Изобретение относится к охлаждаемому жидкостью кристаллизатору с признаками ограничительной части п. 1 формулы изобретения.
Из DE 197 16 450 A1 известны охлаждаемые жидкостью кристаллизаторы для непрерывной разливки тонких стальных плоских заготовок, в которых предусмотрены две размещенные друг против друга, составленные из медной пластины и стальной опорной пластины широкие боковые стенки. Ограничивающие полость формы медные пластины закреплены с возможностью разъединения на опорных пластинах с помощью металлических болтов. Металлические болты приварены на медные пластины. При этом дополнительно использовано никелевое кольцо в качестве присадочного материала для сварки. Благодаря свариванию металлических болтов с медной пластиной осуществляется точечное поступление тепла, которое на месте сварки сопровождается отрицательными изменениями структуры. Дополнительно в применяемом обычно способе приваривания болтов необходима дополнительная проверка сварного соединения. Если металлический болт повреждается, то его необходимо с затратами отделить от медной пластины и заменить новым металлическим болтом.
К уровню техники относится далее установка резьбовых вставок непосредственно в медную пластину кристаллизатора так, чтобы можно было закрепить пластину кристаллизатора болтами с резьбой на переходной пластине или водяной рубашке кристаллизатора. Но при этом в пластинах кристаллизатора меньшей толщины стенок может быть занижен безопасный промежуток между дном сверления резьбовой втулки и поверхностью разливки пластины кристаллизатора. Обычно необходим безопасный промежуток приблизительно 6-25 мм для того, чтобы обеспечить последующую обработку края разливочной установки.
Если сумма необходимой для ввинчивания резьбовых втулок глубины и необходимого для надежной работы пластин кристаллизатора промежутка между дном сверления и разливочной стороной больше толщины стенки пластины кристаллизатора, то остается только возможность прибегнуть к другим менее эффективным формам соединения.
ЕР 1 138 417 А1 раскрывает охлаждаемый жидкостью кристаллизатор прямоугольного сечения для непрерывной разливки металлов, в частности стальных материалов, в которых пластины кристаллизатора соединены крепежными болтами соответственно с водяной рубашкой и опорной пластиной. При этом крепежные болты входят в установленные на стороне воды каждой пластины кристаллизатора фасонные детали, которые паяными соединениями или электронно-лучевой сваркой соединены с силовым замыканием с пластиной кристаллизатора.
В данном решении недостатком является то, что, как правило, должны быть предусмотрены дополнительные углубления в водяной рубашке или в переходной пластине для того, чтобы установить в них крепежные детали, выступающие из стороны охлаждающего средства пластины кристаллизатора. Затем необходимо ввести дополнительные каналы для охлаждающего средства или в пластину кристаллизатора или в переходную пластину.
Исходя из этого, в основу изобретения положена задача усовершенствования охлаждаемого жидкостью кристаллизатора для непрерывной разливки металлов в части соединения медных пластин кристаллизатора, в частности, с малой толщиной стенки, на переходной пластине или водяной рубашке таким образом, чтобы было возможно аэрогидродинамически благоприятное соединение с переходной пластиной или водяной рубашкой.
Другая задача усматривается в предоставлении к тому же особо износостойкого кристаллизатора с одновременно тонкостенными пластинами.
Для решения первой задачи изобретение предлагает кристаллизатор с признаками п. 1 формулы изобретения. Существенной составной частью кристаллизатора в соответствии с изобретением являются выступающие из пластины кристаллизатора отдельные в виде островков плоские выступы, которые входят в выполненный между пластиной кристаллизатора и переходной пластиной или водяной рубашкой зазор для охлаждающего средства. Плоские выступы или промежутки между плоскими выступами образуют при этом, по меньшей мере, на определенной высоте зазор для охлаждающего средства. При достаточной скорости потока охлаждающего средства отпадает необходимость в других канавках на стороне охлаждающего средства в пластине кристаллизатора или на обращенной к пластине кристаллизатора стороне переходной пластины или водяной рубашки. Следовательно, технологические затраты при решении в соответствии с изобретением меньше по сравнению с решениями, при которых выполняют трудоемкие направляющие для охлаждающего средства.
Форма плоских выступов в виде островков выбрана такой, чтобы гидравлическое сопротивление в зазоре для охлаждающего средства по возможности было малым. Поэтому плоские выступы имеют обтекаемую форму, подогнанную к направлению потока охлаждающего средства.
