Изобретение относится к прокатному производству и может быть использовано при восстановлении изношенных опорных валков листовых станов методом наплавки.
Известен способ восстановления опорных валков (аналог), включающий предварительный подогрев валков и последующую их наплавку на наплавочном станке (см. журнал "Вестник машиностроения", 1996 9 стр.29-31).
Недостатком способа является трещинообразование на рабочей поверхности бочки валка из-за высокой скорости нагрева валка до температуры наплавки. Это приводит к быстрому выкрашиванию рабочей поверхности и выходу валка из строя.
Наиболее близким техническим решением (прототипом) является способ восстановления опорных валков, включающий предварительный подогрев валка до температуры 350-400oС с темпом нагрева до 100oС со скоростью 10-20oС/ч, дальнейшим нагревом до конечной температуры со скоростью не более 50oС/ч, последующую наплавку рабочей поверхности валка с одновременным его подогревом и охлаждение после наплавки со скоростью 15-20oС/ч (см. Труды второго конгресса прокатчиков г. Череповец, 27-30 октября 1997г. Издательство АО "Черметинформация", Москва, 1998 г. стр.347-348).
Недостатком прототипа является низкая температура предварительного подогрева, быстрое охлаждение и снижение температуры валка в процессе наплавки. Это вызвано тем, что при наплавке конические шейки валка, используемые под подшипники жидкостного трения, имеют большую поверхность и остаются открытыми, в результате чего через них происходит интенсивная потеря тепла. Открытыми остаются и люнетные шейки, которыми валок устанавливается на ролики люнетов вальцешлифовального, а также на опоры наплавочного станка. Это также увеличивает потери тепла валка в атмосферу при наплавке.
Из-за быстрого охлаждения в течение цикла наплавки возникает необходимость частого снятия валка с наплавочного станка и его промежуточного подогрева. Структура наплавленного металла получается слоистой, в результате чего снижается качество наплавки и прочность наплавленного металла. Из-за невозможности поддержания температуры валка при наплавке на требуемом уровне и частых подогревов снижается качество наплавки, так как невозможно достигнуть преимущественно аустенитной структуры наплавленного металла. В наплавленном металле возникают повышенные внутренние напряжения в процессе мартенситного преобразования, металл приобретает слоистую структуру и при эксплуатации быстро выкрашивается. При этом выкрошка происходит послойно, образуя на поверхности пятна выкрошки. Из-за этого при прокатке возникают биения рабочих валков, что отрицательно сказывается на точности прокатки и качестве прокатываемых полос. Из-за выкрошки валки быстро выходят из строя и увеличивается их расход.
В результате частых промежуточных подогревов увеличиваются энергозатраты на подогрев и наплавку валка, трудозатраты обслуживающего персонала и снижается производительность труда.
Задачей настоящего изобретения является повышение качества наплавки, снижение энергозатрат, сокращение расхода валков и повышение качества прокатываемых полос.
Решение задачи достигается тем, что в способе, включающем предварительный подогрев валка в колпаковой печи горизонтального типа до температуры 440-460oС с нагревом до 100oС со скоростью 10-20oС/ч и последующим нагревом до указанной конечной температуры с более высокой скоростью, но не более 50oС/ч, наплавку валка с одновременным подогревом и его последующее охлаждение, после предварительного подогрева и установки валка на наплавочный станок конические шейки валка закрывают теплоизоляционными кожухами. Мостовым краном приподнимают валок над наплавочным станком, покрывают люнетные шейки валка теплоизоляционной смазкой, на опоры станка устанавливают притиры, которые остаются на опорах до конца наплавки, и на них люнетными шейками опускают валок, включают привод вращения валка, в течение 1,5-2,0 часов притирают теплоизоляционную смазку на люнетных шейках, после завершения наплавки валок помещают в термическую печь для нормализации, нагревают его до температуры 520-550oС, выдерживают при этой температуре в течение 10-12 часов, охлаждают в печи со скоростью 15-20oС/ч до температуры 100oС, после чего охлаждают естественным образом вне печи до температуры окружающей среды.
