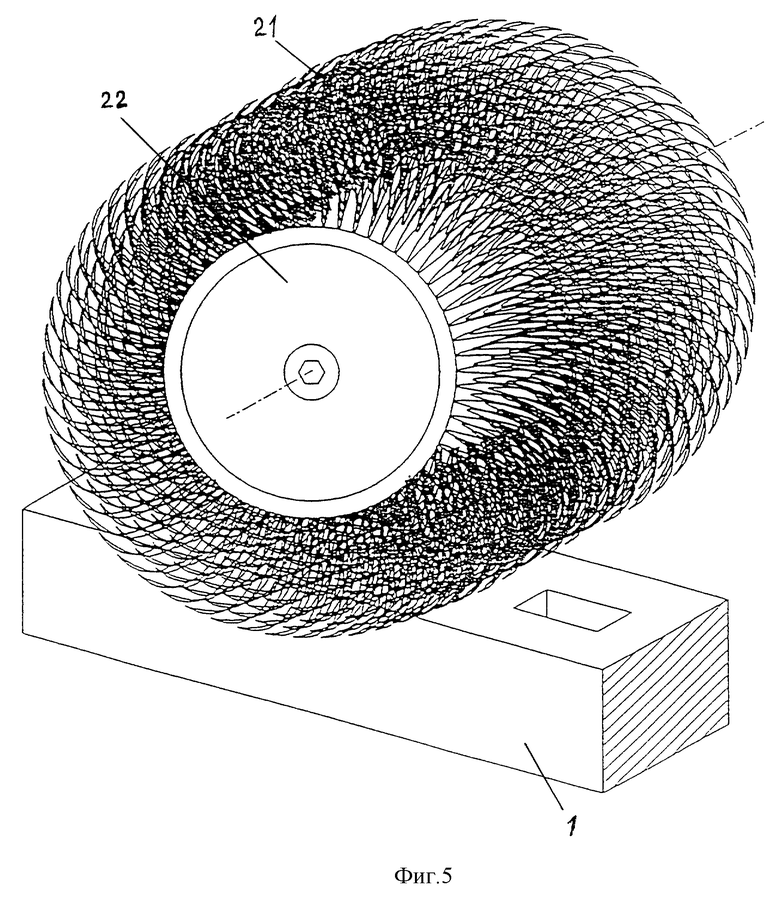
фиг. 5 изображает в увеличенном масштабе ролик для удаления заусенцев, состоящий из нескольких дисков.
На фиг. 1 показано поперечное сечение изделия 1, поверхность 2 которого имеет выступы 3 и пазы 4 в соответствии с окончательной формой изделия. Выступы 3 и пазы 4 имеют определенный размер. Видны сквозное отверстие 5 и выемка 6. Ряд канавок, следов или впадин, которые возникают во время механической обработки (например, фрезерования, токарной обработки) от режущего инструмента, обозначен позицией 7, а позиция 8 обозначает острые заусенцы, которые следует удалить на этапе окончательной обработки изделия.
Эти канавки, следы или впадины 7 и заусенцы 8 нужно удалить, при этом с различных кромок, то есть кромок вокруг отверстия 5 и выемки 6, должны быть сняты фаски, как показано позициями 9 и 10 соответственно, а поверхность 2 на выступах 3 и в пазах 4 должна быть лишь сглажена путем удаления как можно меньшего количества материала, как показано на фиг. 2.
Это достигается способом согласно изобретению, в котором изделие 1, как показано на фиг. 3 и 4, подают под инструмент для удаления заусенцев, который зачищает поверхность 2 изделия 1, причем этот инструмент содержит несколько роликов 21, установленных каждый на своем шпинделе 22, отходящем радиально наружу от привода 23, при этом ролики 21 для снятия заусенцев вращают не только вокруг шпинделей 22 (стрелка 25), но также поворачивают (стрелка 26) вокруг поворотной оси 24, которая расположена под прямым углом к шпинделям 22, и кроме того, ролики 21 перемещают возвратно-поступательно (двойная стрелка 27) параллельно поверхности 2 изделия 1 в направлении, поперечном направлению подачи изделия (стрелка 28).