В частности, когда крепежные болты находятся в зацеплении с закрепленными в плоских выступах резьбовыми вставками, кристаллизатор в соответствии с изобретением дает преимущество обычного разъемного соединения между переходной пластиной или водяной рубашкой и пластиной кристаллизатора, а именно, также и тогда, когда применяются очень тонкостенные пластины кристаллизатора. Высота плоских выступов может быть при этом выбрана в зависимости от высоты резьбовых вставок.
Особенно малое гидравлическое сопротивление создается, когда плоские выступы выполнены ромбовидными. Также малые значения сопротивления создаются, когда плоские выступы выполнены каплеобразными или эллиптическими.
Особое преимущество усматривается в том, что пластина кристаллизатора через плоские выступы опирается на смежную переходную пластину или смежную водяную рубашку. В данном случае не требуются дополнительные распорные элементы для выполнения зазора для охлаждающего средства, так как плоские выступы определяют промежуток между пластиной кристаллизатора и переходной пластиной или водяной рубашкой и тем самым также и ширину зазора для охлаждающего средства. Это имеет то преимущество, что в принципе не должны предусматриваться другие канавки или углубления для направления охлаждающего средства в переходной пластине или пластине кристаллизатора. Другими словами, переходная пластина и пластина кристаллизатора могут быть выполнены плоскими за исключением плоских выступов на стороне охлаждающего средства, вследствие чего в принципе отпадают технологические затраты для изготовления дополнительных каналов или канавок для охлаждающего средства. По выбору можно, разумеется, предусмотреть каналы или канавки для охлаждающего средства как в переходной пластине, так и в пластине кристаллизатора, по меньшей мере, на некоторых участках.
Следующее преимущество в пластине кристаллизатора в соответствии с изобретением следует усматривать в том, что действующие на крепежные болты зажимные усилия вводятся непосредственно через соседнюю сквозному отверстию опору плоских выступов на переходной пластине кратким путем в переходную пластину или водяную рубашку. Тем самым в пластине кристаллизатора не возникают изгибающие моменты.
Оптимальный ввод исходящих от крепежных болтов зажимных усилий в пластину кристаллизатора создается тогда, когда плоские выступы имеют скругленный в сторону пластины кристаллизатора переходный участок. Благодаря этому устраняются нежелательные местные напряжения в зоне соединения плоских выступов.
В соответствии с изобретением предусмотрено, что плоские выступы выполнены цельными с пластиной кристаллизатора. В данном случае представляется возможным обрабатывать сторону охлаждающего средства пластины кристаллизатора фрезерованием, причем тогда формуются плоские выступы.
В рамках изобретения можно также изготовить плоские выступы в виде отдельных деталей и затем соединить их с пластиной кристаллизатора. Предпочтительны способы соединения с замыканием по материалу, например сварка или пайка. При большой разнице материалов возможно также склеивание плоских выступов с пластиной кристаллизатора.
Предпочтительно согласно изобретению кристаллизатор может иметь пластины кристаллизатора, толщина стенки которых менее 2,5-кратного значения диаметра крепежных болтов. Значения диаметра крепежных болтов обычно находятся в пределах примерно от 8 мм до 20 мм.
В соответствии с изобретением зазор для охлаждающего средства примыкает к вводам для охлаждающего средства, проходящим через переходную пластину, с возможностью пропускания жидкости. Тем, что зазор для охлаждающего средства через вводы в переходной пластине находится в соединении с рубашкой охлаждения за переходной пластиной, дополнительные боковые подводы охлаждающего средства, как, например, они известны из уровня техники в виде глубоких сверлений внутри пластины кристаллизатора, не требуются. В частности, подвод и отвод охлаждающего средства может полностью осуществляться через переходную пластину, которая для этой цели снабжена предпочтительно на равномерных расстояниях подводами и отводами для охлаждающего средства так, что достигается необходимое охлаждение кристаллизатора.
