Изобретение относиться к пищевой промышленности, а именно к автоматизации процессов переработки пищевых концентратов. Оно может быть использовано в устройствах для производства экструдированных продуктов, а также и в других производствах, использующих экструзию.
Известен способ автоматического управления экструдером, предусматривающий измерение расхода исходного сырья, расход нагревающего агента, давления и температуры продукта в предматричной зоне экструдера, частоту вращения рабочего органа с коррекцией давления продукта в предматричной зоне. [Авторское свидетельство РФ 2130831, кл. 6 В 29 С 47/92, 27.05.99. Бюл. 15] .
Недостатками известного способа являются невозможность регулирования и поддержания требуемого давления в заданных пределах в предматричной зоне экструдера, что, как следствие, не позволяет получать экструдаты высокого качества.
Технической задачей изобретения является повышение качества готового продукта за счет стабилизации давления в предматричной зоне экструдера.
Поставленная задача достигается тем, что в предлагаемом способе автоматического управления экструдером, предусматривающем измерение расхода исходного сырья, расхода нагревающего агента, давления и температуры продукта в предматричной зоне экструдера, частоту вращения рабочего органа с коррекцией давления продукта в предматричной зоне, согласно изобретению новым является то, что экструдер снабжен линией рециркуляции продукта из предматричной зоны в зоны гомогенизации и сжатия, причем дополнительно измеряют температуру подаваемого продукта, величину давления в зонах сжатия и гомогенизации, расход и температуру продукта в линии рециркуляции перед зонами сжатия и гомогенизации, определяют разность давлений в зонах сжатия и гомогенизации, по которой осуществляют воздействие на расход продукта в линии рециркуляции в зоны сжатия и гомогенизации, и осуществляют непрерывную коррекцию расхода исходного сырья в зависимости от расхода продукта в линии рециркуляции и коррекцию расхода теплоносителя в зоны сжатия и гомогенизации по текущему значению тепловых потоков с исходным продуктом и продуктом, подаваемым по линии рециркуляции в зоны сжатия и гомогенизации.
На чертеже представлена схема осуществления предлагаемого способа.
Схема содержит экструдер 1 с матрицей 2 и рубашкой, состоящей из секций 3, 4, 5, регулируемый привод экструдера 6, линии: 0.2.1 подвода исходного сырья, 0.2.2 рециркуляции продукта, 0.2.3 отвода экструдата, 4.6 подвода теплоносителя в секционную рубашку, 4.7 отвода отработанного теплоносителя; датчик 7 расхода исходного сырья, датчик 8 температуры исходного сырья, датчики 9, 11 давления материала в зонах гомогенизации и сжатия соответственно, датчики 10, 12 расхода теплоносителя в зонах гомогенизации и сжатия соответственно, датчик 13 давления материала в предматричной зоне экструдера, датчик 14 температуры в предматричной зоне экструдера, датчик 15 расхода экструдата, датчики 16, 18 температуры рециркулируемого продукта, датчики 17, 19 расхода рециркулируемого продукта, датчик 20 потребляемой мощности регулируемого привода экструдера, исполнительные механизмы 21-27, двухпозиционные переключатели 28-32 (а, б, в, г, д, е, ж, з, и, к, л, м, н, о - входные каналы управления, п, р, с, т, у, ф, х - выходные каналы управления), микропроцессор 33.
Способ осуществляется следующим образом.
По измеренным текущим значениям расхода датчиком 7 и температуры исходного сырья датчиком 8, установленных в линии 0.2.1, микропроцессор 33 вычисляет расход исходного сырья, подаваемого на экструзию, и с помощью исполнительного механизма 27 устанавливает заданную мощность регулируемого привода 6 экструдера 1. При этом устанавливают и постоянно поддерживают заданный тепловой режим в предматричном пространстве при помощи датчика температуры 14, датчика давления 13, и исполнительных механизмов 25 и 26, установленных в линии 0.2.2. По текущим значениям давления в предматричной зоне, измеренным датчиком 13, давления в зонах гомогенизации и сжатия, измеренным датчиками 9, 11 соответственно, микропроцессор 33 вычисляет соотношение давления в зонах гомогенизации и сжатия и с помощью исполнительных механизмов 25, 26 устанавливает необходимый расход рециркулируемого продукта в соответствующие зоны для поддержания требуемого давления в предматричной зоне. По текущим значениям расхода и температуры исходного сырья, измеряемым датчиками 7 и 8, установленными в линии 0.2.1, расхода и температуры рециркулируемого продукта, измеряемым датчиками 16, 17, 18, 19, установленными в линии 0.2.2, расхода теплоносителя в зонах гомогенизации и сжатия соответственно измеряемым датчиками 12 и 10 соответственно, установленным в линиях 4.6, микропроцессор 33 вычисляет тепловой поток с исходным продуктом и продуктом, подаваемым по линии рециркуляции 0.2.2, и в соответствии с ним устанавливает расход теплоносителя с помощью исполнительных механизмов 23 и 24, установленных в линиях 4.6. По текущим значениям расхода рециркулируемого продукта, измеряемым датчиками 17 и 19, микропроцессор 33 непрерывно корректирует расход исходного сырья с помощью исполнительного механизма 21 с целью предотвращения переполнения каналов подачи материала.
