Изобретение относится к дуговой наплавке плавящимся электродом в среде защитных газов и может быть использовано в различных отраслях промышленности.
Известен способ наплавки плавящимся электродом в среде защитных газов, при котором дуга возникает между основным металлом и электродом. Наплавка протекает в условиях автоматической подачи электрода (Хасуи А., Моригаки О. Наплавка и напыление. - М.:, Машиностроение, 1985, с. 49-51).
Недостатком известного способа является повышенное разбрызгивание металла и значительное термическое влияние на основной металл. Данный способ не позволяет производить наплавку на тонкостенные детали переменного профиля.
Известен способ дуговой сварки плавящимся электродом, при котором устанавливают дуговой промежуток, подают высокочастотный разряд и после возбуждения дуги сварку ведут на рабочем режиме, причем после возбуждения дуги прекращают высокочастотный разряд (а.с. СССР N 1591320, B 23 K 9/173, 1988).
Недостатком известного способа является значительное термическое влияние на основной металл из-за накопления жидкой металлической ванны до значительных размеров и ее флуктуация, исключающая возможность наплавки без утолщений, бугров и провалов. Данный способ не позволяет производить наплавку на тонкостенные детали переменного профиля.
Наиболее близким аналогом является способ вибродуговой наплавки, при котором электрод во время короткого замыкания нагревается до высокой температуры, затем отрывается вибратором, оставляя часть металла на детали. Возникающая дуга расплавляет металл. Потом расстояние между электродом и деталью увеличивается, и дуга гаснет, наступает холостой ход (Н.Ф. Грохольский. Восстановление деталей машин и механизмов сваркой и наплавкой. - М. - Л.: Машиностроение, 2 изд., 1966, с. 211-213).
Недостатком известного способа является значительное термическое влияние на основной металл, возможно возникновение непроваров. Данный способ не позволяет производить наплавку на тонкостенные детали переменного профиля.
Задачей изобретения является снижение термического влияния на основной металл за счет исключения накопления жидкой металлической ванны и ускоренная кристаллизация ее при наплавке. Способ позволяет производить наплавку на тонкостенные детали переменного профиля, например торец пера лопатки газотурбинного двигателя.
Поставленная задача достигается тем, что при реализации способа дуговой наплавки плавящимся электродом, при котором устанавливают дуговой промежуток, подают высокочастотный разряд и после возбуждения дуги прекращают высокочастотный разряд, капельный перенос электродного металла осуществляют во время многократного возбуждения дуги при частоте импульсов тока 50 - 150 Гц, причем длительность паузы между пакетами импульсов тока превышает скорость кристаллизации капли электродного металла. Наплавку осуществляют при напряжении 80-100 В и токе 500 - 100 А.
Пакет импульсов тока состоит из 3-10 импульсов тока.
Дуговой промежуток устанавливают равным 2 - 8 диаметрам электрода.
Диаметр капли электродного металла составляет 0,2 - 0,8 диаметра электрода.
Известно, что для наплавки важными условиями являются устойчивое горение дуги, образование сварочной ванны со сравнительно малыми объемами жидкого металла с высокой температурой и интенсивное охлаждение (а.с. СССР 1540981, B 23 K 9/16, 1987; а.с. СССР 1734977, B 23 P 6/00, 1990).
В предлагаемом техническом решении капельный перенос электродного металла осуществляют во время многократного возбуждения дуги при частоте импульсов тока 50 - 150 Гц. Сварочная ванна имеет малый объем жидкого металла (капля электродного металла). Каждая капля электродного металла формируется пакетом импульсов тока с частотой 50-150 Гц и сбрасывается в сварочную ванну без перегрева, т. е. "захоложенной" (температура капли равна температуре плавления электродного металла). Между пакетами импульсов выдерживается пауза для полной кристаллизации сварочной ванны. Поверхность детали очищена катодным воздействием импульсов и имеет температуру поверхности ниже температуры плавления.
Известно, что при наплавке по мере перемещения электрической дуги металл сварочной ванны в ее хвостовой части и по бокам быстро охлаждается благодаря отводу тепла в основной металл и при достижении температуры кристаллизации затвердевает (кристаллизуется). При большей скорости кристаллизации наплавляемый валик имеет более тонкую структуру (мельче дендриты и кристаллиты) и отличаются меньшей зональной и внутрикристаллитной (дендритной) ликвацией (химической неоднородностью). Для увеличения скорости кристаллизации и исключения перегрева основного металла осуществляют принудительное формирование наплавляемого валика путем осаждения в охлаждаемом кристаллизаторе (а.с. СССР 1680459, B 23 K 9/04, 1989; а.с. СССР 1776511, B 23 K 9/04, 1990; патент РФ 2078655, B 23 K 9/04, 1994).