Особое преимущество в рамках изобретения усматривается тогда, когда пластина кристаллизатора с малой толщиной стенки с переходной пластиной образуют предварительно смонтированный блок пластин, который как таковой может соединяться вместе с водяной рубашкой. Благодаря малой толщине стенки пластины кристаллизатора, интегрированию зазора для охлаждающего средства через плоские выступы и вследствие находящихся непосредственно в переходной пластине вводов для охлаждающего средства такие блоки пластин можно применять для замены пластин кристаллизатора одинаковых общих размеров и присоединительных размеров. Выполненными таким образом блоками пластин можно полностью и без больших затрат заменить пластины кристаллизатора значительно больших размеров из меди или медного сплава. Применение блока пластин из пластины кристаллизатора и повторно используемой переходной пластины значительно экономичнее, чем замена массивной пластины кристаллизатора из меди или медного сплава после достижения ее предела износа новой. В кристаллизаторе в соответствии с изобретением необходимо только заменять пластину кристаллизатора с малой толщиной стенки на новую пластину кристаллизатора или дорабатывать на используемых до сих пор обрабатывающих станках. Пластина кристаллизатора имеет предпочтительно одинаковую толщину стенки по всей своей длине.
В частности, для достижения высокой скорости литья и увеличения срока службы можно применять пластины кристаллизатора из термически упрочненного медного материала с пределом текучести >300 MPa.
Благодаря применению медных материалов с высоким пределом текучести можно уменьшить измеренную между зазором для охлаждающего средства и разливочной стороной толщину стенки пластины кристаллизатора до таких величин, которые составляют примерно от 5 мм до 25 мм, предпочтительно 10 мм - 18 мм.
При применении кристаллизатора в соответствии с изобретением для больших скоростей литья, в частности, при скоростях литья более 5 м/мин предусмотрено, что пластина кристаллизатора имеет измеренную в направлении литья длину примерно от 1,0 м до 1,5 м, предпочтительно 1,1 м - 1,4 м.
В зависимости от ожидаемых механических и тепловых нагрузок, а также от жесткости пластины кристаллизатора плоские выступы могут быть расположены на расстоянии друг от друга примерно от 50 мм до 250 мм.
С целью уравнивания термических напряжений предусмотрено включение между поверхностью плоских выступов и переходной пластиной или водяной рубашкой обеспечивающее относительные движения вспомогательное средство скольжения. Относительными движениями являются такие, которые осуществляются в плоскости соприкасающихся поверхностей плоского выступа и переходной пластины или водяной рубашки. Вспомогательное средство скольжения может быть предусмотрено на переходной пластине или водяной рубашке и/или поверхности плоских выступов. Вспомогательным средством скольжения может быть, в частности, покрытие на основе политетрафторэтилена (PTFE). Возможно также применение скользящих пластин.
Для относительного движения между пластиной кристаллизатора и переходной пластиной на участке соединения существенным является, то, чтобы крепежные болты допускали такое относительное смещение. Для этого предусмотрены крепежные болты, которые в принципе проходят через сквозные отверстия в переходной пластине или водяной рубашке с достаточным зазором. Дополнительно можно также предусмотреть под предохраняющей крепежный болт головкой вспомогательное средство скольжения. Это могут быть скользящие шайбы или скользящие покрытия. Соответствующие пары поверхностей имеют при этом низкие величины трения скольжения и/или сцепления, в частности, менее 0,1. Соответствующая вспомогательным средствам скольжения поверхность может быть с этой целью, например, хромирована, полирована или закалена. Также возможно включение под головкой болта элементов, которые обеспечивают движение болта с резьбой относительно затянутых друг с другом деталей. В данном случае возможна, например, шайба с шаровой поверхностью, установленная с одной стороны или с двух сторон в конических поверхностях. Спаренная комбинация конус/шар обеспечивает в отношении каждой пары поверхностей движение опрокидывания, причем вследствие наложения данных противонаправленных движений опрокидывания вызывается боковое относительное движение болта с резьбой.
Согласно изобретению достигается улучшение относительного смещения пластины кристаллизатора относительно переходной пластины или водяной рубашки, а именно, благодаря тому, что прилегающие к переходной пластине или водяной рубашке поверхности плоских выступов находятся в параллельных друг другу плоскостях. Вследствие этого, в частности, в пластинах кристаллизатора с выполненными по центру выпуклостями для формования воронки следует считаться с тем обстоятельством, что расположенные на участке выпуклости плоские выступы поверхностями, проходящими на расстоянии касательно к выпуклости, определяют другую плоскость скольжения. Тем самым плоскости скольжения пересекаются и могут мешать беспрепятственному относительному движению пластин кристаллизатора. Эта проблема решается благодаря проходящим параллельно друг другу плоскостям скольжения. В частности, благодаря взаимному выравниванию поверхностей плоских выступов или образованных в результате этого плоскостей скольжения задается определенное направление расширения пластины кристаллизатора, исключая при этом возникновение деформации пластины кристаллизатора относительно переходной пластины или водяной рубашки.
