Изобретение относится к пищевой промышленности, а именно к автоматизации процессов переработки термолабильных продуктов. Оно может быть использовано в устройствах для производства экструдированных пищевых продуктов, а также в других областях, использующих экструзию.
Наиболее близким по технической сущности и достигаемому эффекту является способ автоматического управления экструдером, в котором предусмотрено измерение момента вращения рабочего органа, температуры материала у выхода из экструдера в предматричной зоне с воздействием на дозирование подаваемого материала и на обороты рабочего органа, также измеряют влажность и расход исходного сырья, греющего или охлаждающего агента, расход и влажность экструдата, давление материала в предматричной зоне, мощность регулируемого привода экструдера, устанавливают частоту вращения шнека экструдера по измеренным значениям расхода и влажности исходного сырья, а также расход греющего или охлаждающего агента по температуре материала перед матрицей, корректируют режим управления по текущему значению конечной влажности экструдата, причем при отклонении конечной влажности экструдата от заданного значения в сторону увеличения корректируют режим управления на первом уровне регулирования, в соответствии с которым увеличивают частоту вращения шнека до достижения текущего значения давления материала в предматричном пространстве максимально допустимого значения, а затем в работу вступает второй уровень регулирования, в соответствии с которым увеличивают расход греющего агента до достижения текущего значения температуры максимально допустимого значения, а при отклонении конечной влажности экструдата от заданного значения в сторону уменьшения снижают частоту вращения шнека до достижения текущего значения давления материала в предматричном пространстве минимально допустимого значения - первый уровень регулирования, далее регулирование идет по второму уровню, предусматривающему уменьшение расхода греющего агента до достижения текущего значения температуры минимально допустимого значения, по данным измеренных значений расхода исходного сырья, греющего или охлаждающего агента и потребляемой мощности регулируемого привода экструдера непрерывно вычисляют величину стоимости суммарных энергетических и материальных затрат, приходящихся на единицу массы получаемого продукта, вычисляют знак ее производной по расходу исходного сырья, по которому воздействуют на расход исходного продукта в антибатной зависимости. [Авторское свидетельство РФ 2130831, кл. 6 В 29 С 47/92, 27.05.99, Бюл. 15] .
Недостатком известного способа является отсутствие возможности оперативной стабилизации суммарного потока влаги, подаваемого на экструзию с исходным продуктом, так как он не предусматривает подачу продукта с различной влажностью по двум потокам. А это не обеспечивает компенсацию случайных возмущений со стороны свойств исходного продукта, в первую очередь его влажности и возможных технологических сбоев, связанных с образованием застойных зон и эффекта противодавления.
Способ не предусматривает регулирование величины давления материала в предматричной зоне экструдера воздействием на живое сечение матрицы.
Однопараметрическая оптимизация расхода подаваемого продукта по минимальной величине энергозатрат с учетом накладываемых ограничений на качество готового изделия является явно недостаточной, так как сдерживает число потенциально возможных управляющих воздействий, позволяющих решить задачу оптимизации большего числа факторов.
Технической задачей изобретения является повышение качества готовых продуктов (экструдатов), получаемых из термолабильного исходного сырья, за счет стабилизации давления в предматричной зоне экструдера.
Поставленная задача достигается тем, что в предлагаемом способе автоматического управления экструдером, включающем измерение расходов исходного продукта, греющего или охлаждающего агента, экструдата, влажности исходного продукта и экструдата, давления и температуры продукта в предматричной зоне экструдера, частоту вращения рабочего органа с коррекцией давления продукта в предматричной зоне путем воздействия на частоту вращения шнека, расход греющего или охлаждающего агента и расход исходного продукта, новым является то, что исходный продукт с разной начальной влажностью подают в экструдер по двум потокам через смеситель, устанавливают влажность экструдата путем воздействия на соотношение расходов исходного продукта по двум потокам, измеряют текущие значения диаметра жгута экструдата и площади поперечного сечения выходного отверстия матрицы, по которым определяют коэффициент вспучивания экструдата, и осуществляют дополнительную коррекцию величины давления продукта в предматричной зоне воздействием сначала на изменение площади сечения отверстий матрицы и затем на соотношение расходов исходного продукта.
