1
i Изобретение относится к производству режущего инструмента, в частности к конструкциям абразивных лепестковых кругов при обработке поверхностей деталей, выполненных из различных материалов.
Цель изобретения - расширение техноло гических возможностей круга путем увеличения номенклатуры обрабатываемых поверхностей и повышение качества их обработки
Указанная цель достигается тем, что на абразивных лепестках выполнены надрезы, параллельные оси круга и расположенные по обе стороны от прорези, при этом прорезь может быть выполнена со смешением от оси лепестка, а надрезы - переменной глубины.
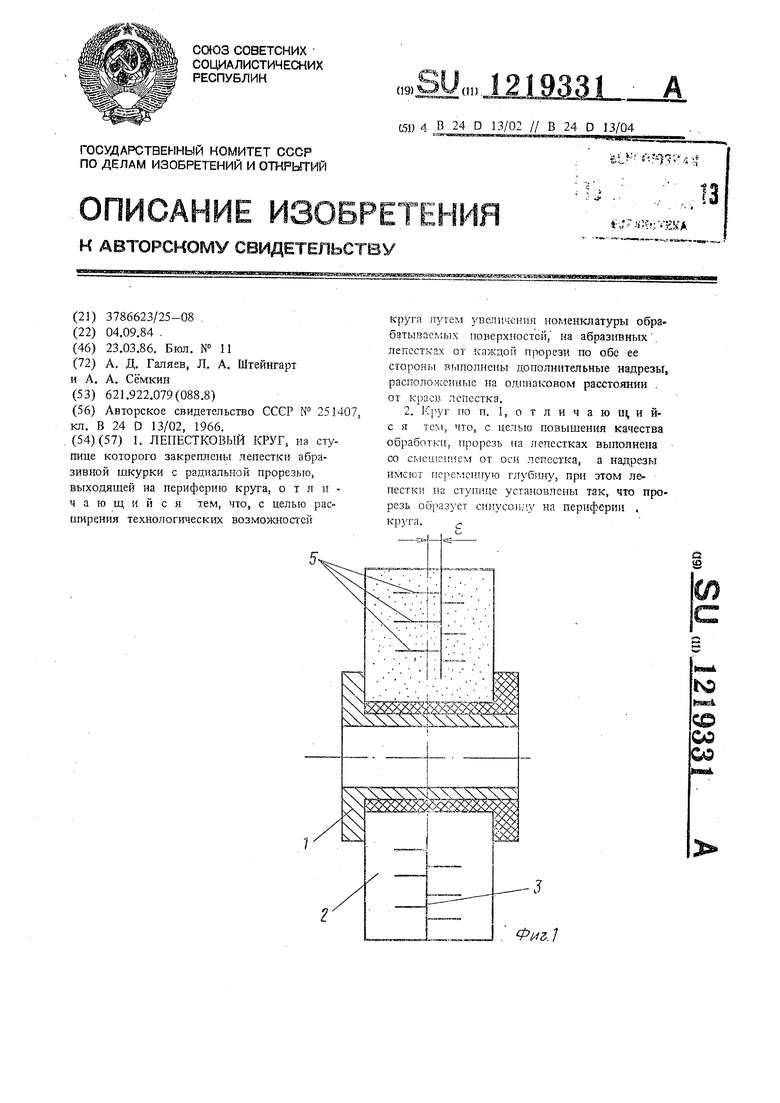
На фиг. 1 изображен предлагаемый круг, поперечный разрез; на фиг. 2 - круг со смешенной прорезью на лепестках, вид сверху.
Лепестковый полировальный круг содержит ступицу 1, на которой закреплены абразивные лепестки 2 с поперечной прорезью 3 на высоту профиля обрабатываемой детали 4. На абразивных лепестках 2 выполнен надрезы 5, параллельные оси круга и расположенные по обе стороны от прорези 3, при этом прбрезь 3 может быть выполнена со смешением от оси лепестка 2, а надрезы 5 - с переменной глубиной.
Изготавливают и собирают круг следую- шим образом.
