Изобретение относится к обработке металлов комбинированными способами, а именно к сварке с последующим пластическим деформированием, и может быть использовано для изготовления из пруткового материала или проволоки решеток различного назначения.
Известен способ изготовления сеток из проволоки, по которому продольную проволоку правят и подают в зону сварки, куда подают также предварительно выправленную и нарезанную на определенную длину поперечную проволоку. Затем продольную и поперечную проволоки сваривают, после приваривания каждой поперечной проволоки сетка подается на один шаг, а после определенного количества шагов участок сетки отрезается [см. Сварочное оборудование. Каталог-справочник Академии наук Украинской ССР. "Наукова Думка", 1972 г., ч. III, стр. 152, 153].
Недостаток способа в том, что он не позволяет изготавливать решетки, соответствующие требованиям эстетики по форме ячеек. Кроме того, высок процент брака из-за коробления элементов решетки при пошаговом перемещении.
Известен способ изготовления декоративных решеток из металлических полос, заключающийся в нарезании и изгибе с заданным шагом полос, которые укладываются друг на друга с поочередным смещением в одну и другую сторону относительно предыдущей полосы и соединении в местах контакта полос [см. заявку РФ 94012703, МПК В 23 З 15/12).
Способ низкотехнологичен и трудоемок. Полученная решетка занимает большие площади, что затрудняет складирование и транспортировку.
Известен способ изготовления проволочных сеток из низкоуглеродистого катаного проволочного материала, включающий операции подачи продольных и поперечных стержней и их сварку [см. патент РФ 664538, МПК B 21 F 27/10].
Способ не позволяет получать решетки с различными формами ячеек, готовая решетка занимает большие площади, что затрудняет ее складирование и транспортировку.
Наиболее близким к предлагаемому является способ, включающий параллельную укладку продольных прутков (проволок) с небольшим шагом между ними, наложение в заданных местах поперечных прутков (проволок) и сварку всех точек пересечения прутков с помощью контактной сварки с последующим разрезанием поперечных прутков в заданных точках. Полученная в результате "плотная" решетка облегчает задачи складирования и транспортировки, а на месте установки решетка растягивается до нужного размера, при этом ячейки принимают новую форму [см. патент US 1358101].
Недостатком способа является необходимость наложения, приваривания и разрезания в заданных точках поперечных прутков, что значительно усложняет технологию изготовления решеток и затрудняет ее автоматизацию. Контактная сварка перекрещивающихся прутков критична к качеству свариваемых поверхностей и приводит к деформации и ослаблению прутка в зоне сварки, к которому особенно чувствительны растяжимые конструкции из толстых прутков и конструкции, предполагающие высокий коэффициент растяжения. Кроме того, наличие поперечных соединительных отрезков значительно снижает эстетичность сварной конструкции, а зачистка линий реза соединительных отрезков в сложенном полотне технологически не возможна, а в полевых условиях (при установке) не целесообразна из-за высокой трудоемкости.
Задачей настоящего изобретения является обеспечение высокой степени эстетичности решетки с различной формой ячеек в одном полотне при повышении технологичности изготовления и исключении брака, а также упрощение складирования и транспортирования решеток большой длины.
Поставленная задача достигается тем, что в способе, включающем параллельную укладку в одной плоскости предварительно выправленных прутков в рабочую зону с последующей их сваркой и растягиванием сваренного полотна в поперечном направлении с требуемым коэффициентом растяжения, согласно предложенному решению решетку формируют из прутков, уложенных вплотную друг к другу, а сварку осуществляют локально в заданных точках нижним швом "в лодочку", швами требуемой длины, определяющими рисунок решетки и прочность соединения элементов.