В предлагаемом техническом решении каждая капля электродного металла кристаллизуется отдельно с большой скоростью. Отвод тепла в основной металл не приводит к его перегреву. Снижены собственные (сварочные) поперечные и продольные напряжения. Дополнительный кристаллизатор не используется. Поверхность основного металла имеет температуру меньше температуры плавления металла. На "холодную" поверхность основного металла наносят металл, температура единичной сварочной ванны которого равна температуре плавления металла.
Известно, что с увеличением силы сварочного тока средний диаметр капель электродного металла уменьшается, а количество расплавляемого в единицу времени металла и удельная поверхность капли возрастает. Суммарное время образования капли и ее перехода через дуговой промежуток в сварочную ванну с увеличением силы тока значительно уменьшается. С повышением напряжения дуги средний диаметр капель увеличивается, коэффициент расплавления и удельная поверхность капли уменьшаются, а продолжительность образования и перехода капли с электрода в ванну возрастает (Н.И. Каховский и, др. Электродуговая сварка сталей. Киев: Наукова думка, 1975, с. 229).
В предлагаемом техническом решении используется высокое напряжение дуги и большой сварочный ток. Изменяя технологические параметры режима наплавки, например напряжение, ток, количество и частоту импульсов тока в пакете импульсов, можно изменять диаметр капли электродного металла от 0,2 до 0,8 диаметра электрода. Диаметр капли электродного металла определяет размер сварочной ванны. При изменении диаметра капли электродного металла изменяется размер сварочной ванны. Размер сварочной ванны не превышает ширины наплавляемой тонкостенной детали.
Способ позволяет производить наплавку на тонкостенные детали переменного профиля, например торец пера лопатки газотурбинного двигателя.
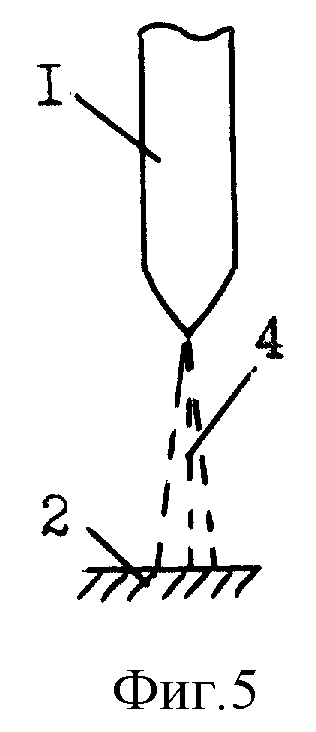
Способ дуговой наплавки плавящимся электродом поясняется фигурами 1 - 9, где на фиг. 1 приведена схема расположения электрода относительно изделия; на фиг. 2 - 8 показана схема формирования капли электродного металла; на фиг. 9 - циклограмма высокочастотного разряда и сварочного тока.
Способ реализуется следующим образом.
Устанавливают дуговой промежуток "а" между электродом 1 и наплавляемой деталью 2 (основным металлом), который составляет 2-8 диаметра электрода 1. При дуговом промежутке менее 2 диаметров электрода возможно короткое замыкание. Дуговой промежуток более 2 диаметров электрода 1 обеспечивает отрыв капли электродного металла до короткого замыкания. Дуговой промежуток более 8 диаметров электрода 1 увеличивает время технологического цикла.
Включают источник питания и подают высокочастотный разряд 3, который прекращают после возбуждения дуги 4. Дуга 4 возбуждается при частоте импульсов тока 50 - 150 Гц. Установлено, что при частоте импульсов тока менее 50 Гц и более 150 Гц трудно контролировать капельный перенос электродного металла. При частоте импульсов тока менее 50 Гц возможно образование значительных капель электродного металла. При частоте импульсов тока более 150 Гц диаметр капель электродного металла уменьшается, технологический процесс удлиняется.
Катодное активное пятно очищает поверхность основного металла 2. Поверхность основного металла 2 имеет температуру ниже температуры плавления металла. После прекращения горения первой дуги 4 дуговой промежуток ионизирован, поэтому следующая дуга 4 возбуждается без подачи высокочастотного разряда. Количество возбуждаемых, без подачи высокочастотного разряда 3, дуг 4 соответствует количеству импульсов тока в пакете импульсов. Установлено, что для капельного переноса с электродов малого диаметра достаточно 3 импульсов тока. Для капельного переноса с электродов большого диаметра достаточно 3 - 10 импульсов тока. При использовании пакета импульсов свыше 10 на основном металле образуется значительная сварочная ванна.