Согласно изобретению пластина кристаллизатора на термически более всего нагруженном участке соприкосновения с расплавом стали, в частности, на участке высоты зеркала расплава снабжена запирающим диффузионным слоем. Запирающие диффузионные слои могут быть образованы металлическим/металлоидным материалом, а также могут состоять из лаков, смол или пластмасс и керамических материалов. Запирающий диффузионный слой размещен предпочтительно в верхней половине пластины кристаллизатора. Он может иметь толщину 0,002 мм - 0,3 мм, в частности, толщину 0,005 мм - 0,1 мм. Запирающий диффузионный слой может быть образован также в виде многослойного материала с покровным слоем из керамического материала. Покровный слой выполняет функцию теплоизоляции. Предпочтительно покровный слой состоит из минералокерамического материала, например, окиси алюминия (Al2O3), окиси циркония (ZrO2) или окиси магния (MgO).
Дополнительно пластина кристаллизатора может быть снабжена под зеркалом расплава износостойким защитным слоем, толщина которого увеличивается в направлении разлива. Предпочтительно нижняя половина стороны разлива пластины кристаллизатора снабжена подобным износостойким защитным слоем. Так как тонкостенные пластины кристаллизатора имеют малый объем износа, то особым преимуществом является, если износостойкий защитный слой по толщине слегка увеличивается в направлении разлива, то есть, к нижнему концу пластины кристаллизатора. Износостойкий защитный слой тем самым выполнен в поперечном сечении клиновидным. Толщина слоя может при этом увеличиваться примерно от 0,1 мм до 1 мм.
В качестве материалов покрытия для износостойкого защитного слоя применяются никель и никелевые сплавы. Возможны также способы нанесения покрытий распылением, например высокоскоростное газопламенное напыление (HVOF), напыление проволоки или плазменное напыление по отдельности или в комбинации. Нанесенными способом распыления материалами покрытия могут быть, например, WCCo или уже указанные минералокерамические материалы, например, окись алюминия (Al2O3), окись циркония (ZrO2) или также материалы на основе NiCrB.