На фиг. 1 представлена схема автоматического управления экструдером по предлагаемому способу.
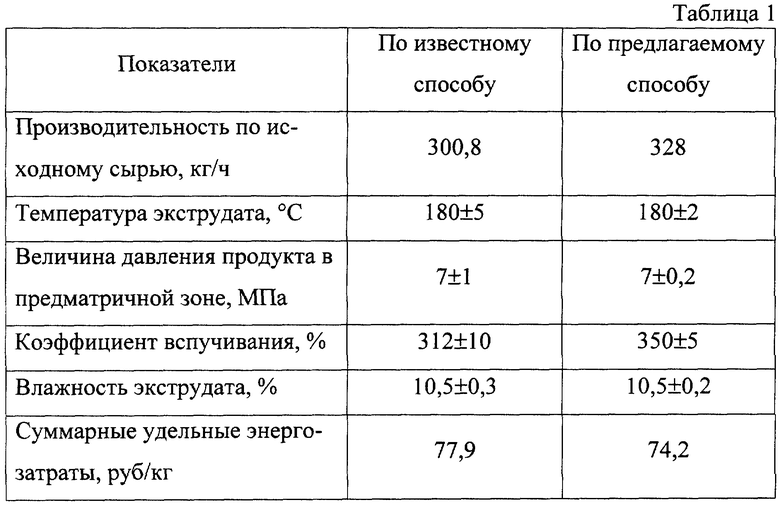
На фиг. 2 изображен фрагмент матрицы с регулируемым живым сечением.
Схема содержит экструдер 1 с формующей головкой 2, которая снабжена устройством 3 для изменения живого сечения матрицы, регулируемый привод экструдера 4 с прибором 5, измеряющим число оборотов шнека, линии 6 и 7 подвода продукта, смеситель 8, линию 9 отвода экструдата, линию 10 подвода греющего (охлаждающего) агента, линию 11 отвода отработанного греющего (охлаждающего) агента, датчик 12, измеряющий влажность, и датчик 13, измеряющий расход исходного сырья, датчик 14 влажности экструдата, датчик 15 расхода экструдата, датчик 16 давления продукта в предматричном пространстве, датчик 17 температуры продукта перед матрицей, датчик 18 расхода греющего (охлаждающего) агента, датчик 19 геометрических параметров экструдата, датчик 20, измеряющий величину живого сечения матрицы, локальные регуляторы 21-27, алгебраический блок 28, исполнительные механизмы 29-33.
Способ управления осуществляется следующим образом.
Исходный продукт с разной начальной влажностью подают в экструдер по двум линиям 6 и 7 через смеситель 8, устанавливают влажность экструдата в заданном интервале значений путем воздействия на соотношение расходов исходного продукта при помощи исполнительных механизмов 29 и 30, измеряют текущие геометрические параметры жгута экструдата с помощью датчика 19 и площади поперечного сечения выходного отверстия матрицы при помощи датчика 20, по которым определяют коэффициент вспучивания экструдата по формуле (1) и стабилизируют величину давления продукта в предматричной зоне, изменяя площадь поперечного сечения выходного отверстия матрицы, которую измеряют датчиком 16.
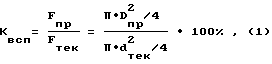
где Квсп - коэффициент вспучивания, %;
Fпр - площадь поперечного сечения продукта, мм2;
Fтек - площадь поперечного сечения выходного отверстия матрицы, мм2;
Dпр - диаметр готового продукта, мм;
dтек - диаметр выходного отверстия матрицы.
