Изобретение относится к области термической обработки сварных и штампованных титановых заготовок, в частности для снятия внутренних напряжений, образовавшихся в результате механической обработки, листовой штамповки, сварки и т.п.
Известен способ термообработки - неполный низкий отжиг для снятия внутренних напряжений (п.2.11. инструкция ВИАМ N 685-76): Температура неполного отжига от 445 до 680oC, время выдержки при температуре отжига не менее 0,5-8,0 ч в зависимости от сплава, сложности детали или изделия и источника внутренних напряжений.
Недостаток - возможно газонасыщение поверхностным слоем заготовок. Если отжиг проводить по указанному режиму в вакууме, то уменьшаются прочностные свойства заготовок.
Известен способ термообработки титановых заготовок, заключающийся в том, что после вакуумного отжига проводится напуск воздуха при 250oC. Напуск воздуха при 250oC не только приводит к образованию защитной оксидной пленки на поверхности заготовок, но и повышает несколько механические свойства сплавов.
Значительное повышение механических свойств наблюдается у титановых сплавов после термообработки по способу, заключающемуся в отжиге сварных соединений из тонких листов сплава ОТ4 при 550oC на воздухе от 1 до 2 ч по сравнению с отжигом в вакууме при тех же режимах. Указанный способ является прототипом.
Недостатком данного способа термообработки заготовок из титановых сплавов является наводороживание и газопоглощение в процессе термообработки.
Цель изобретения - уменьшение наводороживания, газопоглощения и повышение прочностных характеристик заготовок из титановых сплавов.
Цель достигается тем, что в изолированном песочным затвором объеме печи в воздушной среде нагрев ведут в две стадии: первая - до температур 150-200oC, выдержка 2-3 ч; вторая - до температур 500-750oC, выдержка от 0,25 до 2 ч. Температура и время выдержки при отжиге регламентируется маркой сплава, толщиной и конфигурацией заготовок, а также начальной стадией растворения оксидной пленки.
На первой стадии нагрева идет интенсивный процесс освобождения поверхности заготовок от влаги и в конечном итоге от водорода. На поверхности создается плотнейшая защитная оксидная пленка. Эта пленка предохраняет на второй стадии нагрева от наводороживания, а также в выбранном интервале времени и температуры эта пленка является защитой от газопоглощения.
Уменьшение газопоглощения обеспечивается изолированным объемом воздуха в печном пространстве и отношением объема воздуха к поверхности загружаемых деталей, которое должно составлять 0,05.
Эти признаки являются новыми и неизвестными в литературе, что и позволяет признать соответствие технического решения критерию изобретения "Новизна".
Сравнение заявленного не только с прототипом, но и с другими техническими решениями в данной области позволяет сделать вывод об отсутствии в них признаков, сходных с существенными признаками в заявленном изобретении, и признать заявленное решение соответствующим решению "Существенные отличия".
