Изобретение относится к области производства металлополимерных антифрикционных материалов и изделий и может быть использовано при создании высоконагруженных подшипниковых опор скольжения и др. целей.
Известен способ получения поверхности скольжения пары трения путем нанесения на нагретую металлическую оплетку термопластичного антифрикционного материала и получения металлополимерных изделий [1] . Недостатком этого способа является низкая прочность и теплостойкость термопластичного антифрикционного слоя и невысокие эксплуатационные характеристики изделия.
Ближайшим прототипом заявляемого технического решения является антифрикционное изделие и способ его получения, включающий нанесения тканого каркаса, состоящего из наружного (рабочего) слоя из политетрафторэтиленовых нитей и внутреннего из органических волокон [2] . Недостатком этого способа получения является то, что тканый каркас находится на основании из литьевого высокопрочного пластика (т. е. термопласта), который по прочности и термостойкости несомненно уступает металлической опоре.
Кроме того, сам тканый каркас без полимерной пропитки также имеет ограниченную прочность.
Целью настоящего изобретения является получение антифрикционного металлополимерного изделия с высокой теплостойкостью антифрикционного слоя, обладающего высокими прочностными показателями (на уровне цветных металлов), антифрикционными свойствами, характерными для политетрафторэтилена (фторопласта-4) с использованием механизированных процессов. Указанная цель достигается тем, что тканый каркас предварительно пропитывают эпоксидным связующим на стандартной пропиточной машине, причем наработанный пропитанный каркас может храниться в обычных условиях сроком до 1 года, а затем на нагретую металлическую поверхность при температуре от 60 до 180oС (в зависимости от вида ароматического амина - отвердителя в применяемом связующем) в течение 3-15 мин его наформовывают. При этом происходит образование высокопрочного органопластика и одновременное приклеивание его к металлу с высокой величиной адгезии, характерной для эпоксидных систем.
Пример 1
А. Получение пропитанного тканого каркаса (препрега)
В реактор, снабженный обогревом, охлаждением и мешалкой, загружают 63 вес. ч. эпоксидной диановой смолы марки ЭД-16 (А) с М. М. = 550 и содержанием эпоксидных групп 17% и подогревают ее до температуры 110oС, затем постепенно при перемешивании добавляют измельченный фенолоформальдегидный новолак марки СФ-010 (Г) в количестве 21 вес. ч. и через 25 минут после полного растворения новолака добавляют 6 вес. ч. бензгуанамина (хим. название - 2,4диамино-6фенил-1,3,5триазин) (Б) и 10 вес. ч. ε-капролактана (В) (т. е. среднее соотношение А: Б: В: Г 63: 6: 10: 21 и снижаем температуру массы до 80oС.
Получают твердый продукт со следующими характеристиками:
Температура каплепадения Уббелоде, oС - 60
Содержание эпоксидных групп, % - 9
Молекулярная масса (М. М. ) - 900
Полученный продукт (предконденсат) измельчают, растворяют в ацетоне, добавляют к нему растворенный в ацетоне отвердитель - 4,4'диаминодифенилсульфон в количестве 25 вес. ч. на 100 вес. ч. предконденсата в пересчете на сухие продукты. Затем раствором связующего на пропиточной машине пропитывают 455 вес. ч. полиамидной ткани, полученной на основе высокомодульного волокна марки СВМ. Высушенный в прокатмашине препрег сворачивают в рулоны.
В. Получение металлополимерных изделий
Препрег, разрезанный на листы заданного размера, прикладывают к разогретому листу металла и прижимают плитой пресса или грузом, создавая удельное давление 3 кг/см2. Через 5 мин металлический лист с наформованным препрегом может подвергаться штамповке в изделие заданной формы.