Изобретение поясняется чертежами, на которых изображены:
фиг.1 - cхема наплавки валка;
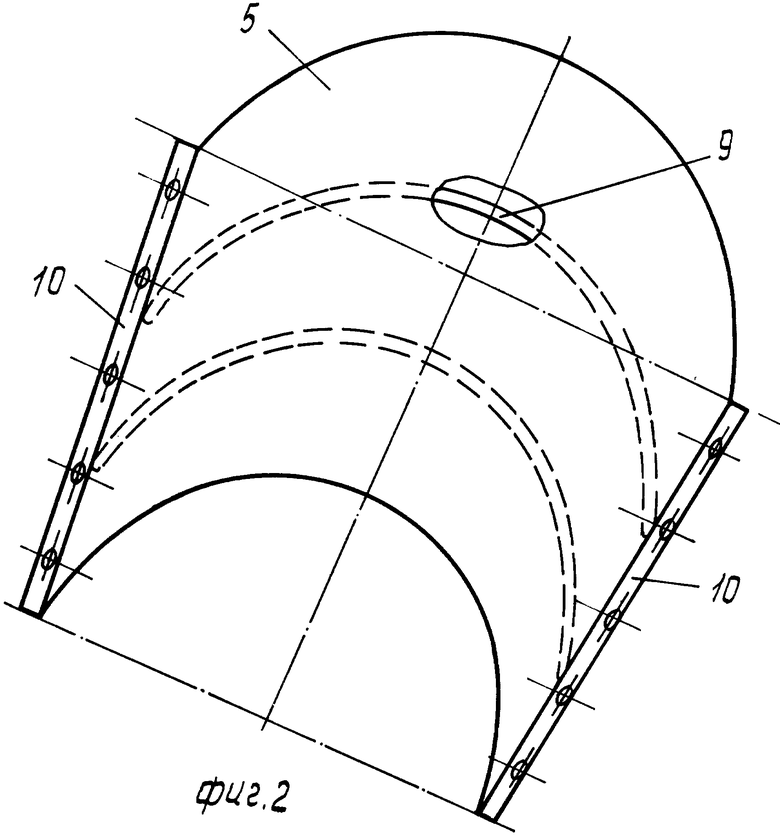
фиг.2 - полуобечайка теплоизоляционного кожуха;
фиг. 3 - фрагмент поперечного сечения полуобечайки в месте соединения с другой полуобечайкой.
Способ восстановления опорных валков включает предварительный подогрев валка в колпаковой печи горизонтального типа до температуры 440-460oС. При этом нагрев до 100oС выполняется со скоростью 10-20oС/ч, последующий нагрев до указанной конечной температуры - с более высокой скоростью, но не более 50oС/ч. Такой режим подогрева повышает сопротивление наплавленного металла выкрашиванию.
После подогрева опорный валок 1 (см. фиг.1) мостовым краном устанавливают люнетными шейками 2 на опоры 3 наплавочного станка. После установки на станок конические шейки валка, предназначенные для монтажа на них подшипников жидкостного трения, закрывают теплоизоляционными кожухами 4. Теплоизоляционный кожух состоит из двух конических полуобечаек 5 (см. фиг.2), выполненных из листов 6 и 7, между которыми расположен асбестовый теплоизоляционный лист 8. Листы 6 и 7 закреплены на каркасе, выполненном из изогнутых прутков 9, приваренных своими концами к продольным уголкам 10 (см. фиг.3). Крепление листов 6 и 7 к каркасу осуществляется болтами 11 к вертикальным полкам уголков 10 каркаса. Горизонтальными полками полуобечайки крепятся между собой болтами 12 (фиг.1) на конических шейках валка, образуя теплоизоляционные кожухи.
После установки кожухов включают газовые горелки 13 подогрева валка на станке, расположенные по обе стороны от бочки валка. Мостовым краном приподнимают валок над станком и в его подвешенном состоянии смазывают люнетные шейки 2 теплозащитной (теплоизоляционной) смазкой. На опоры 3 станка устанавливают притиры 14 и на них люнетными шейками 2 опускают валок. Притиры 14 представляют собой бронзовые вкладыши, поверхность которых с одной стороны обеспечивает втирание смазки в поверхность люнетных шеек, а с другой - свободное вращение на них валка при последующих технологических операциях его восстановления. Валок остается на притирах до полного завершения всех операций по его восстановлению. После притирки люнетных шеек включают привод вращения валка (условно не показан) и в течение 1,5-2,0 часов притирают смазку на люнетных шейках 2.
В результате притирки смазка при наплавке валка надежно удерживается на шейках и предотвращает потери через них тепла. В процессе притирки температура валка понижается до температуры наплавки 390-410oС. После притирки шеек выполняют наплавку валка электродной лентой 15, которая подается направляющими роликами 16 от бунта 17, установленного на тележке 18, перемещающейся над валком параллельно его оси. Наплавка осуществляется с одновременным постоянным подогревом валка газовыми горелками 13. После завершения наплавки валок помещают в термическую печь для нормализации с целью снятия напряжений в наплавленном слое металла. Нормализацию выполняют посредством нагрева валка до температуры 520-550oС, выдержки при этой температуре в течение 10-12 часов, последующего охлаждения в печи со скоростью 15-20oС/ч до температуры 100oС и окончательного естественного охлаждения до температуры окружающей среды. Контроль температуры валка в процессе наплавки и охлаждения осуществляют с помощью оптического пирометра.
