Изобртение относится к области металлургии, в частности к непрерывному литью углеродистых марок стали, например рельсовой.
Известен способ непрерывного литья заготовок, согласно которому на участке от выходного конца кристаллизатора до точки полного затвердевания присутствуют участки полностью затвердевшего металла, двухфазная зона и жидкая фаза. Сущность способа состоит в непосредственном или косвенном плавном пластическом деформировании заготовки (1).
Известен также способ получения непрерывно-литых заготовок, согласно которому продолжительность обжатия выбирают в зависимости от степени обжатия, степени затвердевания заготовки (2).
Известные способы обеспечивают исключение внутренних дефектов заготовок, связанных с ликвацией.
Предложенное техническое решение позволяет исключить не только ликвацию, но и получить равномерную структуру заготовки за счет уплотнения сердцевины слитка, устранить внутренние трещины при рабочих скоростях литья.
Наиболее близким техническим решением является способ изготовления непрерывно-литых стальных заготовок и устройство для его осуществления, по которому деформацию поперечного сечения слитка ведут с применением величины его периметра, на участке его длины по оси слитка между точкой начала кристаллизации на этой оси и точкой полного затвердевания слитка по всему сечению, причем деформацию осуществляют на участке, в начале которого концентрация твердых зерен внутри жидкой сердцевины составляет 10%, а в конце - 80%, кроме того, слиток круглого поперечного сечения деформируют в квадратный или прямоугольный слиток, а слитки квадратного или прямоугольного поперечного сечения деформируют в слитки соответственно прямоугольного сечения или дугого прямоугольного сечения [3] - (RU 2094139, В 21 В 1/46, В 22 D 11/12, БИ N 30 от 27.10.1997 г.).
Недостатком известного решения является то, что величина обжатия с изменением формы сечения слитка всегда постоянная и не зависит от скорости разливки и температуры разливки, что в свою очередь ведет к внутренним дефектам слитка.
Задачей изобретения является улучшение качества непрерывно-литой заготовки.
Поставленная задача достигается за счет того, что длину зоны обжатия слитка в конце зоны затвердевания регулируют в зависимости от скорости вытягивания слитка, при увеличении которой длину зоны обжатия на участке протяженностью 0,5 - 20% от конца жидкой фазы слитка увеличивают от 0,5 до 20%, при этом при увеличении температуры разливки длину зоны обжатия уменьшают. Причем при скорости вытягивания слитка, равной 0,8 - 0,9% от максимальной скорости вытягивания, длину зоны обжатия увеличивают от 0,5 до 10%, а при скорости вытягивания, равной 0,9 - 1,0 максимальной скорости вытягивания, длину зоны обжатия увеличивают до 10 - 20%.
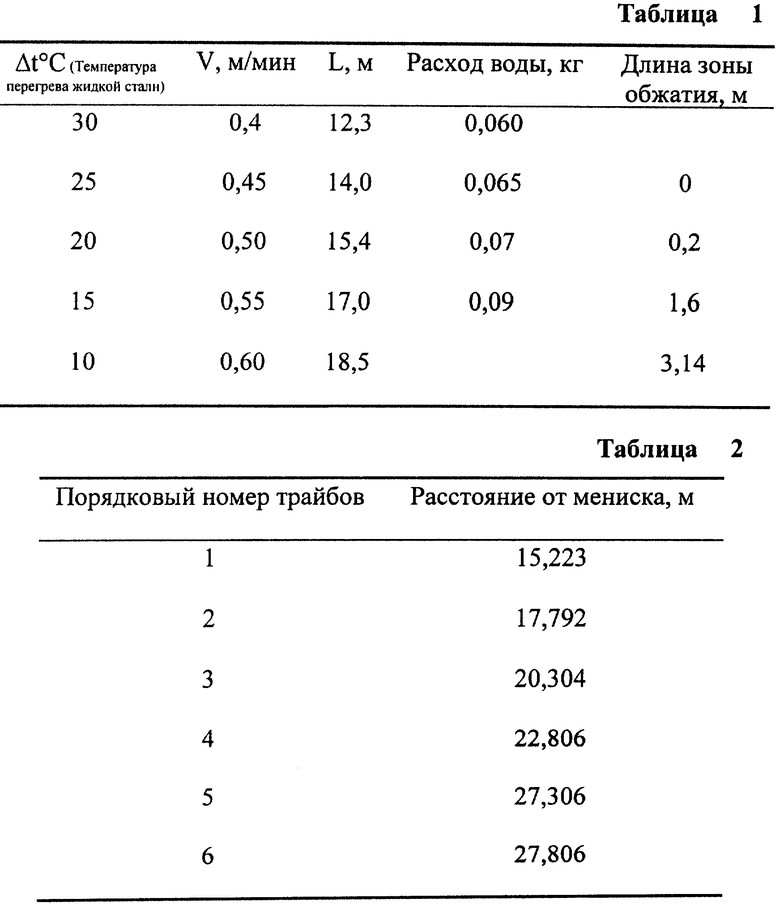
Зависимости длины зоны обжатия от температуры и максимальной скорости разливки выявлены при проведении исследований литья блюмовых заготовок рельсовых марок стали, с химсоставом (%): С - 0,72-0,81, Мn - 0,75-1,05, Si - 0,25-0,45, Al - 0,01-0,02, V - 0,03-0,07.