Рассмотрим способ автоматического управления процессом экструзии на примере экструдера марки Р3-КЭД, оборудованного регулируемым приводом, используемого для производства сладких кукурузных палочек с различными ценными пищевыми добавками. Процесс осуществляется со следующими техническими характеристиками:
Производительность по экстру дату, кг/ч - 310 - 33О
Установленная мощность, кВт - 80
Влажность исходного сырья, % - 13,5 - 17
Частота вращения шнеков, с-1 - 0,11 - 4,75
Температура теплоносителя на входе в охлаждающую рубашку экструдера, oС - 80
Расход теплоносителя, м3/ч - 0 - 5,4
Давление в зоне прессования, МПа - 15
Температура в зоне прессования, oС - 170
После выхода экструдера на рабочий режим значение расхода исходного сырья составляет 320,8 кг/ч, а влажность 16%, по этим значениям устанавливают частоту вращения шнеков 2,5 с-1. Конечная влажность экструдата составляет 5 - 6%. Также устанавливают расход теплоносителя в линиях подвода теплоносителя в секционную рубашку 4.6, например 1,5 м3/ч в зоне гомогенизации для поддержания температуры 170oС, 1 м3/ч в зоне сжатия для поддержания температуры 130oС, 0,5 м3/ч в зоне смешивания для поддержания 90oС.
После выхода экструдера на рабочий режим в предматричной зоне устанавливается заданное давление 15 МПа. При отклонении текущего значения давления от требуемого на 0,5 МПа в соответствии с измеренным давлением продукта в зонах гомогенизации и сжатия датчиками 9, 11 соответственно устанавливается расход продукта в линии рециркуляции, причем с помощью исполнительного механизма 26 осуществляется грубая регулировка давления за счет отвода продукта в зону сжатия в количестве 10-20 кг/ч, а с помощью исполнительного механизма 25 точная регулировка за счет отвода продукта в зону гомогенизации в количестве 1-5 кг/ч. В соответствии с расходами рециркулируемого продукта уменьшается количество подаваемого исходного сырья.
За счет подвода продукта из предматричной зоны в зоны гомогенизации и сжатия происходит изменение температурного режима в данных зонах и, как следствие, уменьшение расхода теплоносителя на 0,6 м3/ч в зоне гомогенизации и 0,9 м3/ч в зоне сжатия.
Таким образом, предлагаемый способ автоматического управления экструдером по сравнению с базовым имеет следующие преимущества:
- обеспечивает стабилизацию температурного режима в предматричной зоне экструдера за счет отвода части продукта в зоны гомогенизации и сжатия;
- позволяет получить готовый продукт высокого качества за счет оптимизации температурного режима вследствие стабилизации давления готового продукта в предматричной зоне;
- обеспечить более высокую точность поддержания технологических параметров и большую надежность системы автоматического регулирования процессом экструзии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2001 |
|
RU2184653C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2004 |
|
RU2276013C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2168413C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2178738C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 1997 |
|
RU2130831C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2005 |
|
