Заявляемая группа изобретений относится к технологии и оборудованию для контактной точечной сварки проволочных сеток, преимущественно для сварки плоских сеток заданных ограниченных по длине и ширине размеров, например, для производства антенных решеток, направлено на упрощение технологии и оборудования для производства указанной продукции, снижение материальных и энергетических затрат при одновременном повышении точности и качества изготовления.
Известные в технике способы изготовления проволочных сеток путем многоточечной контактной сварки каждого ряда узлов пересечения образующих сетку продольных и поперечных элементов практически не отличаются друг от друга, и каждый из них включает подачу образующих сетку продольных прутков с заданным их поперечным шагом на неподвижные нижние электроды многоэлектродной машины для точечной контактной сварки, последовательную подачу на них под прижимные верхние сварочные электроды образующих сетку поперечных прутков, одновременную контактную сварку узлов пересечения каждого поперечного прутка со всеми продольными прутками и последующее перемещение сваренной части сетки на один шаг поперечных прутков до полной сварки проволочной сетки заданных размеров, после чего готовую сетку обрезают. Имеются и некоторые отличия этих известных способов, связанные с особенностями готовой продукции или оснасткой для ее производства на указанных сварочных машинах. А многоэлектродные машины для точечной контактной сварки проволочных сеток таким известным способом могут существенно отличаться друг от друга как количеством использованных в них видов технологической оснастки по ее назначению, так и конструктивными особенностями оснастки одного и того же назначения. Так, на качество изготовления проволочных сеток, в том числе и рассмотренным выше известным способом, существенно влияет стабильность шага образующих сетку поперечных прутков проволоки. В известных машинах для точечной контактной сварки проволочных сеток предусмотрены различные средства для осуществления корректировки шага поперечных прутков, которые могут быть достаточно сложными в конструктивном отношении (1), не обеспечивать нужную корректировку при переменном шаге поперечных прутков (2) или только в определенной степени (но не полностью) компенсировать уменьшение размера шага поперечных прутков от их изгиба в местах взаимодействия с захватами механизма шагового перемещения сваренной части сетки (3). А технологической оснастки в машинах многоэлектродной точечной контактной сварки проволочных сеток, функционально связанных с работой самой машины для обеспечения заданного технологического процесса, может быть довольно много по назначению и конструктивному исполнению: разметочные устройства с направляющими рамками, механизм продольной подачи сетки с приводом, механизм подачи поперечной проволоки с ножницами и узлом управления механизмом подачи, устройство для обрезания сваренной сетки нужных размеров и другие механизмы с приводами и системой управления ими. Указанные и другие виды технологической оснастки машин для точечной контактной сварки проволочных сеток позволяют автоматизировать их производство и обеспечить приемлемое качество готовой продукции, но существенно увеличивают стоимость сварочной машины, энергозатраты на осуществление производства, стоимость готовой продукции и тем не менее не обеспечивают высокое качество ее изготовления, что не способствует достижению указанного ниже технического результата при использовании рассмотренного выше известного способа изготовления проволочных сеток.
В частности, подобные сварочные машины при реализации известного способа изготовления проволочных сеток позволяют осуществить изготовление плоских сеток заданных ограниченных по длине и ширине размеров, например, для производства антенных решеток. Однако качество изготовления последних будет невысоким из-за невозможности обеспечить высокую точность и стабильность их геометрических параметров (форма и размер ячеек решетки, шаг поперечных прутков), что отразится и на их эксплуатационных качествах. Кроме того, известные сварочные машины не позволяют изготавливать сетки с ограниченной минимальной величиной выхода концов образующих сетку прутков за ее периметр, а тем более без такого выхода концов указанных прутков, что тоже ухудшает и внешний вид готовой продукции, и ее эксплуатационные качества. Устранение этого недостатка предполагает необходимость введения в технологический процесс производства таких сеток дополнительной операции - обрезку в размер по периметру сетки выступающих за его пределы концов образующих сетку прутков. Однако практически неизбежное искривление продольных и поперечных образующих сетку прутков в процессе ее изготовления затруднит машинную обрезку сразу всех выступающих с каждой стороны сетки по ее периметру концов образующих сетку прутков, что дополнительно повышает затраты на изготовление такой продукции, но не обеспечит получение продукции высокого качества.
Единой задачей, на решение которой направлена заявляемая группа изобретений, - разработать способ и устройство для изготовления плоских проволочных сеток заданных ограниченных по длине и ширине размеров методом точечной контактной сварки узлов пересечения образующих сетку прутков с высокой точностью геометрических параметров готовой продукции при ограниченном практически до нуля допустимом выходе концов образующих плоскую сетку прутков за пределы крайних прутков, образующих ее периметр.
Единый технический результат, получение которого обеспечивается при осуществлении заявляемой группы изобретений, - повышение качества и экономичности изготовления плоских сеток заданных ограниченных по длине и ширине размеров (за счет обеспечения гарантированной точности расположения образующих сетку прутков, упрощения технологического процесса, снижения общей стоимости оборудования, технологической оснастки и их обслуживания, уменьшения до оптимальных значений энергозатрат для осуществления процесса и расхода пруткового материала на изготовление сеток).