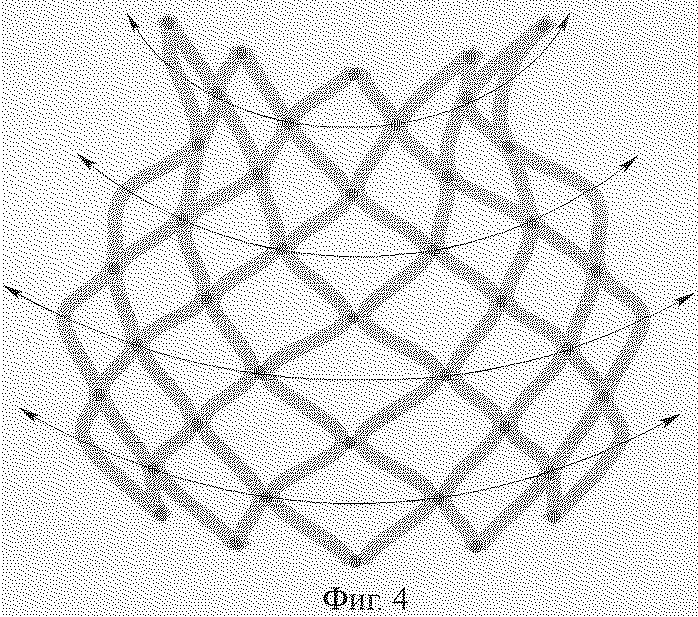
Кроме того, возможен способ получения решеток с поверхностями двойной кривизны. Для этого до растягивания полотно изгибают в направлении, перпендикулярном уложенным пруткам, например вальцовкой, а после растягивания решетку изгибают для придания заданной формы.
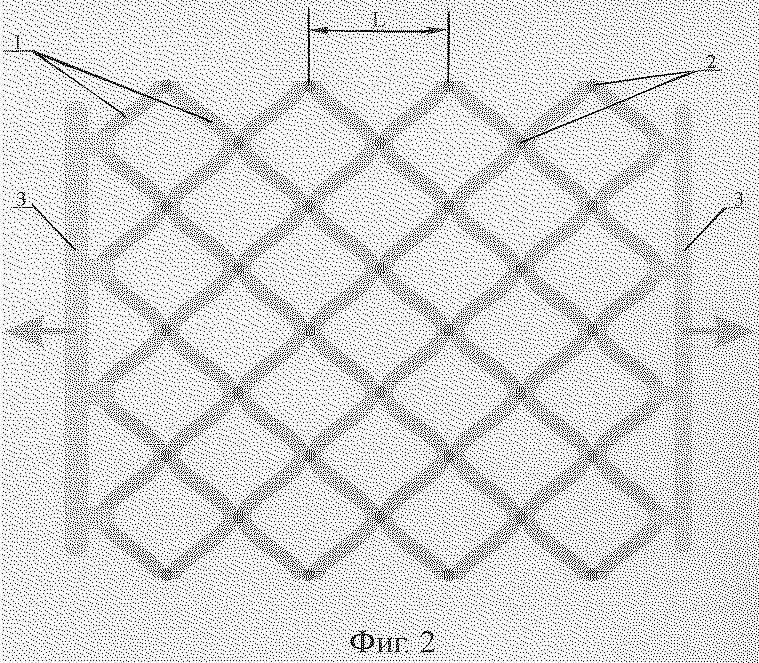
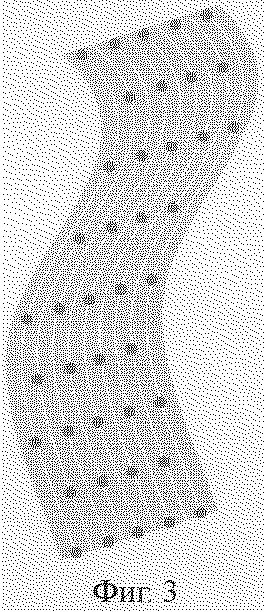
Изобретение поясняется фиг. 1-4. На фиг.1 показана одна из возможных схем сварки, на фиг.2 - один из вариантов растягивания набора элементов решетки, на фиг.3 - пример сваренною полотна после формовки на вальцах, на фиг. 4 - пример решетки с поверхностью двойной кривизны, где 1 - элементы решетки (прутки);
2 - сварные швы;
3 - приспособления для растяжения решетки;
D - поперечный размер (диаметр) элементов решетки (прутков);
Н - шаг сварки;
L - ширина ячеек растянутой решетки.
Элементы 1 решетки, показанные на фиг.1, предварительно нарезают либо одновременно разматывают из бунтов и сваривают между собой прерывистыми швами 2, например автоматической сваркой, в среде углекислого газа. Сварные швы имеют регулярный характер, в простейшем случае такой, как показано на фиг.1, причем Н/D= 10. . .50. На следующей операции, показанной на фиг.2 с помощью захватов 3 крайние прутки растягивают в противоположных направлениях. При этом все входящие в решетку элементы деформируются в равной степени, образуя ячейки, форма которых зависит как от отношения H/D, так и от отношения L/D, причем L/D=10...40.