RU2294833C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЛИНИЕЙ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ТЕКСТУРАТОВ | 2009 |
|
RU2412052C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2009 |
|
RU2424903C2 |
| ЭКСТРУДЕР | 2001 |
|
RU2183158C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
Изобретение относится к пищевой промышленности, а именно к автоматизации процессов переработки пищевых концентратов. Оно может быть использовано в устройствах для производства экструдированных продуктов, а также в других производствах, использующих экструзию. Способ включает измерение расхода исходного сырья, расхода нагревающего агента, давления и температуры продукта в предматричной зоне экструдера, частоты вращения рабочего органа с коррекцией давления продукта в предматричной зоне. Экструдер снабжен линией рециркуляции продукта из предматричной зоны в зоны гомогенизации и сжатия. Дополнительно измеряют температуру подаваемого продукта, величину давления в зонах сжатия и гомогенизации, расход и температуру продукта в линии рециркуляции перед зонами сжатия и гомогенизации. Определяют разность давлений в зонах сжатия и гомогенизации, по которой осуществляют воздействие на расход продукта в линии рециркуляции в зоны сжатия и гомогенизации. Осуществляют непрерывную коррекцию расхода исходного сырья в зависимости от расхода продукта в линии рециркуляции. Осуществляют также коррекцию расхода теплоносителя в зоны сжатия и гомогенизации по текущему значению тепловых потоков с исходным продуктом и продуктом, подаваемым по линии рециркуляции в зоны сжатия и гомогенизации. Изобретение позволяет стабилизировать давление в предматричной зоне экструдера. 1 ил.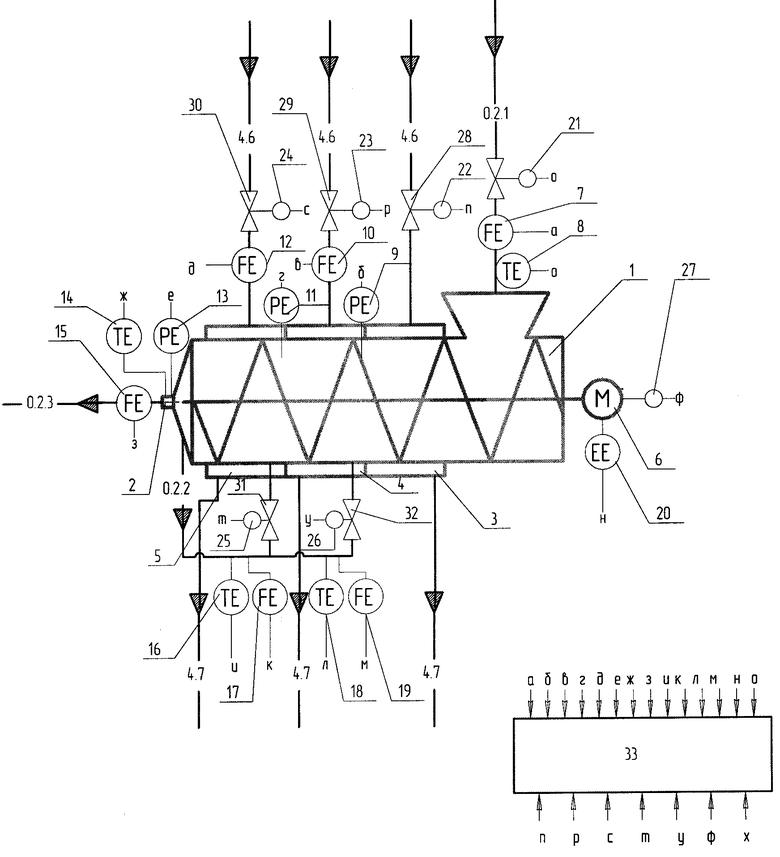
Способ автоматического управления экструдером, предусматривающий измерение расхода исходного сырья, расхода нагревающего агента, давления и температуры продукта в предматричной зоне экструдера, частоты вращения рабочего органа с коррекцией давления продукта в предматричной зоне, отличающийся тем, что экструдер снабжен линией рециркуляции продукта из предматричной зоны в зоны гомогенизации и сжатия, причем дополнительно измеряют температуру подаваемого продукта, величину давления в зонах сжатия и гомогенизации, расход и температуру продукта в линии рециркуляции перед зонами сжатия и гомогенизации, определяют разность давлений в зонах сжатия и гомогенизации, по которой осуществляют воздействие на расход продукта в линии рециркуляции в зоны сжатия и гомогенизации, и осуществляют непрерывную коррекцию расхода исходного сырья в зависимости от расхода продукта в линии рециркуляции и коррекцию расхода теплоносителя в зоны сжатия и гомогенизации по текущему значению тепловых потоков с исходным продуктом и продуктом, подаваемым по линии рециркуляции в зоны сжатия и гомогенизации.
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 1997 |
|
RU2130831C1 |
| Устройство для автоматического управления экструдером | 1986 |
|
SU1380991A1 |
| US 4882105 А, 21.11.1989 | |||
| US 4767301 А, 30.08.1988 | |||
| DE 3629995 С1, 18.02.1988 | |||
| ДИАФРАГМЕННЫЙ КОМПРЕССОР | 0 |
|
SU251135A1 |
| ПАТЕНТУЮ- , I ТЕХНИЧЕСКАЯ ^• IБКБЛИОТЕКД | 0 |
|
SU197647A1 |