Нарезают абразивные лепестки 2, на них выполняют прорезь 3 (по оси лепестка или со смешением ), затем от прорези 3
19331
в разные стороны выполняют надрезы 5, которые при расположении 3 на оси лепестка 2 имеют одинаковую глубину, а в случае смешения прорези - переменg ную глубину, но от краев лепестка 2 расположены на одинаковом постоянном расстоянии (на фиг. 2 - показано пунктирными полосами). Надрезы 5 могут быть на одной высоте на сторонах от прорези 3 или на ,
)Q разных. На ступице 1 размешают абразивные лепестки 2 (прорези 3 располагаются в собранном круге по синусоиде, (фиг. 2) и закрепляют, их например, при помоши эпоксидной композиции. Круг готов к работе. Обра«с ботка производится путем контакта абразивных лепестков 2 с поверхностями обрабатываемой детали 4, для чего деталь 4 вводится в прорезь 3 на высоту профиля, при этом происходит Пространственное, объемное
J., охватывание обрабатываемой поверхности детали 4 за счёт наличия прорези 3 и надрезов 5 на поверхности лепестка 2. Прорезь 3 на каждом лепестке 2 выполнена с различным смешением f относительно оси лепес„,. тка 2, в результате этого изменяется Высота надрезов 5 и сила взаимодействия лепестков 2 с обрабатываемой поверхностью.
Повышение качества обрабатываемой .jg поверхности достигается в результате касания абразивных лепестков с каждой точкой поверхности детали, а также в результате изменения силы взаимодействия надрезанных частей абразивных лепестков с поверхностями деталей за счет изменения глубины надрезов.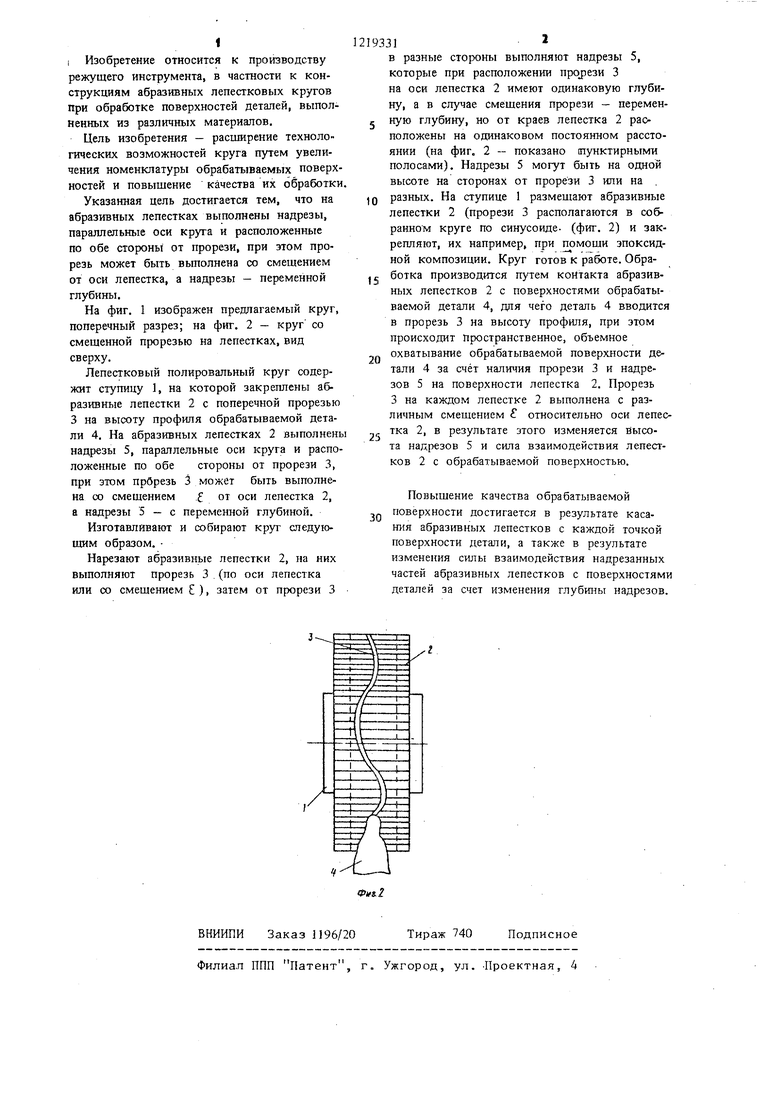
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый абразивный круг | 1984 |
|
SU1281394A1 |
| ДИСКОВЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2082598C1 |
| Лепестковый круг | 1985 |
|
SU1255420A1 |
| КРУГ ШЛИФОВАЛЬНЫЙ ЛЕПЕСТКОВЫЙ | 2020 |
|
RU2751388C1 |
| Лепестковый полировальный круг | 1986 |
|
SU1390007A1 |
| Полировальный круг | 1987 |
|
SU1491686A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2125930C1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ КРУГ | 1969 |
|
SU251407A1 |
| Лепестковый круг | 1986 |
|
SU1430242A1 |
| Лепестковый абразивный круг | 1987 |
|
SU1433783A2 |
ВНИИПИ Заказ 1196/20Тираж 740Подписное
Филиал ППП Патент, г, Ужгород, ул. -Проектная, 4
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ КРУГ | 0 |
|
SU251407A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
