Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении баллонов высокого давления для длительного хранения и транспортирования сжатых и сжиженных газов, преимущественно огнетушителей.
Известна конструкция баллона, включающего стакан с горловиной, край которой размещен в кольцевом пазу втулки, а герметизация соединения втулки с горловиной осуществляется пайкой [1].
Недостатком известной конструкции являются высокие требования по точности к процессу изготовления сосуда высокого давления путем нарезания проточки во втулке, обеспечение высокой точности процесса формирования горловины, край которой размещается в кольцевом пазу втулки. Известно, что сосуды высокого давления являются толстостенными и требуют значительных усилий при штамповании, а чем выше мощность пресса, тем ниже точность изготовления. При этом изготовление стакана является очень трудоемким процессом, требующим длительного времени, средств и мощного оборудования.
Известен баллон высокого давления, включающий стакан с горловиной, внутренняя поверхность которой выполнена в виде поверхности второго порядка, скрепленную с ней при помощи сварки втулку, боковая поверхность которой выполнена в виде поверхности второго порядка, причем часть втулки, расположенная внутри баллона, снабжена кольцевым утолщением, кроме того, внутренняя поверхность горловины и поверхность утолщения на втулке, контактирующая с горловиной, выполнены коническими [2].
Недостатком известной конструкции являются высокие требования к изготовлению сосуда в целом и повышенная сложность процесса изготовления стакана и втулки, что значительно увеличивает трудоемкость изготовления и стоимость баллона высокого давления.
Известен способ изготовления баллона давления, включающий закрепление втулки в формователе, формирование горловины с размещением края горловины в проточке втулки и герметизацию стыка с втулкой пайкой [1].
Недостатком известного способа является то, что при размещении края горловины в проточке втулки необходимо обеспечивать высокую точность изготовления втулки, формирователя и крепления втулки к формирователю, или при отсутствии такого требования появляется зазор между внутренней стенкой горловины и соответствующей поверхностью в проточке втулки, таким образом, пайка становится одновременно герметизирующим и несущим элементом. В последнем случае снижается надежность работы баллона высокого давления при длительном хранении сжиженного или сжатого газа. Известно, что сосуды высокого давления являются толстостенными и требуют значительных усилий при штамповке, а чем выше мощность пресса, тем ниже точность изготовления.
Известен способ изготовления баллона высокого давления, включающий ориентацию втулки, формирование горловины на стакане, фиксацию втулки в горловине с последующей герметизацией, при этом вначале осуществляют ориентацию втулки относительно стакана посредством размещения внутри стакана, а после формирования горловины перемещают втулку в направлении горловины до упора во внутреннюю поверхность горловины [2].
Недостатками известного способа является высокая трудоемкость изготовления стакана, заключающаяся в многочисленных переходах при глубокой вытяжке и формировании профиля толстостенного стакана, в необходимости использования значительного количества технологического оборудования больших мощностей и усилий. Кроме того, требуется высокая точность в получении конических поверхностей при изготовлении горловины и втулки. Все это увеличивает трудоемкость изготовления и стоимость баллона высокого давления.
Задачей изобретения является создание надежной технологичной конструкции баллона высокого давления и менее трудоемкого способа его изготовления путем снижения требований к точности геометрических размеров деталей баллона, уменьшения количества операций и технологического оборудования и использования стандартного профильного металлопроката при изготовлении баллонов высокого давления в условиях серийного и массового производств.
Поставленная задача решается с помощью предлагаемой конструкции баллона высокого давления, которая включает трубу с горловиной и скрепленную с ней при помощи сварки втулку, при этом в качестве корпуса баллона взята труба, в нижний торец, выполненный в виде сужающей горловины, которой при помощи сварки закреплено днище повышенной жесткости, а втулка взята с цилиндрической наружной поверхностью и скреплена с верхней горловиной трубы радиально расположенными штифтами, запрессованными во втулку и приваренными к горловине. Кроме того, поставленная задача решается с помощью предлагаемого способа изготовления баллона высокого давления, включающего формирование верхней горловины заготовки и фиксацию втулки, при этом формируют заготовку - трубу, ее нижнюю горловину и в ней размещают днище и герметизируют стык путем нанесения кольцевого сварного шва, затем по мере формирования верхней горловины в ней осуществляют крепление втулки при помощи запрессовывания штифтов и герметизируют стыки путем нанесения кольцевых сварных швов.
Особенности конструкции баллона высокого давления и способа его изготовления поясняются чертежами.