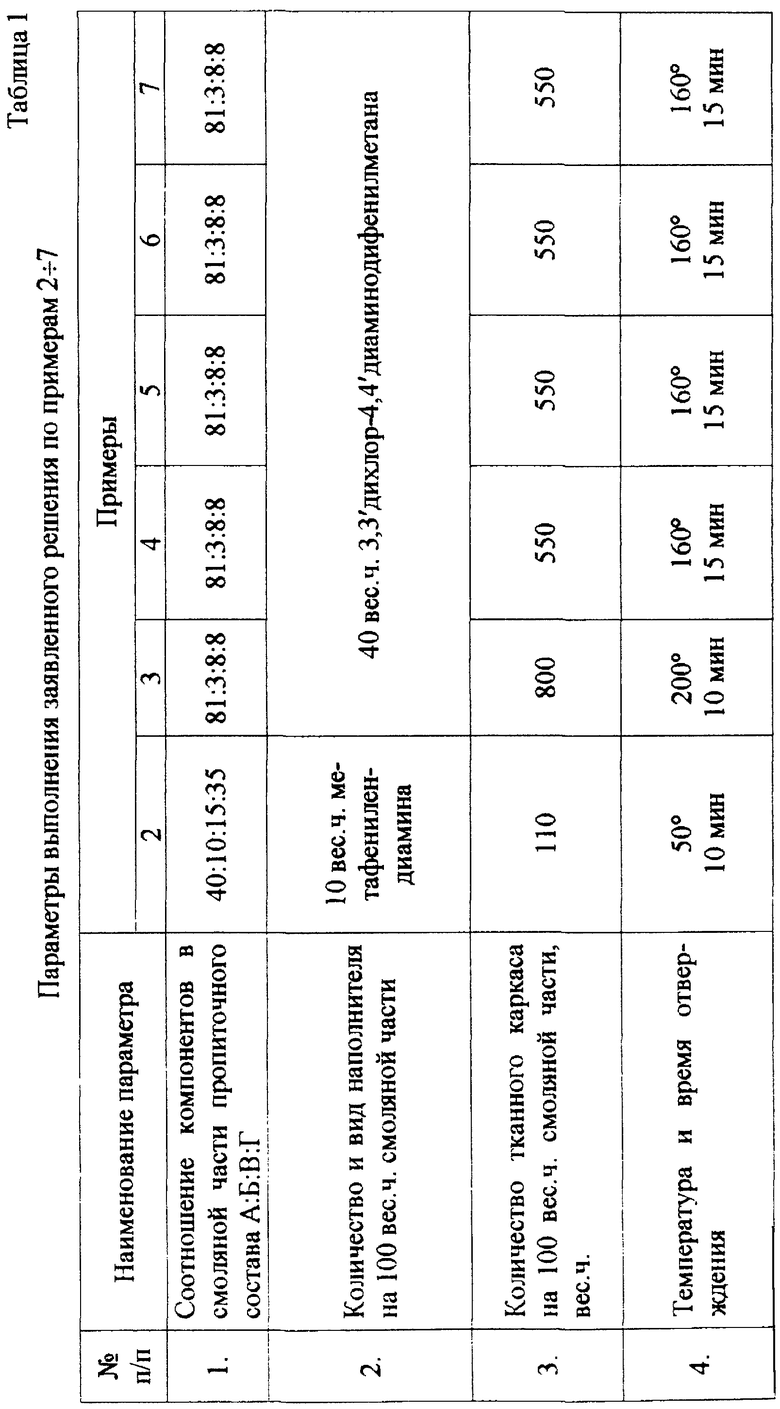
Примеры 2-7
Осуществляют аналогично примеру 1, но по параметрам таблицы 1.
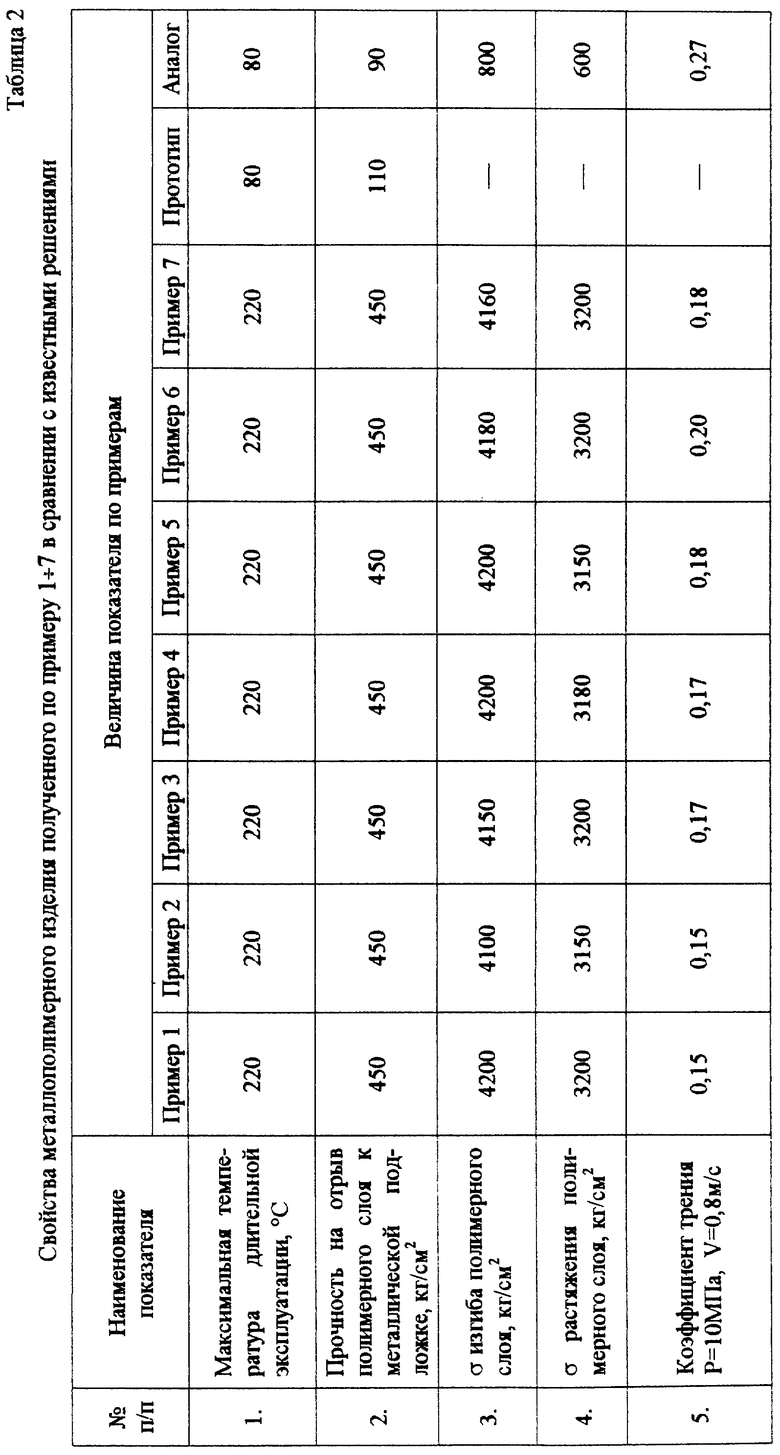
Свойства металлополимерных изделий приведены в таблице 2.
Источники информации
1. Авторское свидетельство СССР 271951, БИ 13, 1970.
2. Патент SU 1808051 А3, БИ 13, 1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕПРЕГ | 2000 |
|
RU2179984C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВЫСОКОПРОЧНЫХ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ | 2010 |
|
RU2463386C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ВЫСОКОПРОЧНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2224147C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОСТОЙКИХ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ | 2014 |
|
RU2582695C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПРЕСС-МАТЕРИАЛОВ | 2007 |
|
RU2330051C1 |
| ПРЕПРЕГ | 2002 |
|
RU2223981C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ С БИНАРНОЙ ПОВЕРХНОСТЬЮ | 2007 |
|
RU2337259C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ ДЛЯ БИНАРНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2487904C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭПОКСИДНОГО ПРЕСС-МАТЕРИАЛА | 2006 |
|
RU2307851C1 |
| АНТИФРИКЦИОННАЯ ПРОКЛАДКА ПОДПЯТНИКА И ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2014 |
