Изобретение относится к гильзе кристаллизатора из меди для непрерывной разливки металлов в соответствии с признаками в ограничительной части пунктов 1 и 4 формулы изобретения.
К уровню техники относятся гильзы кристаллизаторов с прямоугольными внутренними и наружными поперечными сечениями, а также с закругленными участками продольных кромок, имеющие номинальную толщину стенок, составляющую 8-10% от расстояния между противолежащими у устья гильзы фронтально относительно друг друга внутренними поверхностями.
Кроме того, в отношении гильз кристаллизаторов известно, что внутренние поверхности косвенно подвергаются воздействию охлаждающих сред, отводящих тепло и подводимых снаружи стенки гильзы. При этом гильзы кристаллизатора могут быть снабжены кожухами с подогнанными внешними контурами, которые совместно с наружными поверхностями гильз кристаллизатора образуют точно заданные зазоры, через которые проводятся охлаждающие среды. Кроме того, охлаждающие среды могут протекать по выполненным вертикально в стенках гильз кристаллизатора каналам охлаждения. Наконец, еще известен способ нагружать наружные поверхности гильз кристаллизатора охлаждающими средами через распылительные сопла.
При стремлении на практике повысить скорость разливки, а именно выше 2,5 м/мин, вследствие ограниченной мощности теплопередачи исходных материалов гильз кристаллизатора выделяемое тепло может только частично передаваться охлаждающим средам, отводящим тепло. Следствием этого являются частичные перегревы и при этом повреждения внутренних поверхностей гильз кристаллизатора. Такое положение наблюдается, в частности, на участках по высоте изменяющегося по уровню зеркала ванны или на участке первых фаз первичных затвердеваний разливаемых металлов, так как там имеется наибольшее поступление тепла в материал кристаллизатора.
В основе изобретения - исходя из уровня техники - лежит задача создания гильзы кристаллизатора из меди для непрерывной разливки металлов, которая обеспечивает, в частности, при скоростях разливки >2,5 м/мин безупречный перенос тепла из разливаемого металла в охлаждающую среду.
Данная задача решается, с одной стороны, признаками отличительной части пункта 1 формулы изобретения и альтернативно признаками отличительной части пункта 4 формулы изобретения.
В соответствии с первым решением изобретения теперь толщина стенки гильзы кристаллизатора прямоугольного сечения на участках продольных кромок относительно толщины стенки на участках стенки между участками продольных кромок задана на 10-40% меньше. Эта мера приводит к тому, что и при скоростях разливки >2,5 м/мин образующееся тепло может быть беспрепятственно передано в соответствующую охлаждающую среду независимо от того, подводится ли охлаждающая среда в зазоре между гильзой кристаллизатора и окружающим гильзу кристаллизатора кожухом, проходит ли охлаждающая среда в каналах охлаждения в стенке гильзы кристаллизатора или наружные поверхности гильзы кристаллизатора опрыскиваются непосредственно охлаждающей средой.
Предпочтительно толщина стенки в соответствии с изобретением на участках продольных кромок выбрана на 25-30% меньше толщины стенки на участках стенки между участками продольных кромок.
Уменьшение толщины стенки может быть распространено по всей длине гильзы кристаллизатора.
Но также возможно в зависимости от соответствующих местных условий, чтобы в соответствии с изобретением уменьшение толщины стенки на участках продольных кромок было ограничено до участка по высоте, на котором расположено соответствующее зеркало ванны с жидким металлом.
Согласно второму альтернативному решению в соответствии с изобретением толщина стенок гильзы кристаллизатора уменьшена на участке высоты зеркала ванны жидкого металла по всему периметру до 10-40% от номинальной толщины стенки. Поперечное сечение гильзы кристаллизатора может быть многоугольным, то есть, например, прямоугольным, или также круглым.
И в данном случае в соответствии с изобретением предпочтительное уменьшение толщины стенок составляет 25-30% от номинальной толщины стенок.
В соответствии с изобретением зеркало ванны в гильзе кристаллизатора находится на участке высоты, который проходит от торца заполнения до примерно 500 мм от торца заполнения.
По опыту уровень высоты зеркала ванны предпочтительно составляет между 80 мм и 180 мм ниже торца заполнения.