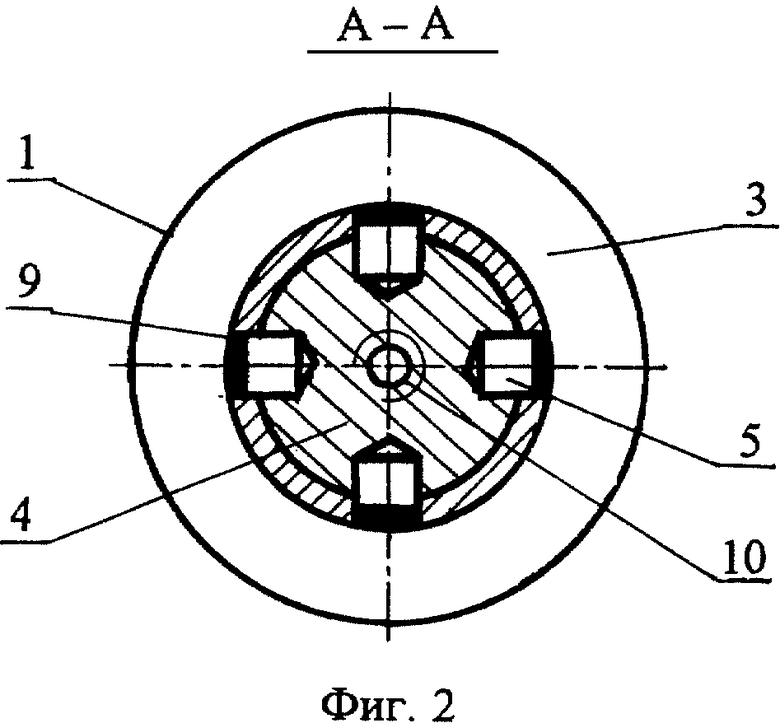
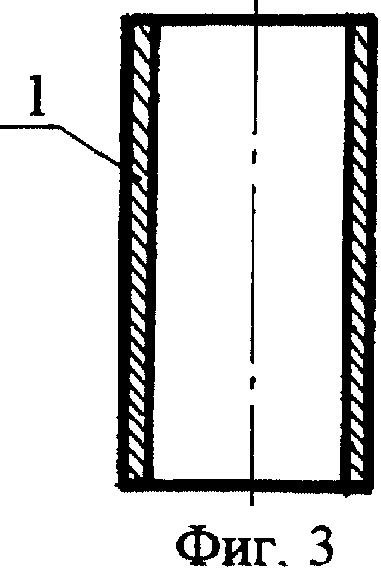
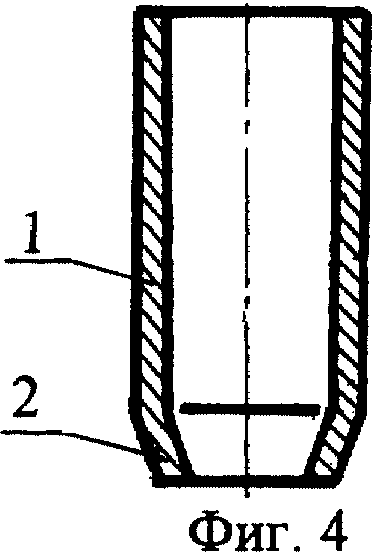
На фиг. 1 изображена конструкция баллона высокого давления, продольное сечение; на фиг.2 - поперечное сечение А-А на фиг.1; на фиг.3-12 изображена последовательность реализации способа изготовления баллона высокого давления, где на фиг.3 - отрезок трубной заготовки; на фиг.4 - формование нижней горловины; на фиг. 5 - вырубка и формование днища повышенной жесткости; на фиг.6 - закрепление днища в нижней горловине и нанесение на стыке герметизирующего кольцевого сварного шва; на фиг.7 - формование верхней горловины; на фиг.8 - изготовление цилиндрической втулки; на фиг.9 - изготовление штифтов; на фиг. 10 - закрепление втулки в верхней горловине и нанесение герметизирующего шва; на фиг.11 - сверление, развертывание радиальных отверстий под штифты и запрессовывание штифтов; на фиг.12 - нанесение на стыках верхней горловины со штифтами герметезирующих кольцевых сварных швов.
Баллон высокого давления включает трубу 1 с нижней 2 и верхней 3 горловинами, втулку 4, штифты 5 и днище повышенной жесткости 6. Втулка 4 с цилиндрической наружной поверхностью скреплена с верхней горловиной 3 радиально расположенными штифтами 5, запрессованными во втулку 4 и приваренными к горловине. Герметичность соединения нижней горловины 2 трубы 1 с днищем 6 обеспечивается кольцевым сварным швом 7.
Герметичность соединения верхней горловины 3 с втулкой 4 и штифтами 5 обеспечивается кольцевыми сварными швами 8 и 9. Коническое резьбовое отверстие 10 во втулке 4 предназначено для крепления вентиля, который на фиг.1 не показан.
Работа баллона высокого давления осуществляется следующим образом.
Газ, хранящийся в баллоне под высоким давлением, через втулку 4, находящуюся внутри верхней горловины 3 баллона, действует на штифты 5, скрепляющие втулку 4 с трубой 1. Таким образом, силовым элементом в соединении втулки 4 с верхней горловиной 3 трубы 1 при эксплуатации баллона являются штифты 5, при этом по неровностям сопрягаемых поверхностей втулки 4, верхней горловины 3 и штифтов 5 газ может проникать в атмосферу. Герметизирующими элементами в вышеназванных соединениях являются кольцевые сварные швы 8 и 9.
