Кристаллизатор описываемого типа, охлаждаемый жидкостью, применяется для непрерывной разливки тонких стальных слитков, у которых длина поперечного сечения составляет многократную величину от ширины поперечного сечения. По меньшей мере, каждая стенка с широких сторон составлена из медной плиты, ограничивающей полость формы, и стальной опорной плиты. Медная плита закреплена на опорной плите посредством металлических болтов. Для этого металлические болты проходят через просверленные в опорной плите отверстия. На концах отверстий имеются расширенные зоны, в которых на резьбовые концы металлических болтов могут навинчиваться гайки. С их помощью медная плита прочно притягивается к опорной плите.
Из патента US-PS 3709286 известно выполнение металлических болтов из высококачественной стали.
Однако металлические болты из высококачественной стали приводят к плохим сварным соединениям с медной плитой, так как в местах сварки образуется крупнозернистая структура. Они становятся менее упругими и являются поэтому очень восприимчивыми к напряжениям изгиба.
Из реферата по патенту Японии JP A 3258440 известно ввинчивание в отверстия медной плиты, ограничивающей полость кристаллизатора, с обратной стороны резьбовых втулок и установка в эти резьбовые втулки более длинных стержней, которые проходят поперечно через охлаждающий отсек и притягивают медную плиту к опорной плите, изготовленной из нержавеющей стали. Для этого в опорной плите также выполнены отверстия. Наряду с этим на обратной стороне медной плиты сваркой зафиксированы короткие крепежные болты. Эти короткие крепежные болты снабжены приемными втулками, в которые ввинчены более короткие стержни, проходящие через охлаждающий отсек.
Исходя из уровня техники, в основу изобретения положена задача создания кристаллизатора, охлаждаемого жидкостью, для разливки с высокими скоростями, в особенности для практически бесконечной стальной литой заготовки, в котором значительно снижена проблема прочности в зоне соединений металлических болтов с медными плитами.
Эта задача решается признаками пункта 1 формулы изобретения.
Основной идеей изобретения являются признаки, заключающиеся в выполнении металлических болтов целенаправленно из сплава CuNiFe. У таких металлических болтов, в особенности у холоднотянутых, достигается теперь значительное повышение прочности при незначительном разбросе прочности в сварных соединениях с медной плитой. Она может быть выполнена из чистой меди, например SF-Cu, или из жаропрочного медного сплава, например из охлаждаемого медного сплава с добавками хрома и/или циркония. Благодаря этому отпадает ненадежное обращение, имевшее до сих пор место, и многие другие факторы, отрицательно влияющие на сварку, требовавшие 100%-го контроля.
Согласно особенно предпочтительной форме выполнения по пункту 2 металлические болты выполнены из материала CuNi30Mn1Fe.
Для закрепления металлических болтов на медных плитах целесообразно применять способ сварки болтов, известный сам по себе (пункт 3 формулы изобретения).
Для того, чтобы улучшить прочность и вязкость, металлические болты согласно пункту 4 формулы изобретения сваривают с применением сварочного присадочного материала на медных плитах.
В качестве сварочного присадочного материала особенно часто применяется никель (пункт 5 формулы изобретения). Сварочный присадочный материал в виде пленки может вводиться между металлическими болтами и медными плитами. Точно так же в местах соединений медные плиты можно снабдить сварочным присадочным материалом или нанести в виде покрытия на торцевые стороны металлических болтов. Кроме того, можно применять в качестве сварочного присадочного материала кольца из никеля по периметру металлических болтов.
В другой форме выполнения основной идеи изобретения, в соответствии с признаками пункта 6 формулы изобретения, медные плиты имеют проходящие вдоль стенок с широкой стороны, параллельно направлению разливки, экранированные опорными плитами каналы для хладагента, имеющие форму канавки. С помощью таких каналов для хладагента можно обеспечить повышенный отвод тепла от стороны разливки к охлаждающей воде, благодаря чему можно работать с высокими скоростями разливки. При этом исключается трещинообразование в медных плитах и повреждения имеющихся, в случае необходимости, покрытий на поверхности. Каналы для хладагента в медных плитах применяются, в частности, тогда, когда толщина медных плит является достаточной, чтобы, в соответствии с поперечным сечением, можно было разместить достаточно большие каналы для хладагента.
Для того чтобы и в зоне металлических болтов интенсивно отводить тепло, в соответствии с пунктом 7 формулы изобретения предусмотрено, что медные плиты, наряду с каналами для хладагента, имеют отверстия для охлаждения, расположенные параллельно направлению разливки и проходящие в вертикальных плоскостях поперечного сечения металлических болтов. Такие отверстия для охлаждения могут выполняться механическим глубоким сверлением. Хладагент, проходящий через эти отверстия для охлаждения, предотвращает локальное повышение температуры медных плит вблизи от зон соединения металлических болтов с медной плитой в процессе непрерывной разливки.