|
RU2591952C1 |
Изобретение относится к металлополимерным антифрикционным материалам и изделиям и может быть использовано при создании высоконагруженных подшипниковых опор скольжения. Способ включает операцию нанесения тканого каркаса, состоящего из наружного слоя нитей политетрафторэтилена, переплетенных с внутренним слоем высокопрочных органических волокон. Тканый каркас предварительно пропитывают термореактивным связующим, состоящим из смоляной части продукта взаимодействия эпоксидной диановой смолы, бензгуамина, ε-капролактама и фенолоформальдегидного новолака, отверждаемого ароматическим амином. После чего полученный таким образом препрег наформовывают на нагретую металлическую поверхность при температуре от 80 до 200oС. Технический результат - получение антифрикционного металлополимерного изделия с высокой теплостойкостью антифрикционного слоя. 2 з. п. ф-лы, 2 табл.
| Антифрикционное изделие | 1991 |
|
SU1808051A3 |
| СЕМЕНОВ А.П., САВИНСКИЙ Ю.Э | |||
| Металлофторопластовые подшипники | |||
| - М.: Машиностроение, 1976, с.192 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТИ СКОЛЬЖЕНИЯ ПАРЫ ТРЕНИЯ | 0 |
|
SU271951A1 |
| Предохранительная шариковая муфта | 1981 |
|
SU996764A1 |
| АНТИФРИКЦИОННАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2153107C1 |