Ниже изобретение поясняется подробнее со ссылкой на изображенные на чертеже примеры выполнения. Показано:
на фиг.1 в перспективе гильза кристаллизатора;
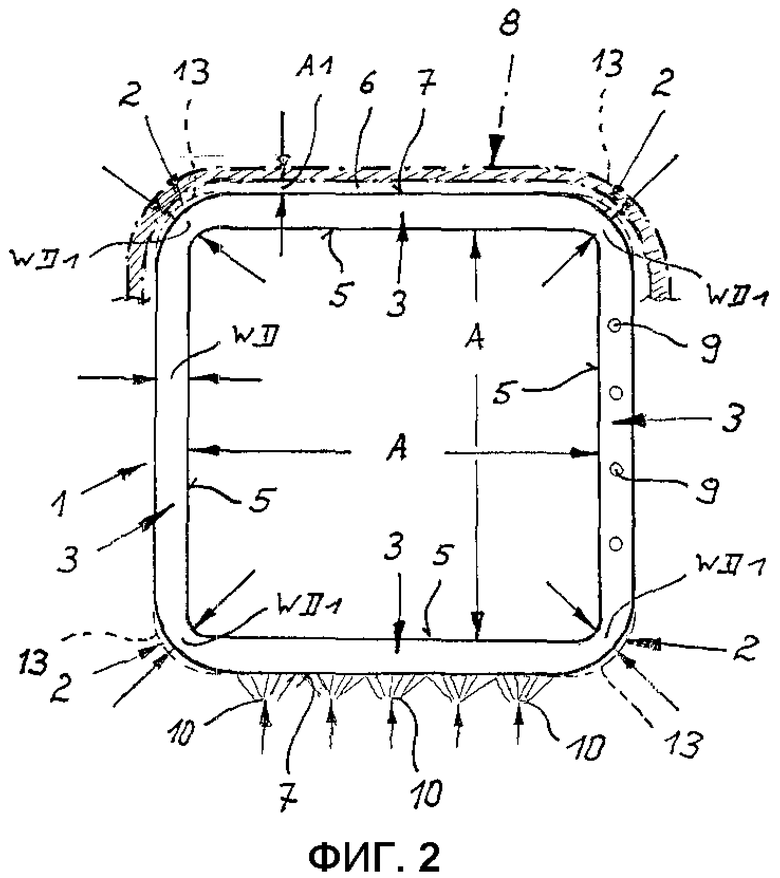
на фиг.2 в увеличенном масштабе вид сверху гильзы кристаллизатора на фиг.1 с тремя разными вариантами охлаждения;
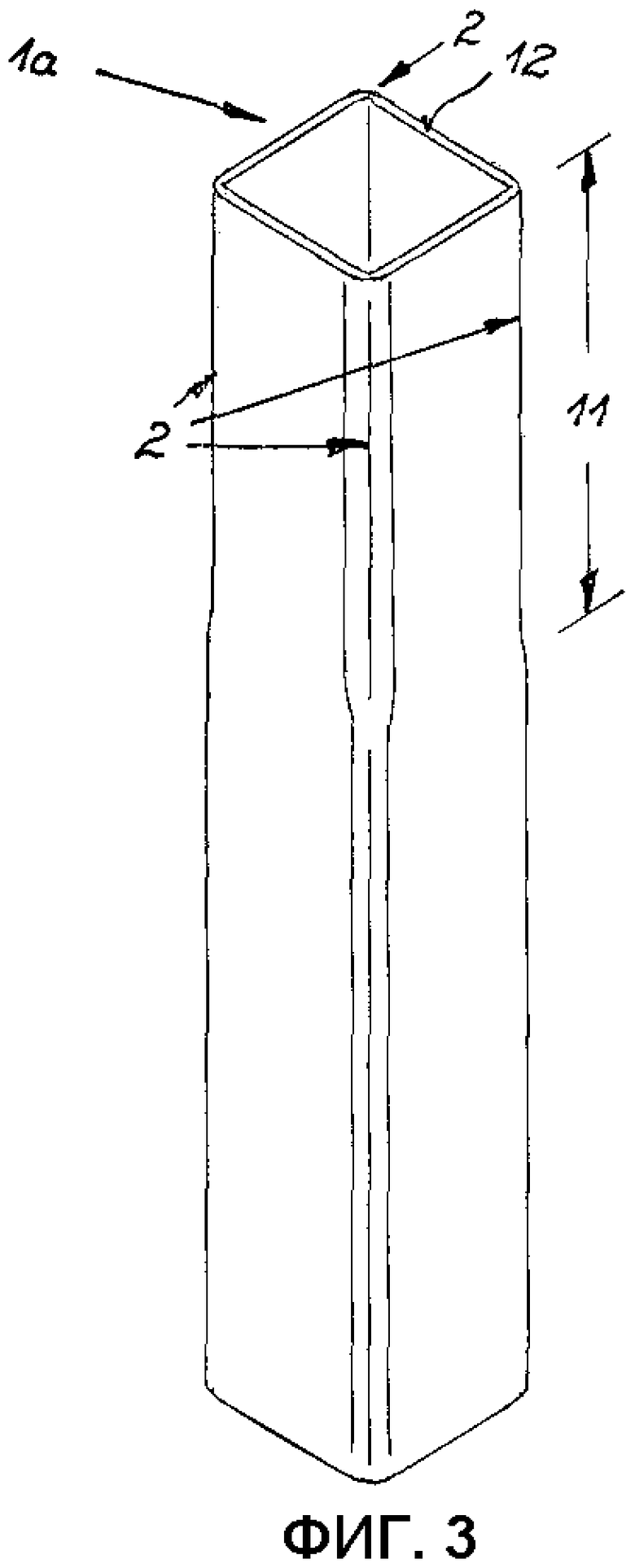
на фиг.3 в перспективе следующий вариант выполнения гильзы кристаллизатора;
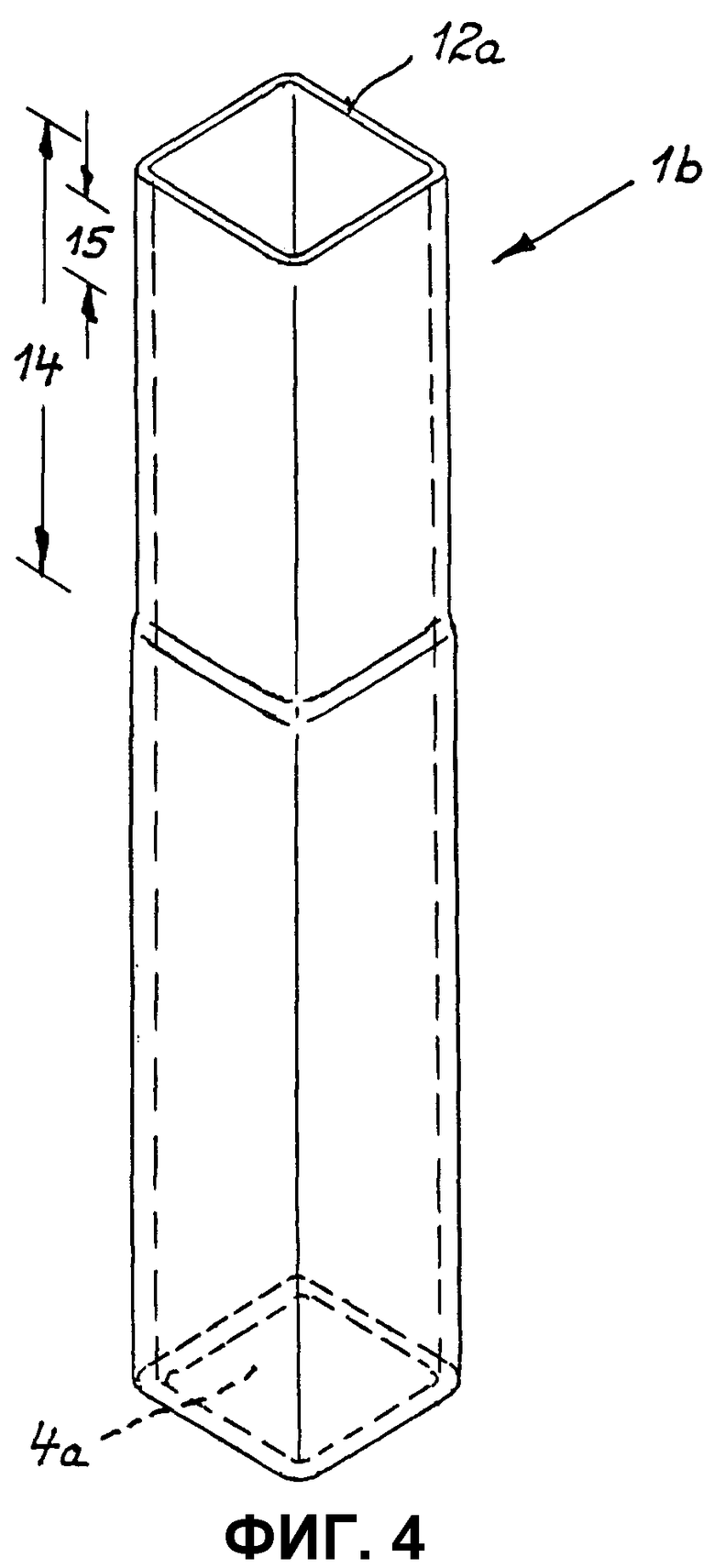
на фиг.4 в перспективе третий вариант выполнения гильзы кристаллизатора и
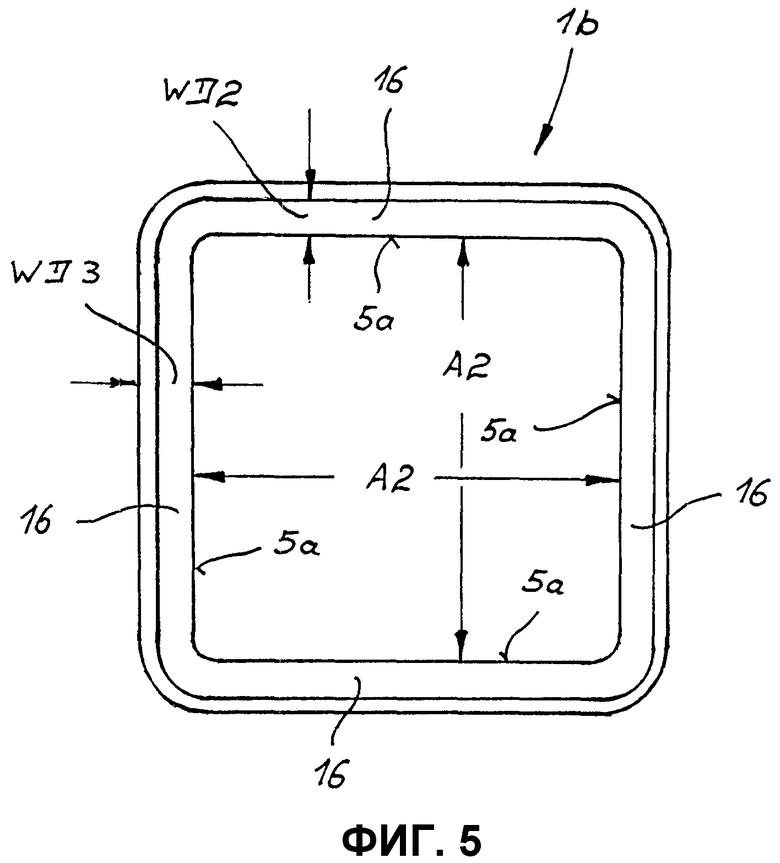