Ниже изобретение поясняется подробнее со ссылкой на изображенный на чертежах пример выполнения. Показано:
Фиг. 1 - в перспективном изображении вид сзади на блок, состоящий из пластины кристаллизатора и переходной пластины, частично в разрезе;
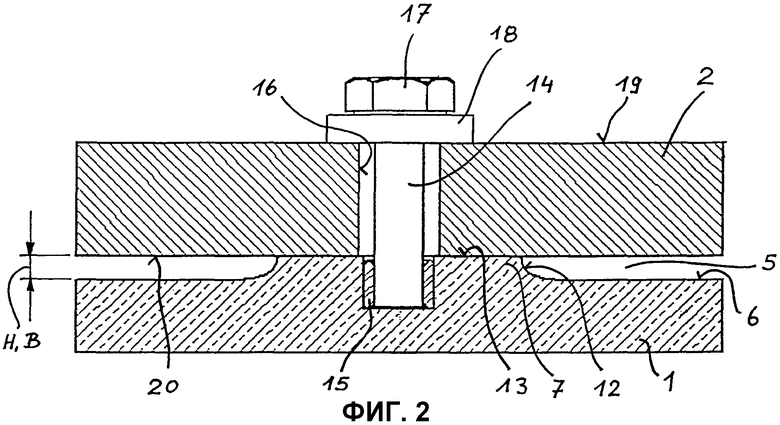
Фиг. 2 - поперечное сечение переходной пластины и пластина кристаллизатора на участке плоского выступа;
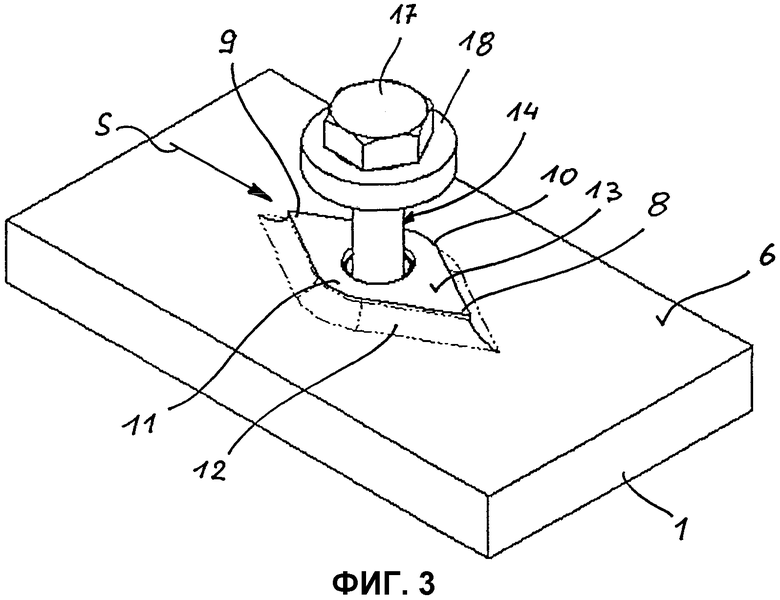
Фиг. 3 - в перспективном изображении вырез пластины кристаллизатора в направлении взгляда на предусмотренный на стороне охлаждающего средства крепежный болт;
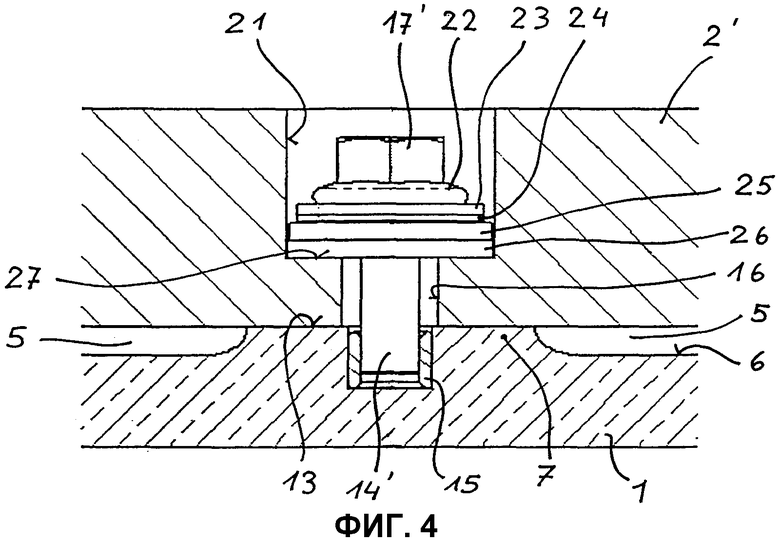
Фиг. 4 - разрез пластины кристаллизатора и переходная пластина на участке плоского выступа и
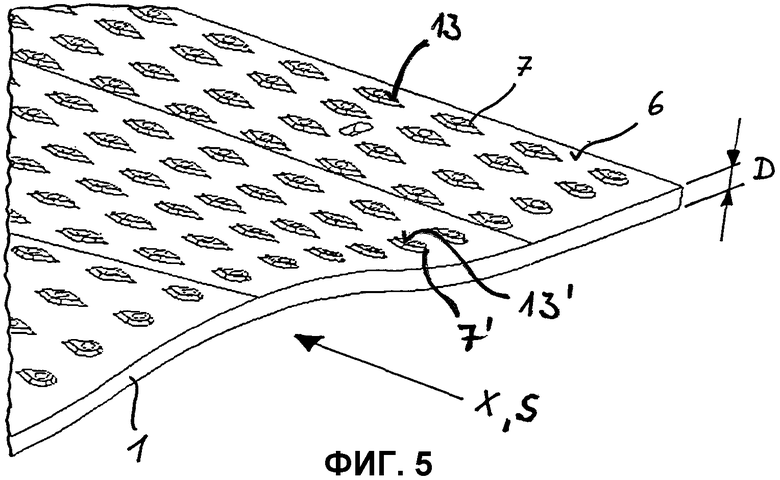
Фиг. 5 - перспективное изображение пластины кристаллизатора в направлении взгляда на ее сторону для охлаждающего средства.
Фиг. 1 показывает в частичном разрезе пластину 1 кристаллизатора, закрепленную на переходной пластине 2'. Пластина 1 кристаллизатора и переходная пластина 2' образуют блок 3 пластин не показанного подробнее охлаждаемого жидкостью кристаллизатора для непрерывного литья металлов. Блок 3 пластин изображен в данном случае только наполовину, причем проходящая в правой половине изображения плоскость сечения разделяет блок 3 пластин приблизительно посередине. Пластина 1 кристаллизатора состоит из медного сплава или термически упрочненного медного материала, предпочтительно с пределом текучести >300 Мра и имеет по всей своей длине одинаковую толщину D стенки (фиг. 5). Блок 3 пластин предусмотрен для присоединения с не показанной более подробно водяной рубашкой, причем блок 3 пластин может соединяться с водяной рубашкой через быстроразъемный соединитель. Блок 3 пластин конфигурирован по габаритам так, что обычные пластины кристаллизатора одинаковых размеров и установочных размеров могут быть полностью заменены блоком 3 пластин, состоящим из переходной пластины 2' из стального материала и относительно тонкой пластины 1 кристаллизатора.