Изготовление решетки только из продольных, сваренных между собой прямых элементов упрощает технологию и повышает производительность автоматизированного изготовления решеток за счет исключения операций, связанных с подготовкой и подачей поперечных элементов, а также исключает операцию разрезки поперечных элементов в заданных точках [см. патент US 1358101]. Отсутствие нахлесточного соединения перекрещивающихся стержней, т.е. сварка параллельно уложенных элементов решетки "в лодочку", обеспечивает качественное соединение элементов решетки. Различные схемы сварки (длины и расположения швов в полотне) и растягивания решеток позволяют получать различные по форме ячеек решетки хорошего внешнего вида и высокой прочности. Растягивание наборов элементов на месте монтажа решеток позволяет облегчить складирование и транспортирование решеток больших размеров. Отсутствие поперечных соединительных элементов уменьшает объем, занимаемый полотном при складировании, в два раза по сравнению с прототипом [см. патент US 1358101].
Таким образом, заявляемый способ изготовления решеток легко поддается автоматизации, позволяет с минимальными расходами материалов получать прочные и соответствующие требованиям эстетики изделия широкого применения, например, для ограждения опасных участков железных и шоссейных дорог, территории заповедников, дачных участков и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ СТОЛБОВ | 2001 |
|
RU2201833C1 |
| Способ изготовления матов для затяжки рудничного крепления из проволочной решетки | 1984 |
|
SU1358782A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| РЕШЕТЧАТОЕ ОГРАЖДЕНИЕ ИЗ ПРОКАТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1995 |
|
RU2107792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ СТРУКТУРЫ, ТРАНСФОРМИРУЕМОЙ ПРИ РАСТЯЖЕНИИ В ЯЧЕИСТУЮ КОНСТРУКЦИЮ | 2004 |
|
RU2272713C2 |
| Способ изготовления двухслойных, изогнутых в форме дуги сварных решетчатых каркасов и установка для его осуществления | 1990 |
|
SU1804363A3 |
| Способ изготовления плоской сетки | 1971 |
|
SU446374A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОВОЛОЧНЫХ СЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248264C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
Изобретение может быть использовано при изготовлении из пруткового материала или из проволоки решеток различного назначения, например для ограждений. Предварительно выправленные прутки укладывают вплотную друг к другу в одной плоскости в рабочую зону и сваривают "в лодочку" локально в заданных точках. Сваренное полотно растягивают в поперечном направлении с требуемым коэффициентом растяжения. При необходимости до растягивания сваренного полотна его изгибают в направлении, перпендикулярном уложенным пруткам, с получением поверхности двойной кривизны. После растягивания полотно изгибают для придания заданной формы. Способ технологичен, позволяет получить решетки с различной формой ячеек в одном полотне, а также упростить складирование и транспортировку решеток. 1 з.п. ф-лы, 4 ил.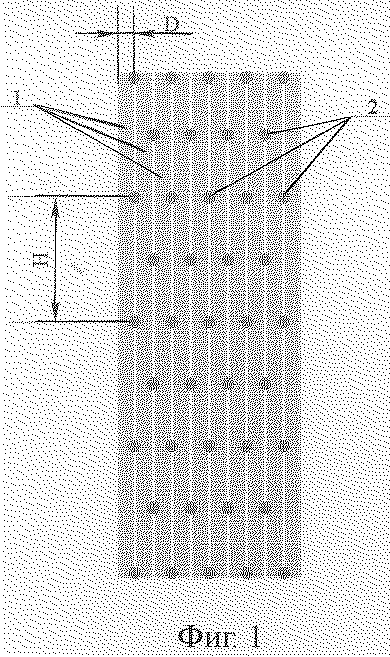
| Способ кодового уплотнения сигналов в асинхронно-адресных системах передачи дискретной информации | 1985 |
|
SU1358101A1 |
| Способ изготовления решеток | 1977 |
|
SU698747A1 |
| РЕШЕТЧАТОЕ ОГРАЖДЕНИЕ ИЗ ПРОКАТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1995 |
|
RU2107792C1 |
| US 3796720, 05.06.1973 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |

