Изобретение относится к кристаллизатору для непрерывной разливки металлов, предпочтительно стали, содержащему фасонную полость, открытую с двух противоположных сторон, причем поперечное сечение фасонной полости на конце со стороны заливки больше, чем на конце со стороны отливаемого прутка (патент Великобритании 2177331А, 1987).
В основу изобретения положена задача создать кристаллизатор вышеуказанного типа, имеющий, с одной стороны, более высокую производительность, а с другой стороны, обеспечивающий более высокое качество отливаемого прутка. Одновременно должен оптимизироваться теплоотвод от находящегося частично в расплавленном состоянии прутка для повышения срока службы кристаллизатора.
Теплоотвод улучшается за счет нарушения ламинарного потока на охлаждаемой поверхности. При этом турбулентный поток создается только за счет поперечно расположенных углублений. Поток воды в направлении ее отвода, как это известно из решения согласно уровню техники в предлагаемом решении, как раз не поддерживается.
Поверхность кристаллизатора со стороны охлаждения выполнена по меньшей мере с одной зоной с повышенным коэффициентом теплопроводности, состоящей из углублений с треугольным, трапециевидным или круглым поперечным сечением, расположенных поперечно к направлению разливки, причем расстояния между серединой углублений лежат в диапазоне от 1 до 10 мкм.
Согласно предпочтительным формам выполнения ось кристаллизатора в направлении литья является прямой и/или изогнутой;
поперечное сечение отливаемой заготовки имеет круглую или многоугольную форму или форму двутавра;
фасонная полость имеет трехступенчатую или выполненную параболически конусность;
на части его поверхности со стороны охлаждения выполнена шероховатость;
поверхность со стороны охлаждения выполнена с механически образованной шероховатостью больше 1,5 мкм;
углубления на поверхности со стороны охлаждения выполнены различной формы и/или глубины;
углубления выполнены, предпочтительно, в зоне наибольшей теплоотдачи;
зона с углублениями поверхности со стороны охлаждения расположена симметрично к продольной оси разливки и выполнена сужающейся в направлении разливки;
на конце фасонной полости со стороны заливки выполнена выпуклость, уменьшающаяся в направлении разливки;
длина выпуклости составляет, максимально, 50% от длины кристаллизатора.
Ниже изобретение поясняется более подробно примерами выполнения, представленными на фиг. 1 и 2.
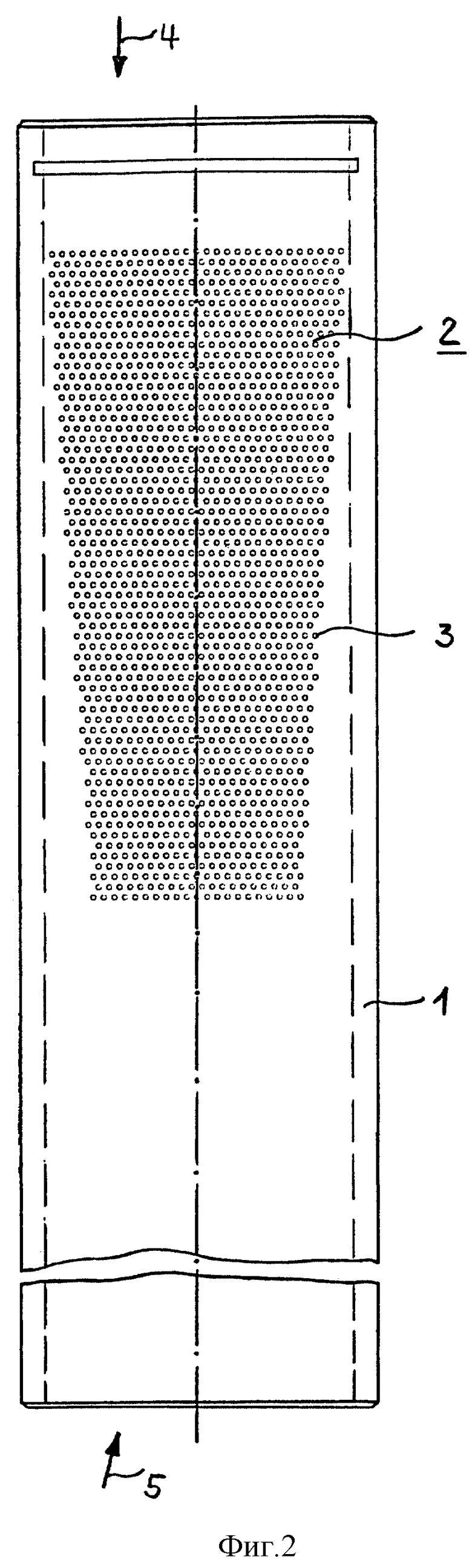
На фиг. 1 схематически показан в виде сбоку трубчатый кристаллизатор и фиг. 2 - вид сбоку другого трубчатого кристаллизатора с зоной оптимизированного охлаждения поверхности.