Для охлаждения пластины 1 кристаллизатора охлаждающим средством переходная пластина 2, 2' снабжена вводами 4 для охлаждающего средства. Охлаждающее средство поступает при этом по вводам 4 охлаждающего средства в выполненный между пластиной 1 кристаллизатора и переходной пластиной 2 зазор 5 для охлаждающего средства (фиг. 2). Из фиг. 2 ясно, что зазор 5 для охлаждающего средства выполнен не в переходной пластине 2, а по своей ширине В определен плоскими выступами 7, выступающими в виде островков на стороне 6 охлаждающего средства пластины 1 кристаллизатора. Возможная форма плоских выступов 7 наглядно вытекает из фиг. 3. Плоские выступы 7 имеют по существу ромбовидную конфигурацию с противолежащими острыми углами 8, 9 и закругленными углами 10, 11. Плоский выступ 7 имеет в направлении острых углов 8, 9 большую длину, чем в направлении закругленных углов 10, 11. Острые углы 8, 9 плоского выступа 7 при этом подогнаны к показанному стрелкой S направлению потока. В целом плоские выступы 7 имеют в результате этого обтекаемую форму. Плоские выступы 7 в данном примере выполнения выполнены цельными с пластиной 1 кристаллизатора. Кроме того, плоские выступы 7 имеют закругленный к пластине 1 кристаллизатора переходный участок 12, причем радиус переходного участка 12 в данном примере выполнения по существу соответствует высоте Н плоского выступа 7. Высота Н плоского выступа 7 постоянная, так что поверхность 13 плоского выступа 7 направлена параллельно стороне 6 охлаждающего средства пластины 1 кристаллизатора.
В каждый плоский выступ 7 пластины 1 кристаллизатора входит в зацепление крепежный болт 14. Для этого в плоском выступе 7 закреплена резьбовая вставка 15, в которую ввинчен крепежный болт 14. В изображенном на фиг. 2 примере выполнения крепежный болт 14 проходит при этом через сквозное отверстие 16 в переходной пластине 2. Выполненная в виде наружного шестисторонника головка 17 крепежного болта 14 опирается через шайбу 18 на сторону 19 водяной рубашки переходной пластины 2. Крепежный болт 14 в данном примере выполнения ввинчен в пластину 1 кристаллизатора вертикально. В рамках изобретения можно также избрать другие углы ввинчивания, чтобы получить соответствующее нагрузкам крепление пластины 1 кристаллизатора на переходной пластине 2. Иными словами, угол ввинчивания может отклоняться от 90°. Для плоского прилегания головок 17 болтов можно или выполнить шайбу 18 наклонно или предусмотреть сторону 19 водяной рубашки с соответствующими скошенными выемками.
Крепежный болт 14 проходит через сквозное отверстие 16 с зазором так, что возможно, в частности, термически обусловленное смещение пластины 1 кристаллизатора относительно переходной пластины 2. Для этого или поверхность 13 плоского выступа 7 и/или обращенная к переходной пластине 2 сторона 20 переходной пластины может быть снабжена, по меньшей мере, локально обеспечивающим относительные движения вспомогательным средством скольжения. Вспомогательным средством скольжения может быть, например, покрытие с низким коэффициентом трения. Это может быть, например, материал на основе политетрафторэтилена (PTFE). Находящаяся в зацеплении с вспомогательным средством скольжения сопряженная поверхность имеет для уменьшения трения сцепления, а также трения скольжения соответствующим образом подготовленную поверхность. Например, участки поверхностей могут быть локально полированы, упрочнены или также иметь покрытие, например хромированы.
Непоказанным более подробно образом вспомогательные средства скольжения также могут быть включены в виде скользящих пластин между охлаждающей пластиной и переходной пластиной. Подобные меры возможны также на стороне 19 водяной рубашки переходной пластины 2 на участке опорной поверхности под головкой 17 болта. При необходимости может быть уже достаточным дополнительно установить под головкой болта шайбу из эластомерного материала для того, чтобы таким образом уравнять не только относительные смещения в направлении канала 15 для охлаждающего средства, но и компенсировать термически обусловленные изменения длины в направлении крепежного болта.