Размещение отверстий для охлаждения осуществляется, согласно пункту 8 формулы изобретения, предпочтительно в зоне зеркала ванны.
В случае применения более тонких медных плит, обеспечивающих очень хорошую передачу тепла, согласно пункту 9 формулы изобретения предусмотрено, что опорные плиты имеют проходящие параллельно направлению разливки, имеющие форму канавок, каналы для хладагента, закрытые медными плитами. Тогда в медных плитах не имеется каналов для хладагента. В случае необходимости может также применяться комбинация каналов для хладагента в медных плитах и опорных плитах.
Для дополнительного повышения скорости разливки, согласно пункту 10 формулы изобретения, поперечное сечение полости формы на конце со стороны заливки выполняется большим по размеру, чем со стороны выхода литой заготовки.
В этой связи получается еще одно преимущество, если, в соответствии с пунктом 11 формулы изобретения, полость формы имеет многократную конусность.
И, наконец, согласно пункту 12 формулы изобретения, на конце полости формы со стороны заливки может быть выполнено расширение, уменьшающееся в направлении разливки. Это расширение служит, в частности, для приема погружной трубы.
Ниже изобретение поясняется более подробно с помощью примеров выполнения, показанных на чертежах.
На фиг. 1 схематично показан кристаллизатор, охлаждаемый жидкостью, в вертикальном разрезе;
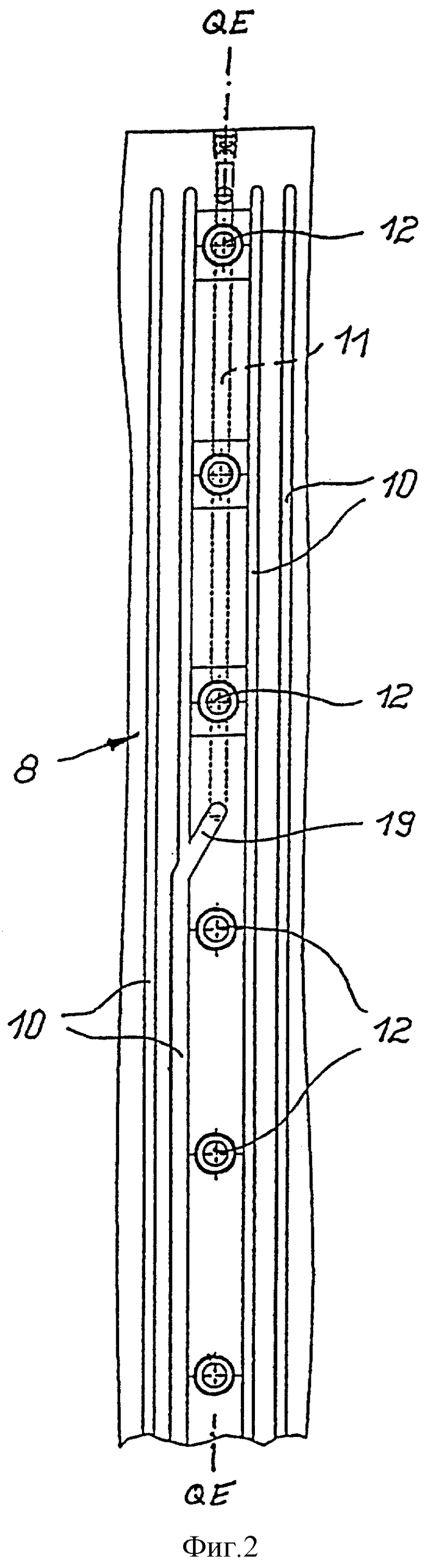
фиг. 2 - частичный вид - в увеличенном изображении - на обратную сторону медной плиты кристаллизатора по фиг. 1, по стрелке II на фиг. 3;
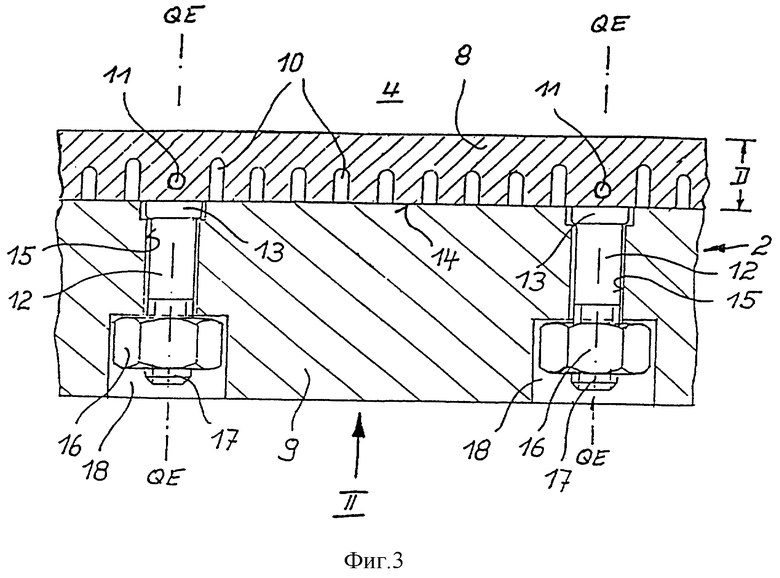
фиг. 3 - в увеличенном масштабе - частичный горизонтальный разрез по широкой боковой стенке кристаллизатора на фиг. 1;
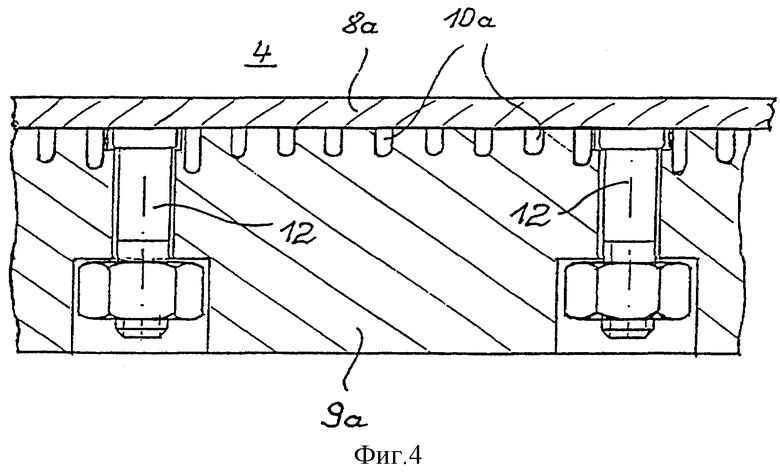
фиг. 4 - также в увеличенном масштабе - частичный горизонтальный разрез по широкой боковой стенке в еще одной форме выполнения;
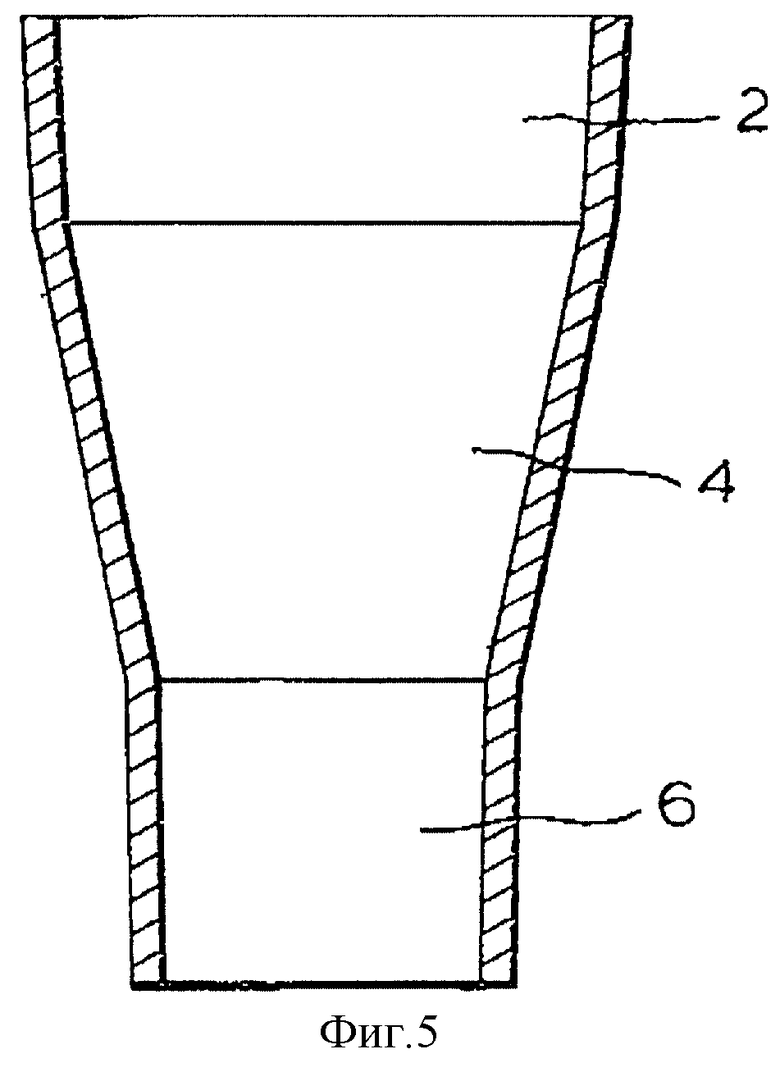
фиг. 5 - форма, имеющaя полость с многократной конусностью.