На фиг. 1 представлен трубчатый кристаллизатор 1 для непрерывной разливки стали с квадратным поперечным сечением прутка 170 и 170 мм2. Толщина стенки изогнутого кристаллизатора 1 (радиус разливки 800 мм) составляет 18 мм. Фасонная полость кристаллизатора 1 длиной около 800 мм делится на две конусные зоны. Первая зона, имеющая в направлении разливки часть длиной 320 мм, имеет конусность 2,4%м. Для примыкающей к ней части длиной 480 мм конусность составляет 1% м.
Как видно на фиг. 1, зона 2 оптимизированного охлаждения с углублениями 3, имеющими треугольную форму в поперечном сечении, на поверхности кристаллизатора 1 со стороны охлаждения начинается на 60 мм ниже стороны разливки и составляет часть длиной 310 мм. Сторона заливки кристаллизатора 1 обозначена стрелкой 4.
Для достижения оптимальных условий отверждения прутка, полученного непрерывной разливкой, является особенно предпочтительным расположить зону 2 с определенной структурой на внешней стороне дуги трубчатого кристаллизатора 1.
Расстояние между серединой углублений 3, имеющих в поперечном сечении треугольную форму, составляет в направлении разливки 8 мм, причем отдельные углубления 3 имеют ширину 4 мм. Максимальное удлинение углублений 3 перпендикулярно к поверхности составляет 1,2 мм. Соответствующие геометрические характеристики зоны 2 оптимизированного охлаждения определяются в результате исследований технологии литья.
Другой пример выполнения показан на фиг. 1. Трубчатый кристаллизатор 1, применяемый также для непрерывной разливки с квадратными поперечными сечениями, имеет зону 2 оптимизированного охлаждения, состоящую из множества углублений 3 круглой формы. Зона 2, имеющая в общем виде трапециевидную форму, при этом проходит на длине, равной 250 мм, причем она сужается в направлении разливки, приблизительно, на 30%. Стрелкой 4 показана сторона разливки, а стрелкой 5 - конец со стороны выхода прутка.