Такой вариант выполнения показывает пример фиг. 4. При этом в отличие от варианта выполнения на фиг. 2 в отверстие 21 с углублением вставлен более короткий крепежный болт 14', включая его головку 17' болта. В частности, в результате уменьшенной длины крепежного болта 14' имеют значение средства для выравнивания относительных движений между переходной пластиной 2' и пластиной 1 кристаллизатора. С этой целью в примере выполнения по фиг. 4 применяется головка 17' болта, которую можно выполнить цельной с крепежным болтом 14' так, чтобы крепежный болт был конфигурирован в виде винта. Но также возможно выполнить головку 17' болта в виде гайки. Головка 17' болта имеет в направлении к пластине 1 кристаллизатора выполненный предпочтительно за одно целое расширенный буртик 22 для того, чтобы оптимально воспринимать осевые усилия. Под буртиком 22 при необходимости предусмотрена выполненная заодно с головкой 17' болта шайба 23 увеличенного диаметра, которая, с одной стороны, снабжена вспомогательным средством 24 скольжения в форме PTFE-покрытия. К ней примыкает скользящая шайба 25, имеющая подходящую PTFE-покрытию 24 поверхность. Скользящая шайба 25 имеет больший диаметр по сравнению с имеющей покрытие шайбой 23 и предпочтительно хромирована, полирована или упрочнена.
Наконец, под скользящей шайбой 25 включен упругий кольцевой элемент 26, через который может создаваться необходимое предварительное натяжение резьбового соединения. Упругий кольцевой элемент 26 представляет собой, например, кольцо из эластомерного материала, например резины, или из одного или нескольких пружинящих элементов. Упругий кольцевой элемент 26 опирается затем на дно 27 отверстия 21 с углублением. Для обеспечения определенного относительного движения крепежного болта 14' в сквозном отверстии 16' в переходной пластине 2 наружный диаметр покрытой вспомогательным средством 24 скольжения шайбы 23 меньше наружного диаметра смежной скользящей шайбы 25. Скользящая шайба 25 и упругий кольцевой элемент имеют незначительно меньший наружный диаметр по сравнению с диаметром отверстия с углублением так, что оказываемое крепежным болтом 14' зажимное усилие передается на общее дно 27 отверстия. Тем самым создаются, с одной стороны, небольшие локальные поверхностные надавливания и, с другой стороны, задается ориентирование положения скользящей шайбы 25 относительно покрытой PTFE-материалом шайбы 23.
Из фиг. 1 и 5 видно, что плоские выступы 7 распределены равномерно в виде сетки по всей стороне 6 охлаждающего средства пластины 1 кристаллизатора. В данном примере выполнения плоские выступы 7 ориентированы в расположенных вертикально друг другу рядах и каналах, причем их острые углы 8, 9 направлены в направлении S потока охлаждающего средства, которое в данном примере выполнения соответствует направлению Х разливки. Направление Х разливки и направление S потока могут отличаться друг от друга, например, могут быть направлены в противоположные стороны.
Пластина 1 кристаллизатора имеет обычно применяемый в способе непрерывной разливки контур с центральной выпуклостью, причем ее измеренная между стороной 6 охлаждающего средства и стороной 28 разливки толщина D стенок постоянна по всей длине. Только плоские выступы 7, 7' выступают из стороны 8 охлаждающего средства, как островки.
Плоские выступы 7, 7' имеют поверхности 13, 13', которые в изображенном примере выполнения направлены параллельно непосредственно окружающей их стороне 6 охлаждающего средства пластины 1 кристаллизатора. Если сторона 6 охлаждающего средства изогнута, как это имеет место на участке выпуклости, тогда поверхность 13' находящегося там плоского выступа 7' направлена по касательной относительно изгиба выпуклости. Иными словами, плоские выступы 7, 7' установлены в принципе перпендикулярно на соответствующем участке поверхности стороны 6 охлаждающего средства.
Но можно также, чтобы все поверхности 13, 13' плоских выступов 7, 7' были расположены параллельно друг другу. В таком случае поверхности плоских выступов 7' установлены не по касательной к стороне 6 охлаждающего средства, а заключают в себе после своего позиционирования на выпуклости разные углы со стороной 6 охлаждающего средства. Преимущество заключается в том, что все плоские выступы 7, 7' имеют определенное одинаковое направление смещения, вследствие чего напряжения в пластине 1 кристаллизатора еще более уменьшаются.