Выгодным является то, что соседние ролики 21 вращают в противоположных направлениях, как показано стрелками 25 на фиг. 3. При удалении заусенцев изделие 1 подают вперед на рабочем столе 29. Изделие закрепляют общеизвестным способом посредством фиксаторов 30.
Однако если обрабатываемое изделие 1 имеет с нижней стороны плоскую поверхность определенной протяженности, то целесообразно вместо рабочего стола 29 использовать рабочий стол с конвейерной лентой, имеющей перфорированную поверхность 31, под которой находится камера 32, соединенная с источником вакуумирования (не показан). Таким образом, при удалении заусенцев изделие закрепляют с помощью вакуума. Конвейерная лента является бесконечной и перемещается по роликам 33, расположенным под рабочим столом 29.
Как показано на фиг. 5, ролики для удаления заусенцев состоят из множества дисков, каждый из которых представляет собой круг из абразивного материала, снабженный радиальными прорезями, образующими большое количество пальцев для удаления заусенцев, отходящих радиально от роликов 21 и шпинделей 22. Осевую длину роликов 21 можно регулировать в соответствии с конкретным обрабатываемым изделием, изменяя количество дисков на шпинделях 22.
Пальцы на дисках для удаления заусенцев 21 обладают значительной гибкостью, которая позволяет им проникать на некоторое расстояние внутрь отверстий 5 и выемок 6 в изделии 1, так что при снятии фаски на контурах достигается заданный радиус, с другой стороны, когда пальцы проходят по плоским участкам определенной протяженности (таким, как выступы 3 и пазы 4), они прижимаются друг к другу и потому удаляют лишь незначительную часть материала на поверхности.
Ниже способ поясняется более подробно с помощью примера.
Пример
Для проверки эффективности описанного способа, на Deutsche Aerospace Airbus были проведены испытания по удалению заусенцев/фрезеровке с помощью устройства для удаления заусенцев марки FLADDER 300/GYRO, причем название FLADDER представляет собой зарегистрированный товарный знак. Устройство 20 состоит из рамы (не показана), в которой подвешен описанный инструмент для удаления заусенцев, имеющий ролики 21, шпиндели 22, привод 23, поворотную ось 24, рабочий стол 29 и/или вакуумируемый стол 31, 32, 33.
Во время испытаний устройство 20 имело 6 шпинделей длиной 350 мм с 168 дисками для удаления заусенцев (общее количество). Шпиндели каждой пары вращались в противоположных направлениях. Диски были покрыты слоем абразивного песка, фракции 220 и имели 300 мм в диаметре, причем можно было выбрать диски диаметром только от 250 до 500 мм. Была установлена глубина зацепления или рабочая глубина 8 мм. Изделие представляло собой алюминиевую пластину толщиной 1,6 мм, в которой были просверлены отверстия. Изделие было закреплено посредством вакуумируемого стола, который мог подавать изделие вперед с различной скоростью.
Результаты испытаний
Снятие фасок на кромках
Устройство позволяло изменять число оборотов роликов, скорость подачи рабочего стола и глубину проникновения пальцев для удаления заусенцев. Для определения влияния этих параметров на результат обработки, с изделий удаляли заусенцы при различных оборотах и скоростях подачи. Фаски кромок замеряли на внешней кромке и в отверстии диаметром 2,4 мм.
Были получены значения радиусов фасок при скорости подачи 1,0 м/мин (см. табл. 1).
Были получены значения радиусов фасок при скорости подачи 1,25 м/мин (см. табл. 2).
Были получены значения радиусов фасок при скорости подачи 1,5 м/мин (см. табл. 3).
Так как при каждой комбинации "скорость подачи/обороты в минуту" заусенцы снимали только с одного изделия, результаты нельзя трактовать как статистические. Тем не менее, выявлены следующие тенденции:
- с увеличением числа оборотов в минуту количество удаленного материала возрастает и соответственно увеличиваются фаски на кромках;
- с увеличением скорости подачи количество удаленного материала уменьшается и соответственно уменьшаются фаски на кромках.
Удаление заусенцев в зависимости от диаметра отверстия
Заусенцы удаляли с изделия, в котором были просверлены отверстия различного диаметра.
Были получены следующие значения радиусов кромок при скорости роликов 1360 об/мин и скорости подачи 1 м/мин (см. табл. 4).