Применение теплоизоляционных кожухов для конических шеек и теплозащитной смазки для покрытия люнетных шеек валка позволяет существенно уменьшить потери тепла валка и скорость его охлаждения при наплавке. Благодаря этому, в течение цикла наплавки сокращается число снятий валка с наплавочного станка для промежуточного подогрева в колпаковой печи. Сокращается расход природного газа и электроэнергии для подогрева валка и его наплавки, повышается производительность труда обслуживающего персонала. Например, при использовании предлагаемого способа на ОАО "Северсталь" (г.Череповец) число перестановок валка на промежуточный подогрев сокращено в 5-8 раз, а продолжительность наплавки между перестановками возросла с 24-36 ч до 240-360 ч по сравнению с известным способом (прототипом). Экономия природного газа при наплавке одного валка по сравнению с прототипом составила 20000 м3, а электроэнергии - 10000 квт/час. Производительность труда обслуживающего персонала при наплавке возросла в 2-2,2 раза.
Применение теплоизоляции конических и люнетных шеек валка совместно с описанным тепловым режимом его подогрева до наплавки и охлаждения после наплавки позволило существенно повысить качество наплавки, прочность и износостойкость наплавленного слоя. При этом обеспечивается получение однородного наплавленного слоя металла аустенитной структуры, обладающего высокой сопротивляемостью к образованию трещин и выкрашиванию при эксплуатации валка. Благодаря этому повышается стойкость валков и сокращается их расход. Отсутствие выкрошки снижает биения валков при прокатке и способствует повышению точности прокатки и качества прокатываемых полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНОГО ВАЛКА | 2002 |
|
RU2218220C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2245771C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139156C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2237563C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ С ПОВРЕЖДЕННЫМИ ШЕЙКАМИ | 2004 |
|
RU2281846C1 |
| СПОСОБ РЕМОНТА ПРОКАТНОГО ВАЛКА | 1998 |
|
RU2139764C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ЧУГУННЫХ ВАЛКОВ | 2005 |
|
RU2283709C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПЛУНЖЕРА ГИДРОЦИЛИНДРА ПОДУШЕК ВАЛКОВ | 2006 |
|
RU2327555C1 |
| СПОСОБ РЕМОНТА РОЛИКОВ | 1998 |
|
RU2123414C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |

Изобретение относится к прокатному производству и может быть использовано при восстановлении опорных валков методом наплавки. Задача изобретения - повышение качества наплавки, снижение энергозатрат, сокращение расхода валков и повышение качества прокатываемых полос. Способ восстановления опорных валков включает предварительный подогрев валка в колпаковой печи горизонтального типа до 440-460oС с нагревом до 100oС со скоростью 10-20oС/ч и последующим нагревом до указанной конечной температуры с более высокой скоростью, но не более 50oС/ч, наплавку валка с одновременным подогревом и его последующее охлаждение. Способ отличается тем, что после предварительного подогрева и установки валка на наплавочный станок до наплавки конические шейки валка закрывают теплоизоляционными кожухами, мостовым краном приподнимают валок над наплавочным станком, покрывают люнетные шейки валка теплоизоляционной смазкой, на опоры станка устанавливают притиры, которые остаются на опорах до конца наплавки, и на них люнетными шейками опускают валок, включают привод вращения валка и в течение 1,5-2,0 ч притирают теплоизоляционную смазку на люнетных шейках. После завершения наплавки валок помещают в термическую печь для нормализации, нагревают его до 520-550oС, выдерживают при этой температуре в течение 10-12 ч, охлаждают в печи со скоростью 15-20oС/ч до 100oС, после чего охлаждают естественным образом вне печи до температуры окружающей среды. Изобретение обеспечивает получение однородного наплавленного слоя металла аустенитной структуры с высокой сопротивляемостью к образованию трещин и выкрашиванию. 3 ил.
Способ восстановления опорных валков, включающий предварительный подогрев валка в колпаковой печи горизонтального типа до 440-460oС с нагревом до 100oС со скоростью 10-20oС/ч и последующим нагревом до указанной конечной температуры с более высокой скоростью, но не более 50oС/ч, наплавку валка с одновременным подогревом и его последующее охлаждение, отличающийся тем, что после предварительного подогрева и установки валка на наплавочный станок до наплавки конические шейки валка закрывают теплоизоляционными кожухами, мостовым краном приподнимают валок над наплавочным станком, покрывают люнетные шейки валка теплоизоляционной смазкой, на опоры станка устанавливают притиры, которые остаются на опорах до конца наплавки, и на них люнетными шейками опускают валок, включают привод вращения валка и в течение 1,5-2,0 ч притирают теплоизоляционную смазку на люнетных шейках, после завершения наплавки валок помещают в термическую печь для нормализации, нагревают его до 520-550oС, выдерживают при этой температуре в течение 10-12 ч, охлаждают в печи со скоростью 15-20oС/ч до 100oС, после чего охлаждают естественным образом вне печи до температуры окружающей среды.
| Труды второго конгресса прокатчиков г | |||
| Череповец, 27-30 октября 1997, - М.: Издат | |||
| АО "Черметинформация", 1998, с | |||
| Верхний многокамерный кессонный шлюз | 1919 |
|
SU347A1 |
| Фильтр | 1986 |
|
SU1477446A1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ | 1997 |
|
RU2121897C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| RU 21391156 С1, 10.10.1999. | |||