Способ осуществляется следующим образом. Подготовленные для отжига детали загружаются в разогретую до температуры 150-200oC электропечь с песочным затвором и выдерживаются после подхода температуры до заданной 2-3 ч. После выдержки заготовки и детали охлаждаются на воздухе. Затем загружаются в разогретую до температуры 500-750oC электропечь с песочным затвором и выдерживаются от 0,25 до 2 ч после подхода температуры до заданной. По истечении выдержки детали, заготовки или конструкции охлаждаются на воздухе.
Садка комплектуется таким образом, чтобы отношение объема печи к поверхности заготовок было не более 0,05.
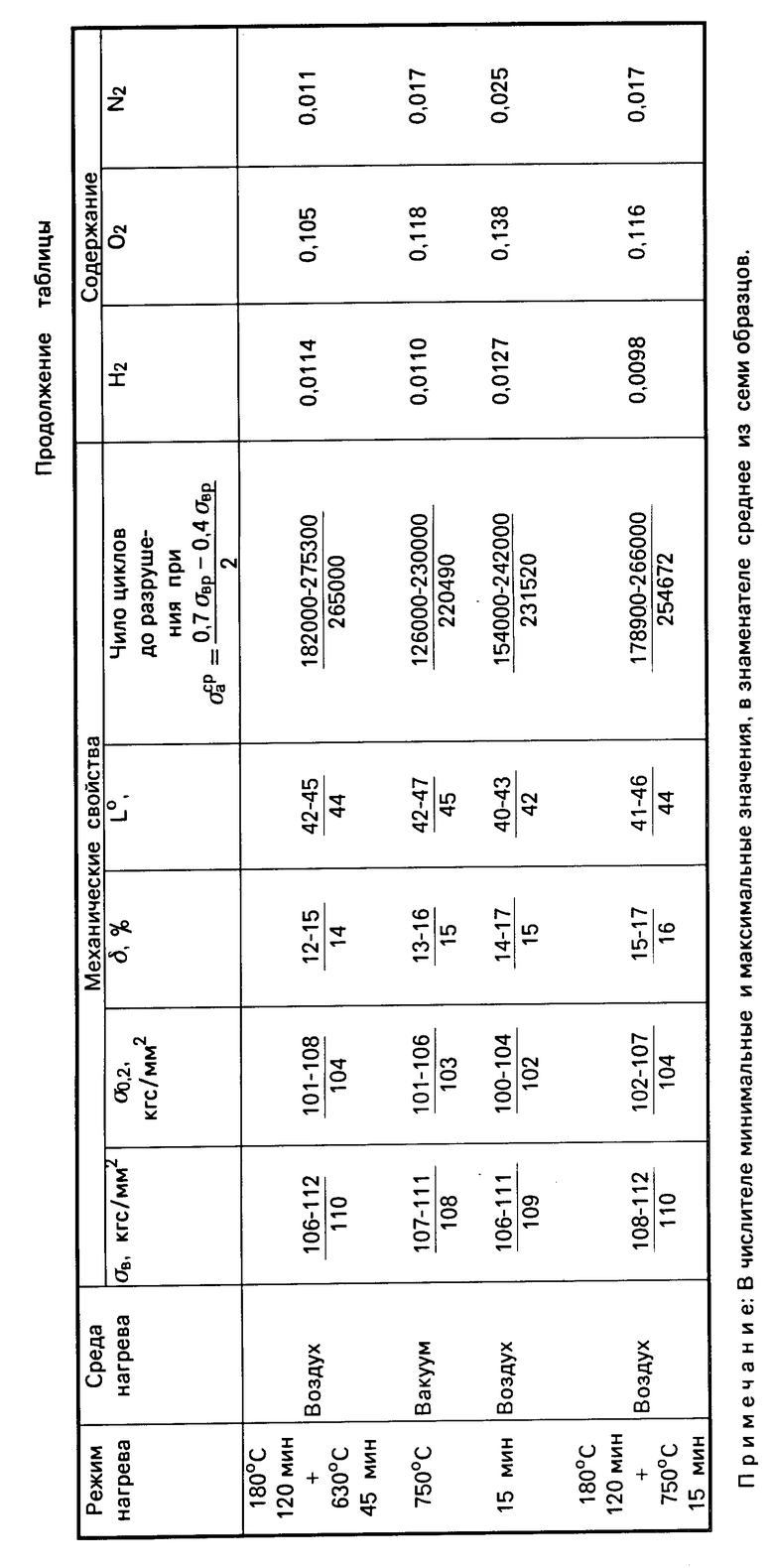
Предлагаемый способ по сравнению с прототипом позволяет уменьшить наводороживание, газонасыщение и увеличить прочностные характеристики, а также усталостную прочность у титановых сплавов, как показано в таблице для сплава ВТ20. Загрузку заготовок в печь по предложенному способу осуществляли с обязательным условием, чтобы отношение объема печи к площади заготовок было не более 0,05.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ спекания заготовок из металлического порошка | 1989 |
|
SU1784006A3 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2021058C1 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ПОД СВАРКУ | 1992 |
|
RU2076029C1 |
| СПОСОБ ОБЕЗВОДОРОЖИВАЮЩЕГО ОТЖИГА ТИТАНА И ЕГО СПЛАВОВ | 2000 |
|
RU2179197C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ЗАГОТОВОК ИЗ ТИТАНА И ЕГО СПЛАВОВ | 1999 |
|
RU2176285C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРАВЛЕНИЯ ДВИЖЕНИЯ ЖИДКОГО МЕТАЛЛА В СВАРОЧНОЙ ВАННЕ | 1990 |
|
RU2093330C1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ | 1992 |
|
RU2021055C1 |
| Способ штамповки деталей из листовых заготовок на гидропрессах | 1991 |
|
SU1831398A3 |
| ШТАМП ДЛЯ ФОРМОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1992 |
|
RU2021053C1 |
| СПОСОБ ОБРАБОТКИ ТИТАНА И ЕГО АЛЬФА- И ПСЕВДОАЛЬФА-СПЛАВОВ (ВАРИАНТЫ) | 1995 |
|
RU2082818C1 |

Изобретение может быть использовано в термической обработке сварных и штампованных заготовок. Цель изобретения - уменьшение наводороживания, газопоглощения и повышение прочностных характеристик заготовок из титановых сплавов. Нагрев заготовок ведут в изолированном песочным затвором объеме печи в воздушной среде в две стадии. Первая - нагрев до температур 150 - 200°С, выдержка 2-3 ч, вторая - до температур 500 - 750°С, выдержка от 0,25 до 2 ч, причем садка комплектуется таким образом, чтобы отношение объема печного пространства к площади заготовок не превышала 0,05. Способ позволяет снизить процесс наводороживания и газонасыщения, увеличить прочностные характеристики, особенно усталостную прочность и эксплуатационную надежность деталей, конструкций из титановых сплавов. 1 з.п. ф-лы, 1 табл.
| Калачев Б.А | |||
| и др | |||
| Вакуумный обжиг титановых конструкций | |||
| М.: Машиностроение, 1991, с.144. |