На обеих фигурах представлен вид на изогнутые стороны трубчатого кристаллизатора. Однако само собой разумеется, что изобретение может применяться в кристаллизаторах для разливки блоков и пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР, ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ | 1997 |
|
RU2182058C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМООБРАЗУЮЩЕГО КОРПУСА КРИСТАЛЛИЗАТОРА И КОРПУС КРИСТАЛЛИЗАТОРА | 1998 |
|
RU2211111C2 |
| ТРУБКА ТЕПЛООБМЕННИКА | 1997 |
|
RU2179292C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 1999 |
|
RU2240892C2 |
| СПОСОБ ВЗРЫВНОЙ КАЛИБРОВКИ КРИСТАЛЛИЗАТОРА | 2002 |
|
RU2301128C2 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩИЙ МЕДНЫЙ СПЛАВ В КАЧЕСТВЕ МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 2002 |
|
RU2307000C2 |
| ГИЛЬЗА КРИСТАЛЛИЗАТОРА | 2003 |
|
RU2319575C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2414322C2 |
| КРИСТАЛЛИЗАТОР ЖИДКОСТНОГО ОХЛАЖДЕНИЯ | 2004 |
|
RU2359779C2 |
| ТРУБЧАТЫЙ КРИСТАЛЛИЗАТОР | 2003 |
|
RU2304485C2 |
Изобретение относится к непрерывной разливке стали, конкретнее к кристаллизаторам. Кристаллизатор выполнен с многократно конусной фасонной полостью (ФП). ФП открыта с двух сторон. Поперечное сечение ФП на конце со стороны заливки больше, чем на конце со стороны отливаемой заготовки. Поверхность ФП со стороны охлаждения выполнена по меньшей мере с одной зоной с повышенным коэффициентом теплопроводности (ЗПК). ЗПК выполнена из углублений с треугольным, трапециевидным или круглым поперечным сечением. Углубления расположены поперечно к направлению разливки. Расстояние между серединами углублений 1 - 10 мкм. Изобретение позволяет повысить производительность, качество прутка, срок службы кристаллизатора. 10 з.п.ф-лы, 2 ил.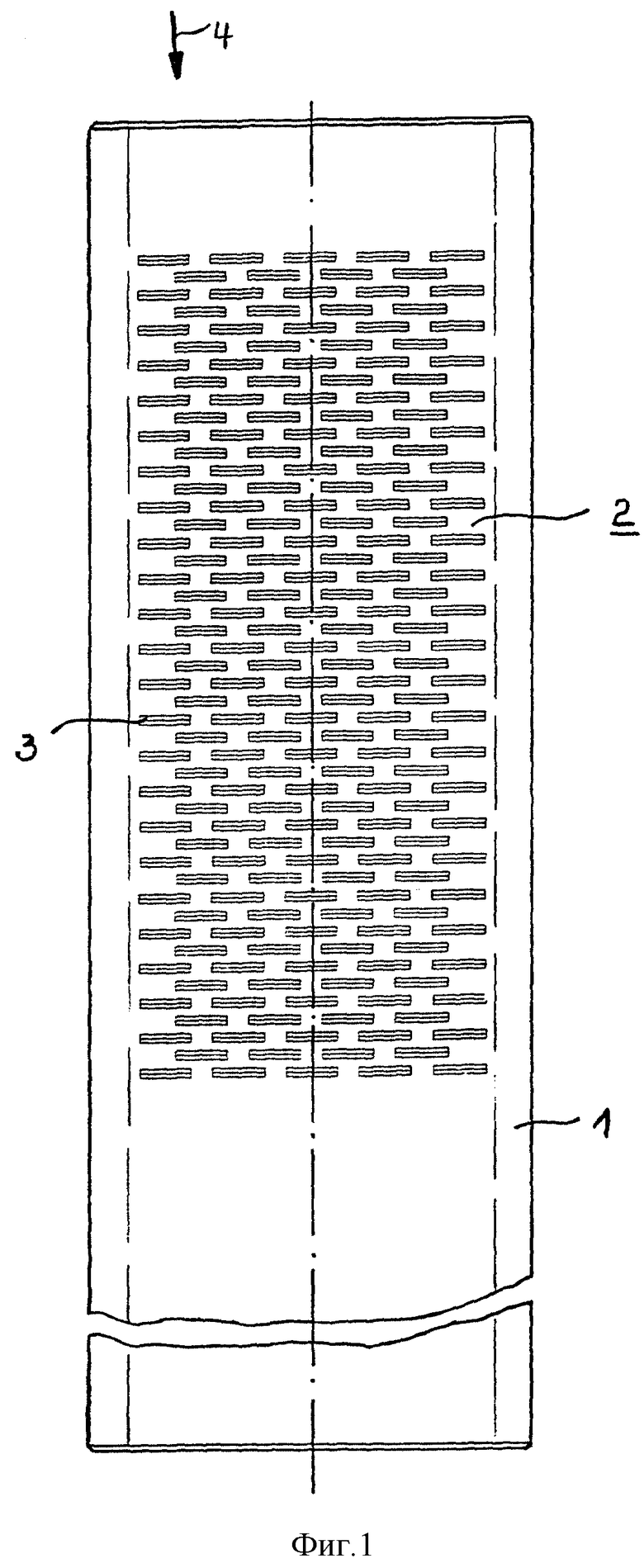
| СПОСОБЫ РЕГУЛИРОВАНИЯ МОТОРИКИ ЖЕЛУДОЧНО-КИШЕЧНОГО ТРАКТА | 1994 |
|
RU2177331C2 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Кристаллизатор для установок непрерывной разливки стали | 1980 |
|
SU904879A1 |
| ГЕРМАНН Э | |||
| Непрерывное литье | |||
| Государственное научно-техническое издание литературы по черной и цветной металлургии | |||
| - М., 1961, с.176-177, рис.507-511. | |||