На фиг. 1 позицией 1 обозначен лишь схематически показанный кристаллизатор, охлаждаемый жидкостью, для непрерывной разливки тонких стальных слитков, длина поперечного сечения которого составляет многократную величину от ширины поперечного сечения. Кристаллизатор 1 имеет две противолежащие многослойные стенки 2 с широких сторон и две, точно так же противолежащие, узкие боковые стенки 3, образующие полость 4 формы.
Стенки 2 с широких сторон имеют со стороны заливки на конце 5 полости 4 формы расширения 6, которые постоянно сужаются вниз на части длины кристаллизатора 1. На конце 7 со стороны выхода слитка поперечное сечение полости 4 формы имеет прямоугольную форму и приближено к желаемому поперечному сечению тонкого слитка. Цель обоих противолежащих расширений 6 состоит в том, чтобы создать достаточно места для погружной трубы, подводящей металлический расплав, не показанной на чертеже более подробно.
Как следует из фиг. 3, каждая стенка 2 с широких сторон имеет медную плиту 8, ограничивающую полость 4 формы, и стальную опорную плиту 9. Как показано на фиг. 2 без опорной плиты 9, в медной плите 8 имеются проходящие параллельно направлению GR разливки каналы 10 в виде канавок для хладагента, закрытые опорной плитой 9, в которые подается охлаждающая вода.
Кроме того, на фиг. 2 и 3 можно видеть, что параллельно каналам 10 для хладагента проходят отверстия 11 для охлаждения, в которые также подается охлаждающая вода. Отверстия 11 для охлаждения проходят в вертикальных плоскостях QE поперечного сечения металлических болтов 12 из CuNi30Mn1Fe, прикрепленных сваркой с применением никелевых колец 13 в качестве сварочного присадочного материала с обратной стороны 14 медной плиты 8. Металлические болты 12 проходят через отверстия 15 в опорной плите 9. Путем навинчивания гаек 16 на резьбовые концы 17 металлических болтов 12 медная плита 8 притягивается к опорной плите 9 и фиксируется на ней. Гайки располагаются в расширенном конечном участке отверстий 15.
Подача хладагента в отверстие 11 для хладагента осуществляется через каналы 10 для хладагента, и, как показано на фиг. 2, является целесообразным наличие отвода 19 между отверстием 11 для хладагента и соседним каналом 10 для хладагента.
Кроме того, на фиг. 3 видно, что каналы 10 для хладагента, рядом с плоскостями QE поперечного сечения металлических болтов 12, выполнены глубже, чем другие каналы 10 для хладагента.
Расположение каналов 10 для хладагента и отверстий 11 для охлаждения в медной плите осуществляется только тогда, когда медная плита 8 имеет достаточную толщину D.