Перечень позиций:
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2003 |
|
RU2316407C2 |
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| КРИСТАЛЛИЗАТОР ЖИДКОСТНОГО ОХЛАЖДЕНИЯ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2008 |
|
RU2477194C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2415731C2 |
| ПЛИТА КРИСТАЛЛИЗАТОРА | 2019 |
|
RU2742999C1 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 1999 |
|
RU2240892C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2414322C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ДЛЯ ПОЛУЧЕНИЯ БОЛВАНОК И СЛИТКОВ | 2000 |
|
RU2243849C2 |
| КРИСТАЛЛИЗАТОР С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2006 |
|
RU2393049C2 |
| КРИСТАЛЛИЗАТОР | 2006 |
|
RU2404014C2 |
Изобретение относится к металлургии. Кристаллизатор для непрерывной разливки металлов, охлаждаемый жидкостью, содержит переходную пластину и закрепленные на ней крепежными болтами пластины из меди или медного сплава. Между пластиной кристаллизатора и переходной пластиной выполнен зазор для охлаждающего средства. На охлаждаемой стороне пластины кристаллизатора выполнены плоские выступы, выступающие в зазор для охлаждающего средства. Выступы имеют обтекаемую форму, соответствующую направлению потока охлаждающего средства. Крепежные болты закреплены на плоских выступах пластины кристаллизатора. Обеспечивается улучшение условий эксплуатации кристаллизатора и упрощение его изготовления. 21 з.п. ф-лы, 5 ил.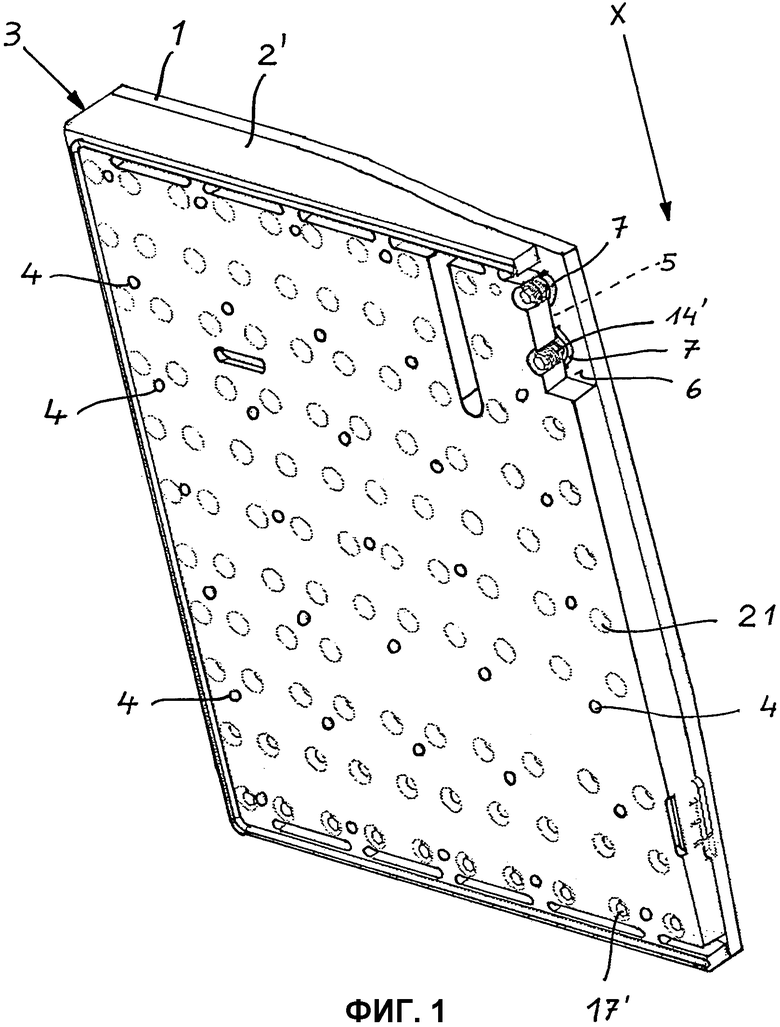
| Конвертор | 1982 |
|
SU1138417A1 |
| US 3709286 A1, 09.01.1973 | |||
| US 5467810 A1, 21.11.1995 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 5513691 A1, 07.05.1996 | |||
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 0 |
|
SU202484A1 |