Причем при отклонении величины давления в предматричной зоне в сторону увеличения от заданного интервала значений последовательно воздействуют сначала на увеличение расхода греющего агента при помощи исполнительного механизма 31 до достижения верхнего предельного значения температуры продукта в предматричной зоне, затем на снижение частоты вращения шнека экструдера при помощи исполнительного механизма 32 до достижения нижнего предельного значения производительности экструдера по экструдату, далее на увеличение площади сечения отверстия матрицы при помощи исполнительного механизма 33 до достижения минимального значения коэффициента вспучивания экструдата и затем на соотношение расходов исходного продукта, подаваемого по двум потокам, при помощи исполнительных механизмов 29 и 30 до достижения его начальной влажности верхнего предельного значения, а при отклонении величины давления в предматричной зоне в сторону уменьшения от заданного интервала значений последовательно воздействуют сначала на уменьшение расхода греющего агента при помощи исполнительного механизма 31 до достижения нижнего предельного значения температуры продукта в предматричной зоне, затем на увеличение частоты вращения шнека экструдера при помощи исполнительного механизма 32 до достижения верхнего предельного значения производительности экструдера по экструдату, далее на уменьшение площади сечения отверстия матрицы при помощи исполнительного механизма 33 до достижения максимального значения коэффициента вспучивания экструдата и затем на соотношение расходов исходного продукта, подаваемого по двум потокам, при помощи исполнительных механизмов 29 и 30 до достижения его начальной влажности нижнего предельного значения.
Способ апробирован в производственных условиях Грязинского пищеконцентратного комбината на экструдере КМЗ-2У со следующими техническими характеристиками:
Производительность по экструдату, кг/ч - 270-450
Номинальная частота вращения шнека, об/мин - 365±20
Номинальная температура теплоносителя (пара), oС - 190±5
Суммарная величина живого сечения, мм2 - 212-590
Экструдер снабжен рубашкой для подвода теплоносителя 34 и устройством для изменения величины живого сечения матрицы 3.
В качестве исходного сырья использовалась, например, крошка черствого и деформированного хлеба дарницкого (ГОСТ 266983-86) с добавлением свекольно-паточного полуфабриката (ТУ 9164-001-20680102-94).
Исходный продукт подавали по двум потокам с влажностью 12±0,5% и 18±0,5% соответственно через смеситель, в котором осуществлялось выравнивание начальной влажности исходного продукта до 15±1%.
По данным экспериментальных исследований для такой влажности исходного продукта, при его расходе 320 кг/ч и массовой доле добавки свекольно-паточного полуфабриката 4%, частота вращения шнека составляет 368±2 об/мин.
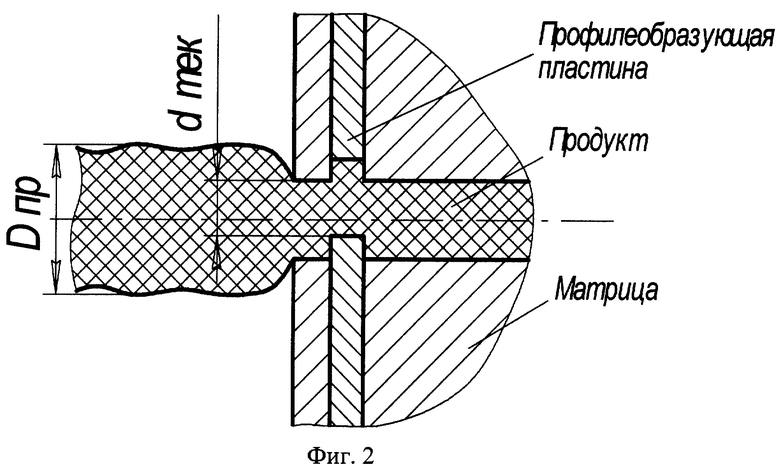
При установившемся режиме работы экструдера, когда начальные параметры исходного продукта, а, в первую очередь, его влажность и состав не изменяются во времени, по информации, получаемой от датчиков 15-20, вычислительное устройство вырабатывает сигналы об отклонении текущих значений режимных параметров от заданных, и по результатам рассогласования устанавливает посредством исполнительных механизмов 31-33 частоту вращения шнека, например, 368±2 об/мин, температуру продукта в предматричной зоне экструдера 180±2oС, суммарную величину живого сечения матрицы 377 мм2, при этом достигается оптимальное значение величины давления в предматричной зоне 7±0,2 МПа, а значение коэффициента вспучивания составляет 350±5%.