Из этих данных видно, что чем больше диаметр отверстия, тем больше фаска на кромке, но даже на очень малых отверстиях (диаметр = 2,4 мм) удаление заусенцев прошло удовлетворительно.
Удаление заусенцев при одновременной обработке изделий с различной толщиной
При скорости роликов 1360 об/мин и скорости подачи 1 м/мин были получены следующие результаты для изделия, имевшего на кромке первый выступ высотой 1,4 мм, расположенную после него впадину длиной 30 мм, за которой следовали второй выступ высотой 5,5 мм, после него - другая впадина длиной 46 мм и затем третий и последний выступ высотой 1,4 мм.
На переходном участке от первого выступа к последующей впадине величина радиуса на кромке выступа составила 0,3 мм. На переходном участке от впадины ко второму выступу величина радиуса на кромке выступа составила 0,8 мм и на переходном участке от второй впадины к третьему и последнему выступу величина радиуса на кромке выступа составила 0,3 мм.
Следовательно, существует возможность удаления заусенцев с плоских изделий различной толщины. Несмотря на то, что фаски на кромке более толстой части больше, это тем не менее допустимо.
Удаление заусенцев в зависимости от расстояния между плоскими изделиями, расположенными рядом друг с другом
При скорости роликов 1360 об/мин, скорости подачи 1 м/мин и толщине всех плоских изделий 1,2 мм были получены результаты, указанные в табл. 5.
Даже при расстоянии всего 10 мм до края следующего плоского изделия снятие фасок на кромках было очень хорошим.
Удаление заусенцев при обработке обеих поверхностей
При скорости роликов 1360 об/мин, скорости подачи 1 м/мин и обработке плоских изделий, имеющих толщину 1,6 мм и отверстие диаметром 2,4 мм, были получены следующие результаты.
На одной поверхности, подлежащей обработке, размер фаски на кромке отверстия составил 0,05 мм, а на внешней кромке - 0,4 мм. Плоское изделие затем перевернули и снимали фаски на другой поверхности, где размер фаски на кромке отверстия составил 0,1 мм, а на внешней кромке - 0,4 мм. Следовательно, удаление заусенцев с противоположных поверхностей изделия не влияет друг на друга.
Структура поверхности
Используя аналитическое оборудование от Fa. Rodenstock, производили оценку структуры поверхности плоских изделий, подвергнутых обработке. Оценку проводили оптико-электрическим методом с помощью оборудования. Было установлено, что на плоском изделии имеются незначительные впадины длиной примерно 0,5 мм и глубиной до 0,6 мкм. Характерной чертой этих впадин было то, что на обеих сторонах этой "долины" имелись пики или поднятые участки. Так как данные впадины, даже имеющие максимальную глубину, лишь в минимальной степени повреждают поверхностный слой изделия (6 мкм по сравнению с толщиной слоя 80 мкм) и поскольку впадины или неровности уменьшают последующей гальванической обработкой, их нельзя считать опасными.
Уменьшение толщины пластины
Для того, чтобы оценить уменьшение толщины пластины в результате удаления заусенцев согласно изобретению, были проверены три контрольных изделия (см. табл. 6).
Даже при максимальном воздействии (наибольшее время обработки при максимальной скорости вращения роликов и максимальной скорости подачи) на поверхностях не наблюдали какого-либо значительного истирания.
Выводы и оценки
При использовании предлагаемого способа для удаления заусенцев посредством вращающихся роликов исследовали три момента:
- снятие фасок на кромках,
- истирание плоских изделий,
- структура поверхности.
Было достигнуто очень качественное снятие фасок на кромках. При исследовании влияния скорости вращения роликов и скорости подачи были выявлены следующие тенденции:
- при повышении скорости вращения роликов фаски на кромках также увеличиваются,
- при повышении скорости подачи фаски на кромках уменьшаются.
С отверстий также удаляли заусенцы; при этом было обнаружено, что чем больше отверстие, тем больше фаска на его кромке. Даже на отверстиях малого диаметра (в указанном выше случае диаметр составлял 2,4 мм) удаление заусенцев прошло должным образом.
Изделия различной толщины можно обрабатывать одновременно.
Даже при расстоянии 10 мм до края следующего плоского изделия снятие фасок на кромках было очень хорошим.
