Изобретение относится к области сварки.
Известна горелка для дуговой сварки в защитных газах, содержащая сопло, мундштук и рассекатель газа в виде кольцевого диска со сквозными отверстиями для прохода газа (см. Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. М., Машиностроение, 1974, с. 198, рис. 74б).
Описанная горелка не обеспечивает качество сварных швов из-за ослабления потока защитного газа в результате значительных местных сопротивлений.
Известна горелка для дуговой сварки в защитных газах, содержащая канал для направления плавящегося электрода с токоподводом, мундштук и сопло, соединенное с каналом подвода защитного газа (см. авт. свид. СССР 1007875, кл. В 23 К 9/16, 1981).
Описанная горелка принята за прототип при составлении настоящей заявки.
Недостатком прототипа является неудовлетворительная газовая защита зоны сварки из-за наличия значительных местных сопротивлений газовому потоку, возникновения турбулентных вихрей и, как следствие, получения низкого качества сварочных соединений.
Задача изобретения - снижение расхода защитного газа и улучшение газовой защиты зоны сварки путем уменьшения местных сопротивлений и формирования ламинарного газового потока.
Решение поставленной задачи достигается тем, что в горелке для дуговой сварки в защитных газах, содержащей канал для направления плавящегося электрода с токоподводом, мундштук и сопло, соединенное с каналом подвода защитного газа, канал для подвода защитного газа выполнен с круглым сечением диаметром D и с внутренней и внешней стенками, очерченными радиусами, проведенными из одного центра, с образованием поворотного колена конфузорного типа. Отношение радиуса кривизны поворотного колена к диаметру D больше или равно единице, шероховатость его внутренней стенки имеет высокую чистоту, а сопло соединено с каналом подвода защитного газа через отводящий канал, выполненный длиной не менее 2D.
Заявленная горелка характеризуется наличием следующих существенных отличительных признаков:
а) канал для подвода защитного газа выполнен с круглым сечением диаметром D;
б) внутренняя и внешняя стенки канала очерчены радиусами, проведенными из одного центра с образованием поворотного колена конфузорного типа;
в) отношение радиуса кривизны поворотного колена к диаметру D больше или равно единице;
г) шероховатость внутренней стенки поворотного колена имеет высокую чистоту;
д) сопло соединено с каналом подвода защитного газа через отводящий канал;
е) отводящий канал выполнен длиной не менее 2D.
Проведенные исследования по патентной и научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако признаки "а. . .е" в них отсутствуют, следовательно, заявляемая горелка соответствует условиям патентоспособности полезной модели.
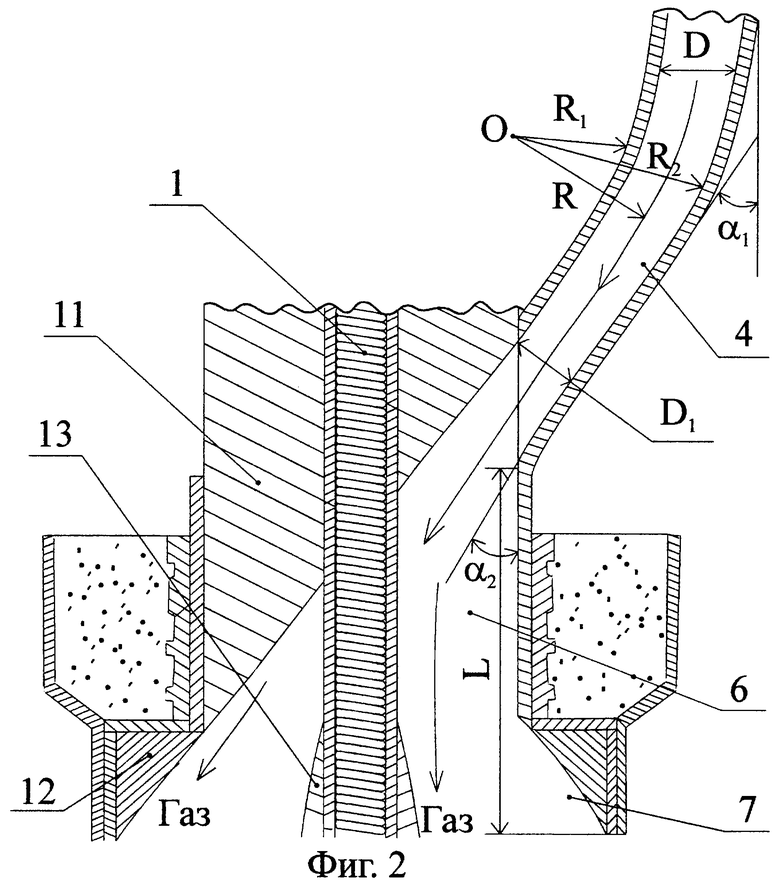
Сущность заявленного поясняется чертежами, где на фиг.1 изображен общий вид горелки, на фиг.2 - канал для подвода защитного газа.