В случае изменения состава исходного сырья, а также возможных случайных возмущений, например нарушение темпа подачи сырья и т. д. , происходит дестабилизация величины давления в предматричной зоне, что приводит к ухудшению качественных показателей экструдата, в том числе и коэффициента вспучивания.
При отклонении величины давления в предматричной зоне в сторону увеличения от заданного интервала значений, например 7±0,2 МПа, последовательно воздействуют сначала на увеличение расхода греющего агента при помощи исполнительного механизма 31 до достижения верхнего предельного значения температуры продукта в предматричной зоне, например 190oС, затем на снижение частоты вращения шнека экструдера при помощи исполнительного механизма 32 до достижения нижнего предельного значения производительности экструдера по экструдату 270 кг/ч, далее на увеличение площади сечения отверстия матрицы при помощи исполнительного механизма 33 до достижения минимального значения коэффициента вспучивания экструдата, например 300%, и затем на соотношение расходов исходного продукта, подаваемого по двум потокам, при помощи исполнительных механизмов 29 и 30 до достижения его начальной влажности верхнего предельного значения 18±0,5%, а при отклонении величины давления в предматричной зоне в сторону уменьшения от заданного интервала значений последовательно воздействуют сначала на уменьшение расхода греющего агента при помощи исполнительного механизма 31 до достижения нижнего предельного значения температуры продукта в предматричной зоне, например 170oС, затем на увеличение частоты вращения шнека экструдера при помощи исполнительного механизма 32 до достижения верхнего предельного значения производительности экструдера по экструдату 450 кг/ч, далее на уменьшение площади сечения отверстия матрицы при помощи исполнительного механизма 33 до достижения максимального значения коэффициента вспучивания экструдата 400% и затем на соотношение расходов исходного продукта, подаваемого по двум потокам, при помощи исполнительных механизмов 29 и 30 до достижения его начальной влажности нижнего предельного значения 12±0,5%.
Сравнение показателей процесса экструзии по известному и предлагаемому способам управления приведены в табл. 1.
Таким образом, предлагаемый способ позволяет не только существенно повысить производительность процесса, но и:
- обеспечить многоканальное управление с учетом ограничений по управляемым переменным, обусловленных как получением экструдатов высокого качества, так и экономической целесообразностью процесса;
- увеличить число потенциально возможных управляющих воздействий за счет использования в качестве регулируемой величины живого сечения матрицы;
- создать условия для стабилизации коэффициента вспучивания экструдата как основного показателя качества;
- снизить вероятность противодавления за счет непрерывной коррекции величины давления в предматричной зоне путем оперативного регулирования величины живого сечения матрицы;