на фиг.5 в увеличенном масштабе вид сверху гильзы кристаллизатора по фиг.4.
На фиг.1 и 2 цифра 1 обозначает гильзу кристаллизатора из меди для непрерывной разливки металлов, в частности стали.
Гильза 1 кристаллизатора имеет прямоугольное внутреннее и наружное поперечное, сечение с закругленными внутри и наружи участками 2 продольных кромок. Так называемая номинальная толщина стенок WD участков 3 стенок между участками 2 продольных кромок составляет 8-10% от расстояния А между расположенными фронтально напротив друг друга у устья 4 гильзы внутренними поверхностями 5.
Толщина WD1 стенок на участках 2 продольных кромок составляет относительно толщины стенок WD на участках 3 стенок между участками 2 продольных кромок на 10-40% меньше.
Разные значения толщины WD и WD1 гильзы 1 кристаллизатора на фиг.1 и 2 имеются по всей высоте Н (длине) гильзы 1 кристаллизатора.
Охлаждение гильзы 1 кристаллизатора может производиться в соответствии с обозначенным на фиг.2 первым вариантом выполнения охлаждающей среды, проходящей в зазоре 6, образованном между наружной поверхностью 7 гильзы 1 кристаллизатора и кожухом 8, окружающим гильзу 1 кристаллизатора с определенным промежутком A1.