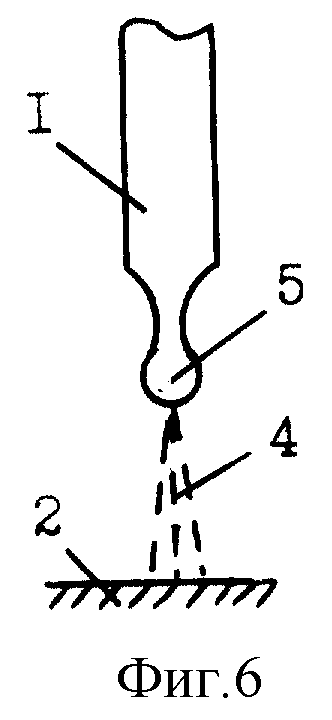
Во время многократного возбуждения дуги 4 на рабочем конце электрода 1 формируется капля 5 электродного металла, которая имеет температуру плавления металла. Капля формируется за счет оплавления электрода 1 при многократном возбуждении дуги 4. Металл "чулком" сползает с электрода 1. Установлено, что для получения данного эффекта необходим ток 500 - 1000 А для чего используется источник питания с напряжением 80 - 100 В. Выбор режима работы зависит от физических свойств электрода.
Диаметр капли 5 электродного металла составляет от 0,2 до 0,8 диаметра электрода 1. Диаметр капли 5 электродного металла определяют частота импульсов тока в пакете, напряжение дуги и сварочный ток, которые выбираются пропорционально диаметру электрода 1.
Под воздействием электродинамических сил происходит отрыв нагретой, но не перегретой, капли 5 электродного металла. Начинается переход капли 5 электродного металла через дуговой промежуток. Оторвавшаяся капля 5 электродного металла образует единичную сварочную ванну 6, которая кристаллизуется на поверхности основного металла 2. Длительность паузы (tп на фиг. 9) между пакетами импульсов (время работы пакета импульсов - tр на фиг. 9) превышает скорость кристаллизации капли электродного металла.
Технологический цикл повторяется. Дуговой промежуток восстанавливается автоматически.
Пример реализации способа.
Производят наплавку тонкостенной детали переменного профиля (максимальная ширина 2 мм, минимальная ширина 0,2 мм) из сплава ВТ8М электродом марки ВТ8М диаметром 1,6 мм. Дуговой промежуток 6 мм. Частота импульсов 100 Гц. Напряжение 95 В, сварочный ток 700 А. Количество импульсов в пакете - 4. Скорость кристаллизации 10 мм/с. Пауза между пакетами импульсов 0,3 - 0,5 с.
Металлографический и ЛЮМ-контроль не выявили дефектов наплавки.
Способ позволяет снизить термическое влияние на основной металл за счет исключения накопления жидкой металлической ванны. Способ позволяет производить наплавку на тонкостенные детали переменного профиля, например торец пера лопатки газотурбинного двигателя, производить заварку узких отверстий и разделок, использовать электроды из порошкового материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153965C1 |
| СПОСОБ СВАРКИ ИЛИ НАПЛАВКИ ЖАРОПРОЧНЫХ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 1998 |
|
RU2146988C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2138382C1 |
| СПОСОБ ВИБРОДУГОВОЙ НАПЛАВКИ | 2015 |
|
RU2614353C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2190509C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 1999 |
|
RU2190514C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2188750C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |






Изобретение может быть использовано при наплавке в среде защитных газов на тонкостенные детали переменного профиля. Устанавливают дуговой промежуток между электродом и наплавляемой деталью, который составляет 2-8 диаметров электрода. Подачу высокочастотного разряда прекращают после возбуждения дуги. После прекращения горения первой дуги дуговой промежуток ионизирован. Следующая дуга возбуждается без подачи высокочастотного разряда. Количество возбуждаемых без подачи высокочастотного разряда дуг соответствует количеству импульсов тока в пакете импульсов. Капля электродного металла формируется за счет оплавления электрода при многократном возбуждении дуги. Способ позволяет снизить термическое влияние на основной металл за счет исключения накопления жидкой металлической ванны. 4 з.п. ф-лы, 9 ил.
| ГРОХОЛЬСКИЙ Н.Ф | |||
| и др | |||
| Восстановление деталей машин и механизмов сваркой и наплавкой | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М | |||
| - Л.: Машиностроение, 1966, с.211 - 213 | |||
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ДОЗИРОВАННОЙ НАПЛАВКИ | 0 |
|
SU260768A1 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 1997 |
|
RU2133660C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |

