Изобретение относится к сварке плавящимся электродом в среде защитных газов.
Известен способ газовой защиты зоны сварки, включающий открытие перед началом процесса сварки запорного устройства, продувку защитным газом газопровода и подачу определенного количества газа в зону сварки с последующим закрытием запорного устройства по окончании процесса сварки. (см. Ю.Г. Зайцев. Диафрагменный отсекатель. Ж-л "Сварочное производство", 8, 1977, с. 49, рис.1, 2).
Недостатком известного способа является значительный расход защитного газа, так как величина его подачи регулируется ориентировочно и не зависит от режимов сварки, в результате чего наблюдается то неудовлетворительная защита сварочной ванны, что сказывается на качестве сварного шва, то неоправданно обильная защита, что увеличивает расход защитного газа.
Наиболее близким по техническому результату является способ газовой защиты зоны сварки, включающий открытие перед началом процесса сварки запорного устройства, предварительную продувку защитным газом газопровода и подачу определенного количества газа в зону сварки с последующим закрытием запорного устройства по окончании процесса сварки, при этом количество защитного газа определяют по формуле Q=kIU, где U - напряжение сварки, I - величина сварочного тока, k - коэффициент расхода газа (см.описание к патенту РФ 2009812, B 23 K 9/16, 30.03.1994).
Описанный способ принят за прототип при составлении настоящей заявки.
Однако прототип не обеспечивает точную регулировку подачи защитного газа, так как при расчете его величины не приняты во внимание такие факторы, как диаметр электрода, толщина металла, скорость сварки и вылет электрода, которые значительно влияют на расход газа.
Задача - повысить точность регулирования расхода защитного газа.
Поставленная задача достигается тем, что в способе газовой защиты зоны сварки, включающем определение расхода защитного газа в зависимости от режимов сварки и его подачу через запорное устройство, отрегулированное на определенный расход, с последующим закрытием запорного устройства по окончании процесса сварки, расход защитного газа определяют по формуле:
где Q - расход защитного газа; I - сила сварочного тока; U - напряжение сварочной дуги; D - диаметр электрода; V - скорость сварки; S - толщина металла; L - вылет электрода.
Заявляемый способ характеризуется наличием существенного отличительного признака, позволяющего определять расход защитного газа, представленный в виде математической формулы:
где Q - расход защитного газа, л/мин (литров в минуту); I - сила сварочного тока, А (ампер); U - напряжение сварочной дуги В (вольт); D - диаметр электрода, мм (миллиметр); V - скорость сварки, м/ч (метров в час); S - толщина металла, мм (миллиметр); L - вылет электрода, мм (миллиметр).
Проведенные исследования по патентной - научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако признака, характеризующего заявляемый способ, в них нет. Поэтому есть основания полагать, что предлагаемый способ соответствует критериям охраноспособности изобретения.
На прилагаемом к описанию графике показаны сплошной линией экспериментальные QЭ и пунктирной линией теоретические QТ данные о расходе защитного газа.
Способ газовой защиты зоны сварки осуществляется следующим образом.
Перед началом сварки на несколько секунд открывают запорное устройство для продувки газоподвода с целью удаления атмосферного воздуха. Запорное устройство может быть выполнено в любом конструктивном исполнении, снабженное регулятором проходного сечения, выполненным, например, на основе электромагнита, катушка которого питается током сварки или в виде механической системы.
По заложенным в технологическом процессе режимам сварки с учетом диаметра электрода, скорости сварки, толщины металла и величины вылета электрода производят регулирование проходного сечения запорного устройства, используя формулу:
открывают запорное устройство и производят процесс сварки.
Пример. Производится сварка встык листов толщиной S=4 мм из стали Ст3 по ГОСТ 380-71 электродной проволокой СВ-08Г2С диаметром D= 1,2 мм по ГОСТ 2246-70 при постоянном токе I=200 А, напряжении сварочной дуги на обратной полярности U= 25 В, со скоростью V=25 м/ч при вылете электрода L=12 мм. В итоге расход защитного газа, рассчитанный по вышеприведенной формуле, составил Q=10,3 л/мин (литров в минуту), при табличных рекомендуемых значениях 8-12 л/мин (см. Потапьевский А. Г. Сварка в защитных газах плавящимся электродом. М. , "Машиностроение", 1974, 240 с.). Относительная ошибка расчета расхода защитного газа от рекомендуемого среднего значения составляет 3 % и является примером 100%-ного попадания в интервал рекомендуемых значений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОВОЙ ЗАЩИТЫ ЗОНЫ СВАРКИ | 1992 |
|
RU2009812C1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2191668C2 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2190511C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2191667C2 |
| Способ контроля состояния газовой защиты при дуговой сварке плавящимся электродом | 1989 |
|
SU1771902A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2197364C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2167036C1 |
Способ может быть использован при сварке плавящимся электродом в среде защитных газов. Защитный газ подают через отрегулированное на определенный расход запорное устройство. Расход защитного газа определяют, исходя из параметров сварки: силы сварочного тока, напряжения сварочной дуги, скорости сварки и др. По окончании процесса сварки запорное устройство закрывают. Реализация данного способа позволяет значительно повысить точность регулирования расхода защитного газа. 1 ил.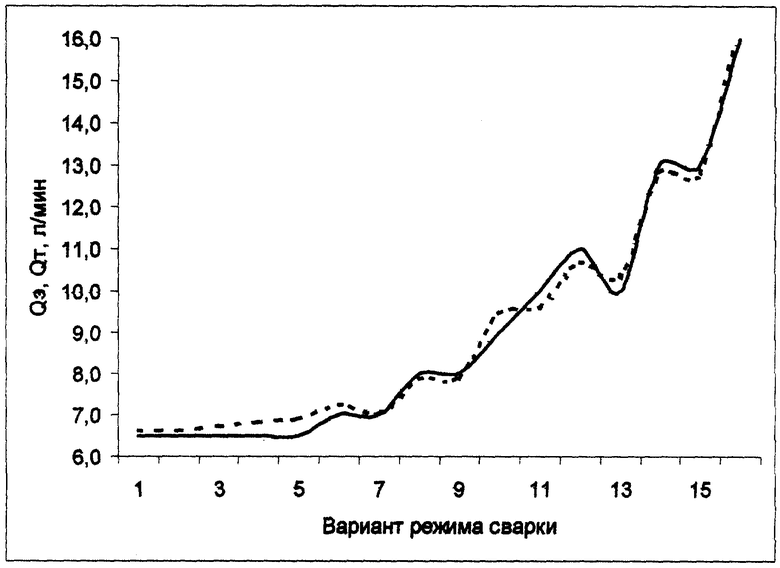
Способ газовой защиты зоны сварки, включающий определение расхода защитного газа в зависимости от режимов сварки и его подачу через запорное устройство, отрегулированное на определенный расход, с последующим закрытием запорного устройства по окончании процесса сварки, отличающийся тем, что расход защитного газа определяют по формуле:
где Q - расход защитного газа;
I - сила сварочного тока;
U - напряжение сварочной дуги;
D - диаметр электрода;
V - скорость сварки;
S - толщина металла;
L - вылет электрода.
| СПОСОБ ГАЗОВОЙ ЗАЩИТЫ ЗОНЫ СВАРКИ | 1992 |
|
RU2009812C1 |
| Зайцев Ю.Г | |||
| Диафрагменный отсекатель | |||
| Ж | |||
| "Сварочное производство" | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| US 5081334, 14.01.1992. | |||