Горелка для дуговой сварки в защитных газах содержит канал 1, являющийся токоподводом, а также служащий для направления плавящегося электрода (не показан), мундштук 2 и сопло 3, соединенное с каналом 4 для подвода защитного газа, который через поворотное колено 5, отводящий кольцевой канал 6, вход 7, сетку 8, центральную часть 9 и выход 10 сопла 3 направляет поток газа в зону сварки. Канал 6 и вход 7 снабжены детурбулизирующими вставками 11, 12 и 13.
Канал 4 имеет круглое сечение с диаметром D, у которого внутренняя и внешняя стенки очерчены радиусами R1 и R2, проведенными из одного центра. При этом отношение радиуса R кривизны поворотного колена 5 к диаметру D канала 4 больше или равно единице, а длина L отводящего канала 6 должна быть не менее 2D. Углы поворота канала α1 и α2 составляют величину не более 60o. При этом шероховатость внутренней стенки канала 4 имеет высокую чистоту, а само колено 5 выполнено конфузорного типа, т.е. D больше D1.
Горелка работает следующим образом.
В ходе сварочного процесса защитный газ из канала 4 поступает в поворотное колено 5, в котором, как показывают экспериментальные данные, коэффициент местного сопротивления уменьшается с увеличением соотношения R/D. Он очень сильно падает при изменении R/D в пределах от 0 до 1, в то время как при изменении от 1 до 2 изменяется слабо, а при R/D больше 2 принимает постоянное значение. Практически необходимо достигнуть значения R/D, равного 1, при условии, что колено 5 круглого сечения, что обеспечивает наименьший коэффициент сопротивления. Внутренняя и внешняя стенки поворотного колена очерчены радиусами R1 и R2, проведенными из одного центра. При практически гладких стенках поворотного колена 5 и числе Рейнольдса Re=105 наблюдается сильное падение коэффициента потерь, которое продолжается до Re=2•105, после чего коэффициент потерь практически перестает зависеть от значения Re, т.е. наступает автомодельная область.
После поворотного колена 5 газ поступает в отводящий кольцевой канал 6. Причем требование поворота газового потока под углом α2≤60° сохраняются и в этом случае. Для дальнейшего снижения потерь необходимо, чтобы длина L отводящей части поворотного колена составляла не менее 2D.