Показанный на фиг.2 второй вариант выполнения предусматривает введенные в участки 3 стенок гильзы 1 кристаллизатора продольные каналы 9, нагружаемые соответствующей охлаждающей средой.
Наконец, фиг.2 показывает еще один вариант осуществления метода охлаждения, при котором наружные поверхности 7 гильзы 1 кристаллизатора охлаждаются на частичных участках или все вместе с помощью охлаждающей среды, которая разбрызгивается на эти поверхности 7 из сопел 10.
Фиг.3 показывает гильзу 1а кристаллизатора из меди для непрерывной разливки металлов, в которой уменьшение толщины стенок на участках 2 продольных кромок ограничено до участка 11 высоты, на котором находится уровень не показанного более подробно зеркала ванны с жидким металлом. Данный участок 11 высоты проходит, как правило, между торцом 12 заполнения гильзы 1а кристаллизатора и участком, расположенным приблизительно на 500 мм ниже торца 12 заполнения.
Охлаждение гильзы 1а кристаллизатора может производиться так же, как и гильзы 1 кристаллизатора. В этом отношении повторное пояснение излишне.
Из общего рассмотрения фиг.2 и 3 дополнительно видно, каким образом осуществляется уменьшение толщины стенки на участках продольных кромок 2. Первоначальное прохождение наружного периметра гильзы 1а кристаллизатора на нижнем участке по высоте представлено на фиг.2 прерывистой линией 13.
В варианте выполнения гильзы 1b кристаллизатора из меди для непрерывной разливки металлов согласно фиг.4 и 5 на участке 14 высоты не показанного более подробно зеркала ванны с жидким металлом толщина WD2 стенки гильзы 16 уменьшена по всему периметру до 10-40% от номинальной толщины WD3 стенки. Этот участок 14 высоты проходит от торца 12а заполнения приблизительно на расстоянии 500 мм в направлении к устью 4а гильзы. Зеркало ванны как таковое находится в большинстве случаев на участке 15 высоты между 80 мм и 180 мм ниже торца 12а заполнения.
И в данном варианте выполнения номинальная толщина WD3 стенки составляет 8-10% от расстояния А2 между внутренними поверхностями 5а, находящимися фронтально друг против друга у устья 4а гильзы.
Вариант выполнения на фиг.4 и 5 гильзы 1b кристаллизатора может охлаждаться так, как пояснено с помощью фиг.2. Поэтому повторное описание можно опустить.
Перечень позиций:
1 - гильза кристаллизатора
1a - гильза кристаллизатора
1b - гильза кристаллизатора
2 - участки продольных кромок гильзы кристаллизатора
3 - участки стенок между участками продольных кромок
4 - устье гильзы кристаллизатора
4а - устье гильзы кристаллизатора
5 - внутренние поверхности гильзы кристаллизатора
5а - внутренние поверхности гильзы кристаллизатора