Удаление заусенцев на одной поверхности плоского изделия не оказывает какого-либо влияния на снятие заусенцев на противоположной поверхности.
Все заусенцы были эффективно удалены.
Обратного сгиба заусенцев не наблюдалось.
Значительного истирания поверхностей плоских деталей не наблюдалось. Однако структура поверхности плоских изделий изменяется по сравнению с первоначальной. Было установлено, что имеются отдельные впадины, которые, тем не менее, вследствие их малых размеров (6 мкм по сравнению с толщиной слоя 80 мкм) можно не принимать во внимание, при этом впадины впоследствии уменьшают гальванической обработкой.
Исследования показали, что предлагаемый способ можно успешно использовать для удаления заусенцев с изделий, таких как нервюры самолетных крыльев, или подобных объектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ НА ПРЕДМЕТАХ | 1998 |
|
RU2206440C2 |
| СПОСОБ И ПРОВОЛОЧНЫЙ ВАЛИК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПРЕДМЕТА И ПРИМЕНЕНИЕ СПОСОБА | 2006 |
|
RU2379173C2 |
| УСТРОЙСТВО СОЕДИНЕНИЯ ВЕДУЩЕГО ВАЛА ИЛИ ШПИНДЕЛЯ С ВЕДОМОЙ ОХВАТЫВАЮЩЕЙ СТУПИЦЕЙ | 2009 |
|
RU2490109C2 |
| СПОСОБ ШЛИФОВАНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2051019C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Способ иглофрезерной зачистки заусенцев на плоской детали | 2023 |
|
RU2807985C1 |
| Инструмент для поверхностной обработки | 2016 |
|
RU2690072C2 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА КРОМКАХ ОТВЕРСТИЙ | 1999 |
|
RU2163859C2 |
| Устройство для сверления и снятия фасок | 1981 |
|
SU994154A1 |




Изобретение относится к способу удаления заусенцев с изделий, в частности с металлических изделий, имеющих острые кромки или заусенцы после штамповки, обрезки, литья и/или механической обработки. Изделия подают под инструмент для удаления заусенцев, который зачищает поверхность изделий. Инструмент содержит несколько роликов, каждый из которых закреплен на собственном шпинделе, отходящим радиально наружу от привода. Эти ролики вращают вокруг шпинделей и поворачивают вокруг поворотной оси, проходящей под прямым углом к шпинделям. Ролики перемещают также возвратно-поступательно параллельно поверхности изделий в направлении, поперечном направлению их подачи. Технический результат изобретения выражается в отсутствии трещин и царапин на кромках изделий, возможности получения фасок одинакового радиуса. 3 з. п. ф-лы, 5 ил. , 6 табл.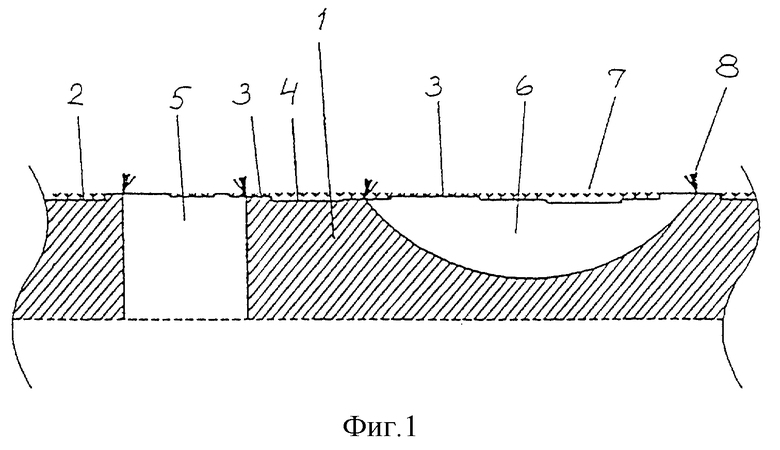
| US 5468173, 21.11.1995 | |||
| Лепестковый круг | 1984 |
|
SU1219331A1 |
| Лепестковый абразивный инструмент | 1989 |
|
SU1703435A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ КРУГ | 0 |
|
SU251407A1 |
| US 5197998, 30.03.1993. | |||