Газовый поток через каналы 6 и 7, снабженные детурбулизирующими вставками 11, 12 и 13, через сетку 8, центральную часть 9 и выход 10 сопла 3 направляется в зону сварки, обеспечивая оптимальную защиту сварочной ванны от кислорода атмосферного воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2191667C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2190511C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2191668C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2009 |
|
RU2387523C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1539019A1 |
Изобретение относится к области сварки и может найти применение в различных отраслях машиностроения при изготовлении сварных конструкций. Для уменьшения потерь давления защитного газа и улучшения газовой защиты зоны сварки путем формирования ламинарного потока газов и снижения местных сопротивлений канал подвода защитного газа в горелке выполнен с круглым сечением диаметром D и с внутренней и внешней стенками, очерченными радиусами, проведенными из одного центра, с образованием поворотного колена конфузорного типа. Отношение радиуса кривизны поворотного колена к диаметру D больше или равно единице. Шероховатость его внутренней стенки имеет высокую частоту. Сопло соединено с каналом подвода защитного газа через отводящий канал, выполненный длиной не менее 2D. 2 ил.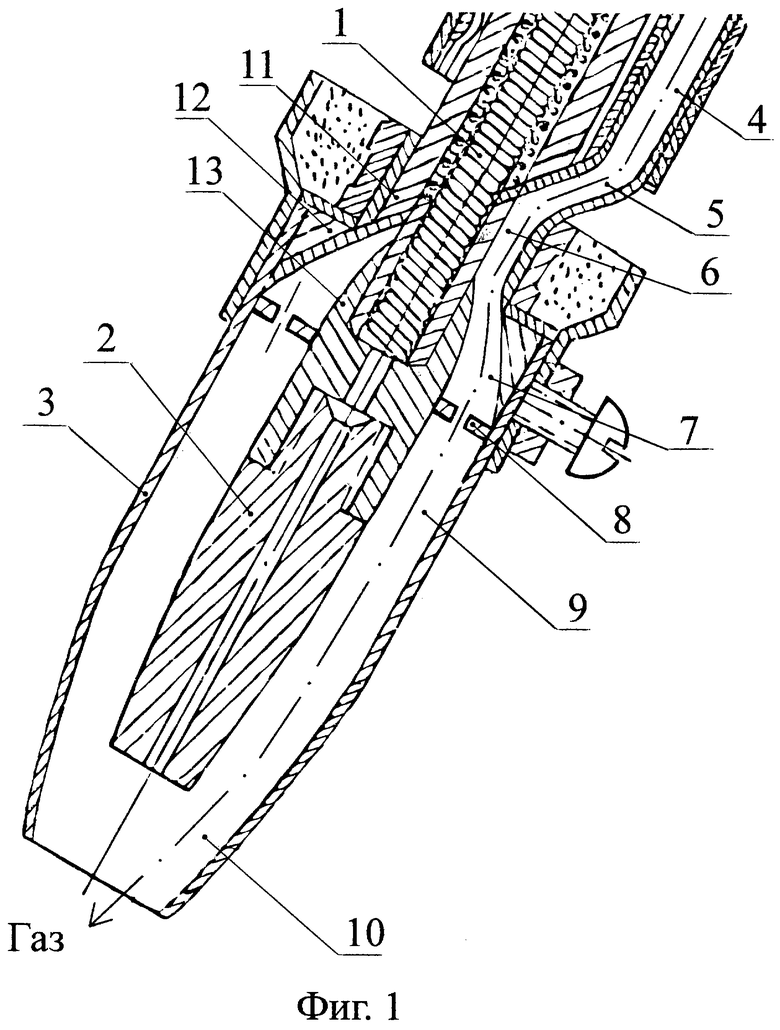
Горелка для дуговой сварки в защитных газах, содержащая канал для направления плавящегося электрода с токоподводом, мундштук и сопло, соединенное с каналом подвода защитного газа, отличающаяся тем, что канал подвода защитного газа выполнен с круглым сечением диаметром D и с внутренней и внешней стенками, очерченными радиусами, проведенными из одного центра, с образованием поворотного колена конфузорного типа, отношение радиуса кривизны которого к диаметру D больше или равно единице и шероховатость его внутренней стенки имеет высокую частоту, а сопло соединено с каналом подвода защитного газа через отводящий канал, выполненный длиной не менее 2D.
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Горелка для дуговой сварки | 1988 |
|
SU1546222A1 |
| Горелка для дуговой сварки в среде защитных газов | 1988 |
|
SU1556842A1 |
| Горелка для дуговой сварки в защитных газах | 1988 |
|
SU1574395A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1997 |
|
RU2116175C1 |