В соединении нижней горловины 2 с днищем 6 силовым элементом, воспринимающим высокое давление газа, является нижняя горловина 2 трубы 1, а герметизирующим элементом - кольцевой сварной шов 7.
Предлагаемый способ изготовления баллона высокого давления включает формирование нижней 2 и верхней 3 горловин трубной заготовки 1, которое осуществляется путем холодной деформации с большего диаметра на меньший.
После формования нижней горловины 2, которая согласно предлагаемому технологическому процессу изготовляется первой, в ней размещают днище 6 и закрепляют ее в нижней горловине путем нанесения на стыке герметизирующего кольцевого сварного шва 7 (фиг.6). Днище 6 предварительно проходит обработку с целью приобретения большей жесткости, например, днище 6 профилируют штампованием (фиг. 5), при этом полученные впадины и выступы предохраняют днище от прогибания при действии высокого давления газа, закаченного в баллон.
Далее после формирования верхней горловины 3 (фиг.7) в ней осуществляют крепление втулки 4 (фиг.8, 10) при помощи запрессовывания штифтов (фиг.9, 11), предварительно герметизируя стык путем нанесения кольцевого сварного шва (фиг.10). При сборке для возможности ввода в отверстие верхней горловины 3 втулки 4 на ее торце, который будет находиться внутри баллона, делают фаску (фиг. 8), при этом для удешевления изготовления втулки ее наружная поверхность выполнена цилиндрической.
Пример. Изготовлялся баллон высокого давления Рраб=22,5 МПа. Наименование баллона БВД-2000. Марка огнетушителя - ОУ-2. Габаритные размеры баллона ⊘ 108•325 мм. Масса баллона - 5,5 кг. Формование нижней горловины трубы (стальная бесшовная горячекатанная труба 108•5 ГОСТ 8734/В 20 8733) проводилось на длине 35 мм до ⊘ 76 мм. Днище штамповалось в размеры ⊘ 79•16 мм из листового проката толщиной 6 мм. Соединение днища с нижней горловиной трубы производилось путем нанесения на стыке герметизирующего кольцевого сварного шва ГОСТ 14771-У2-МП135-Δ8. Формование верхней горловины трубы проводилось на длине 122 мм до ⊘ 68 мм. Втулка изготовлялась из горячекатанной круглой стали В 58 ГОСТ 2590-88/20 ГОСТ 1050-88 в размеры ⊘ 58•28 мм, на ее торце, который находится внутри баллона, делали фаску 2•45o. Соединение втулки с верхней горловиной трубы производилось путем постановки 4 штифтов ⊘ 14,5•18 мм. Для этого сверлились и развертывались четыре радиальные отверстия глубиной 15 мм, в которые запрессовывались штифты. Герметизация втулки с верхней горловиной трубы производилась путем нанесения на стыке герметизирующего кольцевого сварного шва ГОСТ 14771-У4-МП135-Δ5, а герметизация штифтов с верхней горловиной трубы - ГОСТ 14771-Т1-МП.
Реализованный способ изготовления баллона высокого давления БВД-2000 позволил снизить требования по точности изготовления, уменьшить количество брака и снизить трудоемкость изготовления в 2,1 раза по сравнению с прототипом [2].
Предложенный способ изготовления и конструкция баллона высокого давления дают возможность повысить надежность, долговечность и технологичность, снизить требования к точности изготовления, уменьшить количество операций и технологического оборудования и использовать стандартный профильный металлопрокат при изготовлении баллонов высокого давления в условиях серийного и массового производств, уменьшить трудоемкость изготовления и контроля, сократить расходы материалов, не снижая качества изделия.
Источники информации
1. Патент США 2405201, НКИ 29-422, опубл. 06.08.46.
2. Патент РФ 2153127, МКИ F 17 C 1/00, B 21 D 51/24, 16.11.98. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2003 |
|
RU2234633C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215234C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2194916C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ ИЗ ТРУБЫ | 2001 |
|
RU2181858C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2196270C2 |
| ОГНЕТУШИТЕЛЬ | 2006 |
|
RU2311936C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2004 |
|
RU2355500C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2153127C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2354484C2 |
| ШНЕКОЦЕНТРОБЕЖНЫЙ НАСОС | 2006 |
|
RU2305798C1 |

При изготовлении баллона высокого давления формируют корпус в виде трубы. Далее формируют нижнюю горловину и в ней размещают профилированные днище и герметизируют стык путем нанесения кольцевого сварного шва. По мере формирования верхней горловины в ней осуществляют крепление втулки при помощи запрессовывания штифтов и герметизируют стыки путем нанесения кольцевых сварных швов. Использование изобретения позволит снизить требования к точности геометрических размеров деталей баллона, уменьшить количества операций и технологического оборудования. 2 с.п. ф-лы, 12 ил.
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2153127C1 |
| Баллон | 1990 |
|
SU1838712A3 |
| 0 |
|
SU281283A1 | |
| СВАРНОЙ БАРАБАННЫЙ РОТОР ТУРБОМАШИНЫ | 1989 |
|
RU2033525C1 |
| GB 1082233 А, 06.09.1967. | |||