- обеспечить снижение суммарных удельных энергозатрат на 2-3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2168413C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 1997 |
|
RU2130831C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2001 |
|
RU2178739C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2001 |
|
RU2184653C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2004 |
|
RU2276013C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЛИНИЕЙ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ТЕКСТУРАТОВ | 2009 |
|
RU2412052C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2005 |
|
RU2294833C1 |
| СПОСОБ ПРОИЗВОДСТВА ХРУСТЯЩИХ ХЛЕБНЫХ ПАЛОЧЕК | 2004 |
|
RU2262855C1 |
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
Изобретение относится к пищевой промышленности, а именно к автоматизации процессов экструзионной переработки термолабильных продуктов. Оно может быть использовано в устройствах для производства экструдированных пищевых продуктов. Исходный продукт с разной начальной влажностью подают в экструдер по двум потокам через смеситель. Устанавливают влажность экструдата путем воздействия на соотношение расходов исходного продукта по двум потокам. Измеряют текущие значения диаметра жгута экструдата и площади поперечного сечения выходного отверстия матрицы, по которым определяют коэффициент вспучивания экструдата, и осуществляют дополнительную коррекцию величины давления продукта в предматричной зоне воздействием сначала на изменение площади сечения отверстия матрицы и затем на соотношение расходов исходного продукта. Способ обеспечивает повышение качества готовых продуктов (экструдатов), получаемых из термолабильного исходного сырья, за счет стабилизации давления в предматричной зоне экструдера. 1 табл. , 2 ил.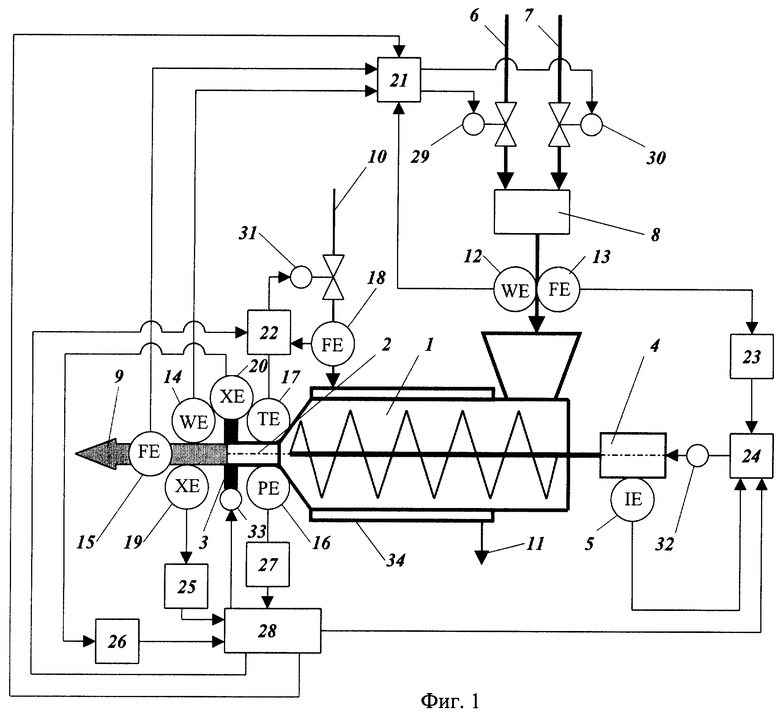
Способ автоматического управления экструдером, предусматривающий измерение расходов исходного продукта, греющего или охлаждающего агента, экструдата, влажности исходного продукта и экструдата, давления и температуры продукта в предматричной зоне экструдера, частоту вращения рабочего органа с коррекцией давления продукта в предматричной зоне путем воздействия на частоту вращения шнека, расход греющего или охлаждающего агента и расход исходного продукта, отличающийся тем, что исходный продукт с разной начальной влажностью подают в экструдер по двум потокам через смеситель, устанавливают влажность экструдата путем воздействия на соотношение расходов исходного продукта по двум потокам, измеряют текущие значения диаметра жгута экструдата и площади поперечного сечения выходного отверстия матрицы, по которым определяют коэффициент вспучивания экструдата и осуществляют дополнительную коррекцию величины давления продукта в предматричной зоне воздействием сначала на изменение площади сечения отверстий матрицы и затем на соотношение расходов исходного продукта.
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 1997 |
|
RU2130831C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА | 1997 |
|
RU2132628C1 |
| СПОСОБ ПОЛУЧЕНИЯ БАЗЫ МАСЕЛ ИЗ ВЫСОКОКИПЯЩИХ НЕФТЯНЫХ ФРАКЦИЙ | 1998 |
|
RU2152426C1 |