6 - зазор
7 - наружные поверхности гильзы кристаллизатора
8 - кожух вокруг гильзы кристаллизатора
9 - продольные каналы в участках стенок
10 - сопла
11 - участок высоты
12 - торец заполнения
12а- торец заполнения
13 - периметр
14 - участок высоты
15 - участок высоты
16 - стенка гильзы
А - расстояние между внутренними поверхностями
A1 - расстояние между наружной поверхностью и кожухом
А2 - расстояние между внутренними поверхностями
Н - высота гильзы кристаллизатора
WD - номинальная толщина стенки
WD1 - толщина стенки на участке продольных кромок
WD2 - толщина стенки на участке высоты
WD3 - номинальная толщина стенки гильзы кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКИХ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛЕЙ, ПРИ ВЫСОКОЙ СКОРОСТИ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛИГОНАЛЬНЫХ СОРТОВЫХ, ЧЕРНОВЫХ И ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПРОКАТА НА БЛЮМИНГЕ ЗАГОТОВОК | 2003 |
|
RU2320453C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| РЕСУРСОСБЕРЕГАЮЩИЙ КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2023 |
|
RU2799513C1 |
| КРИСТАЛЛИЗАТОР ЖИДКОСТНОГО ОХЛАЖДЕНИЯ | 2004 |
|
RU2359779C2 |
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2415731C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКИХ ПЛОСКИХ СЛИТКОВ ИЗ МЕТАЛЛА | 1996 |
|
RU2149074C1 |
Изобретение относится к непрерывной разливке металлов. Гильза кристаллизатора изготовлена из меди и согласно первому варианту имеет прямоугольные внутреннее и наружное поперечные сечения с закругленными участками продольных кромок. По второму варианту Гильза имеет многоугольное или круглое внутреннее и наружное поперечные сечения. Номинальная толщина стенки составляет 8-10% от расстояния между расположенными у устья трубы противолежащими внутренними поверхностями или от внутреннего диаметра у устья трубы. По первому варианту толщина закругленных участков продольных кромок на 10-40% меньше номинальной толщины стенки. По второму варианту толщина стенки уменьшена по всему периметру до 10-40% от номинальной толщины стенки на участке высоты зеркала жидкого металла. Улучшаются условия охлаждения разливаемого металла при высоких скоростях разливки. 2 н. и 5 з.п. ф-лы, 5 ил.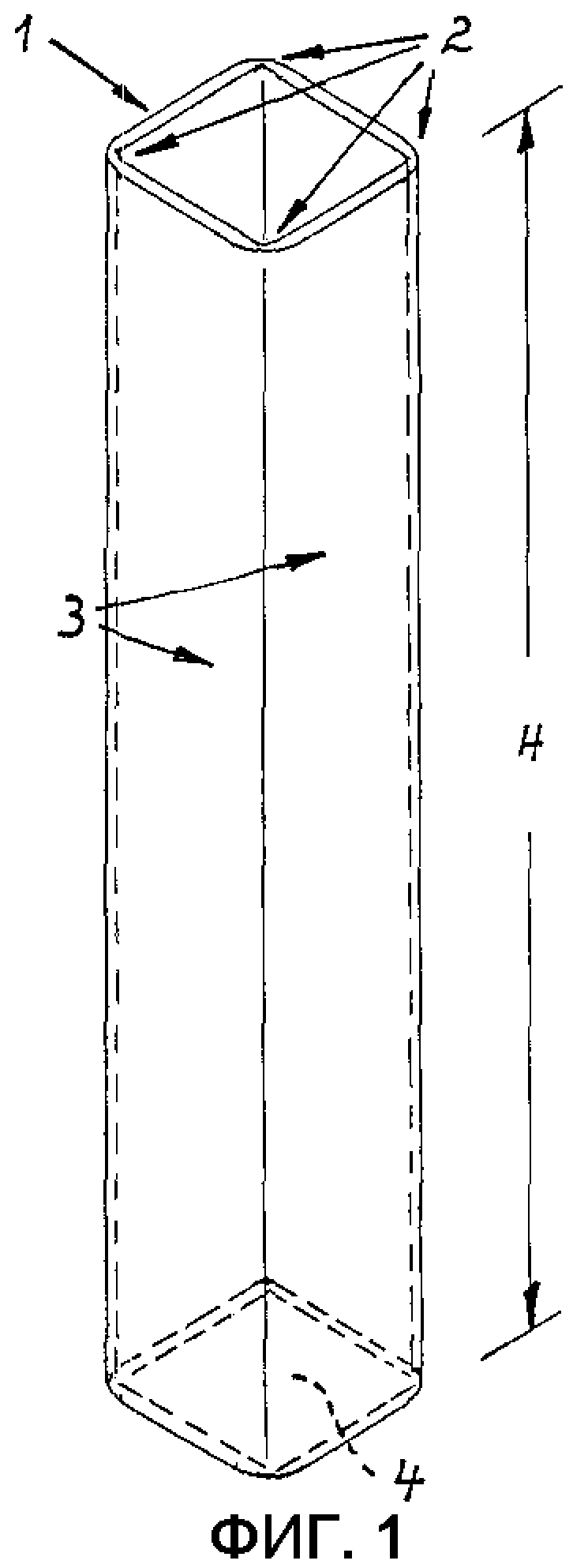
| СПОСОБ ОЧЙС'ГКЙ ИНДИЕВЫХ РАСТВОРОЙ | 0 |
|
SU266753A1 |
| JP 57031449 A, 19.02.1982 | |||
| Устройство для непрерывного литья крупных слитков из алюминиевых сплавов | 1990 |
|
SU1740125A1 |
| JP 61276749 A, 12.06.1986 | |||
| Кристаллизатор для непрерывной разлив-Ки МЕТАллОВ | 1973 |
|
SU835614A1 |