И наоборот, если применяется более тонкая медная плита 8а, каналы 10а для хладагента выполняются согласно фиг. 4 в опорной плите и закрываются медной плитой 8а путем фиксирования медной плиты 8а посредством металлических болтов 12 на опорной плите 9а.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 1999 |
|
RU2240892C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМООБРАЗУЮЩЕГО КОРПУСА КРИСТАЛЛИЗАТОРА И КОРПУС КРИСТАЛЛИЗАТОРА | 1998 |
|
RU2211111C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2171730C2 |
| ОХЛАЖДАЮЩАЯ ПЛИТА И СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕЙ ПЛИТЫ | 2001 |
|
RU2244889C2 |
| КРИСТАЛЛИЗАТОР С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2006 |
|
RU2393049C2 |
| СПОСОБ ВЗРЫВНОЙ КАЛИБРОВКИ КРИСТАЛЛИЗАТОРА | 2002 |
|
RU2301128C2 |
| КРИСТАЛЛИЗАТОР ЖИДКОСТНОГО ОХЛАЖДЕНИЯ | 2004 |
|
RU2359779C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 2003 |
|
RU2316408C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2003 |
|
RU2316407C2 |
| ГИЛЬЗА КРИСТАЛЛИЗАТОРА | 2003 |
|
RU2319575C2 |
Изобретение относится к области металлургии и предназначено для непрерывной разливки тонких стальных слитков. Кристаллизатор, охлаждаемый жидкостью, для непрерывной разливки тонких стальных слитков имеет две противолежащие стенки с широких сторон, каждая из которых состоит из медной плиты и стальной опорной плиты. Медные плиты, ограничивающие полость кристаллизатора, разъемно закреплены на опорных плитах посредством металлических болтов, выполненных из сплава CuNiMnFe. Металлические болты приварены к медным плитам. При этом дополнительно применяется кольцо из никеля в качестве сварочной присадки. В медных плитах выполнены каналы для хладагента, а в зоне плоскостей поперечного сечения металлических болтов имеются отверстия для охлаждения. Использование изобретения обеспечивает повышение прочности в зоне соединения металлических болтов с медными плитами. 11 з.п.ф-лы, 5 ил.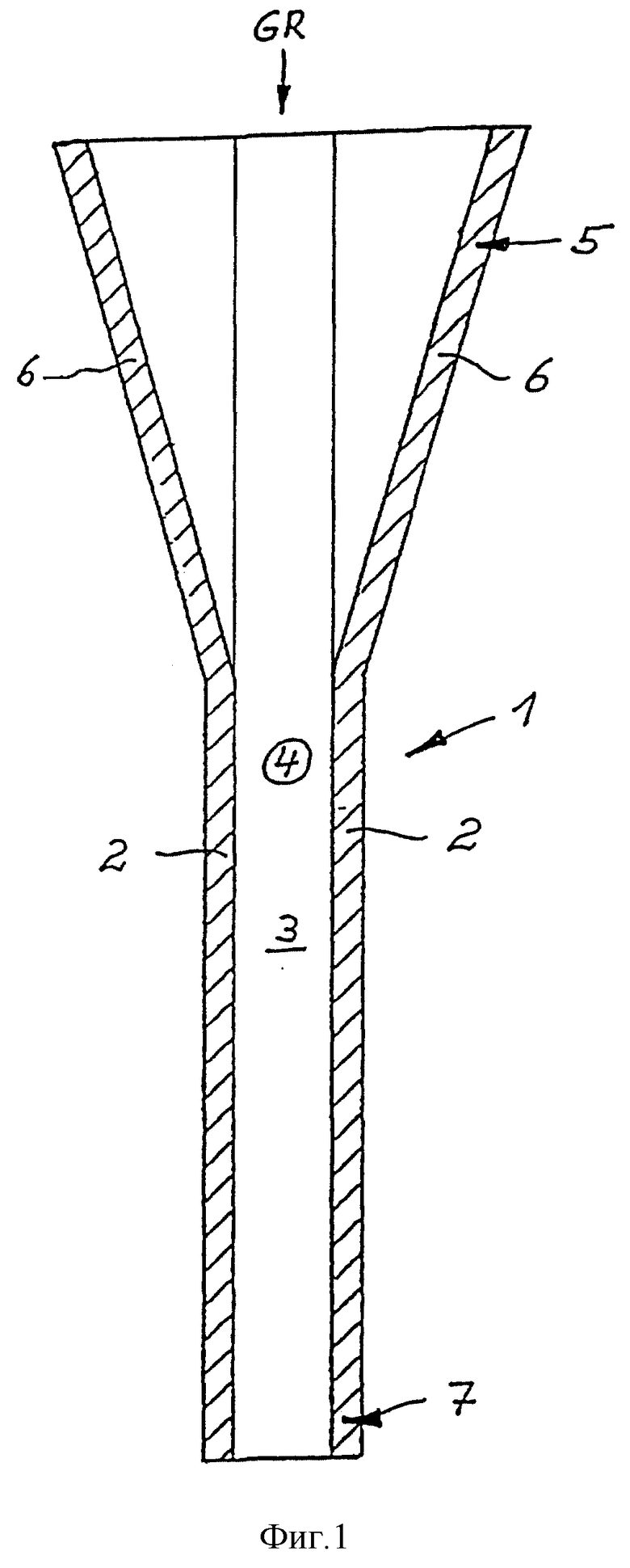
Приоритет по пунктам:
21.04.1997, по пп. 1-3, 9;
13.05.1996. по пп. 4-8, 10-12.
| US 3709286 A, 09.01.1973 | |||
| Кристаллизатор | 1959 |
|
SU128581A1 |
| КРИСТАЛЛИЗАТОР | 1972 |
|
SU414045A1 |
| US 3967673, 06.07.1976 | |||
| JP 03258440 A, 12.11.1971. | |||