Результаты исследований приведены в табл.1, иллюстрирующей зависимость длины зоны обжатия от параметров процесса литья.
Обжатие слитка трайбами в конце зоны затвердевания составляло 10-12 бар. В табл.2 приведена зависимость количества задействованных трайбов от мениска металла в кристаллизаторе в зоне обжатия.
При этом при скорости вытягивания 0,8-0,9 Vmax обжатие осуществляют 1 трайбом с давлением 11-12 бар, а при скорости 0,9-1,0 Vmax - 1,2 трайбами с давлением 10-11 бар.
Полученную заготовку подвергали замедленному охлаждению в термосе в течение 24 часов, что позволило уплотнить сердцевину заготовки.
Предложенный способ позволяет снизить количество осевых трещин при рабочих скоростях литья, сократить количество включений и уплотнить сердцевину слитка в результате проведения обжатия в зависимости от скорости литья, температуры разливки и обжатия слитка в конце зоны затвердевания.
Источники информации
1. Патент Японии 53-148377, публ. 1980.06.
2. Патент США 4538041, 85.09.03-прототип.
3. RU 2094139, D 21 B 1/46, B 22 11/12, N30 27.10.1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК С ИСПОЛЬЗОВАНИЕМ КРИСТАЛЛИЗАТОРА С СООТНОШЕНИЕМ СТОРОН 300×330 мм | 2007 |
|
RU2349412C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1998 |
|
RU2145532C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2001 |
|
RU2210458C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2226138C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ (ВАРИАНТЫ) | 2022 |
|
RU2798500C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ ЗАГОТОВОК КРУПНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2063295C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ (ВАРИАНТЫ) | 2022 |
|
RU2798475C1 |
Изобретение относится к области металлургии, в частности к непрерывному литью стали, например, рельсовой. Способ непрерывного литья заготовок включает подачу металла в кристаллизатор, вытягивание из него слитка, его охлаждение в зоне вторичного охлаждения и обжатие слитка в конце зоны затвердевания. Длину зоны обжатия слитка в конце зоны затвердевания регулируют в зависимости от скорости вытягивания слитка, при увеличении которой длину зоны обжатия на участке протяженностью 0,5-20,0% от конца жидкой фазы слитка увеличивают от 0,5 до 20,0%. При увеличении температуры разливки длину зоны обжатия уменьшают. При скорости вытягивания слитка, равной 0,8-0,9% от максимальной скорости вытягивания (МСВ), длину зоны обжатия увеличивают от 0,5 до 10%, а при скорости вытягивания, равной 0,9-1,0 (МСВ), длину зоны обжатия увеличивают до 10-20%. Технический результат - улучшение качества непрерывно-литой заготовки за счет исключения ликвации, получения равномерной структуры заготовки путем уплотнения сердцевины слитка, устранения внутренних трещин при рабочих скоростях литья. 1 з.п. ф-лы, 2 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094139C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022690C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| JP 3138056, 12.06.1991 | |||
| Установка для непрерывной разливки стали | 1981 |
|
SU1002087A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| УСТРОЙСТВО РЕЛЕЙНОЙ АВТОМАТИЧЕСКОЙ НАСТРОЙКИ КОЛЕБАТЕЛЬНЫХ КОНТУРОВ С ДОПОЛНИТЕЛЬНОЙМОДУЛЯЦИЕЙ | 0 |
|
SU293283A1 |