Указанный единый технический результат при осуществлении заявляемой группы изобретений по объекту - способ изготовления плоских проволочных сеток - достигается тем, что при осуществлении известного способа, включающего многоточечную контактную сварку одного ряда узлов пересечения образующих сетку продольных и поперечных прутков проволоки одновременно, последующее последовательное перемещение сваренной части сетки на один шаг поперечных прутков до полной сварки всей проволочной сетки, - в соответствии с данным изобретением осуществляют предварительную подготовку образующих сетку продольных и поперечных прутков проволоки путем их правки и порезки в размер по длине и ширине плоской сетки, после чего подготовленные прутки проволоки на рабочем столе оператора укладывают в кондуктор и фиксируют в нем их заданное взаимное расположение, подают подготовленный таким образом кондуктор первым рядом пересечений образующих плоскую сетку прутков на неподвижные нижние электроды многоэлектродной машины для точечной контактной сварки и осуществляют сварку этого ряда пересечений одновременно, затем последовательно перемещают кондуктор на один шаг поперечных прутков плоской сетки и осуществляют одновременную сварку каждого очередного ряда пересечений прутков до завершения сварки сетки в кондукторе, после чего кондуктор подают на рабочий стол оператора, разневоливают фиксатор и удаляют из кондуктора сваренную сетку, а для изготовления очередной плоской сетки указанные операции повторяют в том же порядке. Более эффективно указанный единый технический результат при осуществлении заявляемого способа изготовления плоских проволочных сеток достигается тем, что укладку в кондуктор образующих плоскую сетку прутков проволоки выполняют по упорам для обоих торцов каждого из них, при этом упомянутые упоры вводят в кондуктор до укладки в него образующих плоскую сетку прутков, а после укладки прутков и фиксации их заданного взаимного расположения в кондукторе прижатием прутков друг к другу в узлах их пересечения упоры убирают. Целесообразно реализацию заявляемого способа осуществлять с использованием по меньшей мере двух кондукторов, а подготовленные прутки в свободный кондуктор укладывать, при необходимости, во время сварки плоской сетки в одном из них.
Действительно, предлагаемый способ изготовления плоских проволочных сеток обеспечивает гарантированную высокую точность расположения образующих сетку прутков, упрощение технологического процесса, снижение общей стоимости оборудования, технологической оснастки и их обслуживания, уменьшение до оптимальных значений энергозатрат для осуществления процесса и расхода пруткового материала на изготовление сеток, повышение производительности.
Использование кондуктора для укладки образующих плоскую сетку прутков проволоки исключает деформацию прутков и нарушение геометрических параметров сетки. Укладка упомянутых прутков в кондуктор по упорам для обоих торцов каждого прутка позволяет ограничить практически до нуля величину выхода концов образующих сетку прутков за пределы ее периметра. Это повышает точность изготовления плоской сетки, улучшает товарный вид плоской сетки и изготовленной из нее продукции, в частности антенных решеток, повышает эксплуатационные качества такой продукции. Замена всей технологической оснастки существующих многоэлектродных машин для точечной контактной сварки проволочных сеток кондуктором и плитой с вводимыми в кондуктор упорами для обоих концов каждого образующего плоскую сетку прутка, кроме обеспечения высокого качества изготовления плоских сеток заданных ограниченных по длине и ширине размеров, существенно упрощает технологический процесс, снижает общую стоимость оборудования для производства именно такой продукции. Отсутствие элементов оснастки с электрическим приводом ее элементов в процессе изготовления сеток, систем автоматического управления приводами и их функциональной связи с работой сварочной машины снижает общую стоимость оборудования, оснастки и их обслуживание, уменьшает энергозатраты на осуществление процесса, повышает их надежность в эксплуатации. Использование двух и более кондукторов при осуществлении заявляемого способа изготовления плоских сеток ограниченных по длине и ширине размеров позволит организовать практически непрерывное производство таких сеток на известных сварочных машинах без остановки сварочной машины для выполнения промежуточных операций - обрезки сетки в размер по длине и ширине, обрезки выступающих за периметр сетки концов образующих ее прутков, - т.е. повысить производительность и уменьшить до оптимальных значений расход пруткового материала на изготовление таких сеток за счет исключения обрезки концов прутков, идущих в отходы.
Указанный единый технический результат при осуществлении заявляемой группы изобретений по объекту - установка для изготовления плоских проволочных сеток - достигается тем, что установка, включающая многоэлектродную машину для точечной контактной сварки, содержащую станину, расположенные в один ряд неподвижные нижние электроды и прижимные верхние, - в соответствии с данным изобретением дополнительно содержит по меньшей мере один кондуктор для укладки подготовленных образующих плоскую сетку прутков из проволоки, снабженный фиксатором заданного взаимного расположения прутков путем их прижатия друг к другу в узлах пересечения, и рабочий стол оператора, при этом кондуктор имеет корпус в виде прямоугольной рамы, стороны которой выполнены из профиля корытообразной формы, например из гнутого швеллера, расстояние между продольными осями профилей противоположных сторон рамы равно расстоянию между осями соответствующих крайних прутков собираемой плоской сетки, и вдоль этой оси в профиле каждой стороны рамы выполнены отверстия для ввода нижних неподвижных электродов сварочной машины одинакового с последними диаметра, расположенные с шагом, равным шагу образующих плоскую сетку прутков в перпендикулярном каждой стороне рамы направлении; от торца внутренних полок профиля каждой стороны рамы кондуктора против осей указанных отверстий выполнены вертикальные прорези, ширина которых превышает номинальный диаметр укладываемых в них прутков плоской сетки в пределах установленного поля допусков, длина прорезей для укладки первого (нижнего) ряда образующих плоскую сетку прутков составляет не меньше суммы номинальных диаметров двух пересекающихся прутков сетки, а для укладки второго (верхнего) ряда прутков выполнена короче по меньшей мере на диаметр прутков первого ряда; фиксатор взаимного расположения уложенных в кондуктор прутков проволоки выполнен по меньшей мере из двух стержней, шарнирно установленных одним концом в проушинах, закрепленных на внешней полке профиля одной из сторон рамы корпуса кондуктора с прорезями на их внутренней полке для укладки первого (нижнего) ряда образующих плоскую сетку прутков в промежутках между смежными упомянутыми прорезями и примерно на одинаковом расстоянии от параллельных стержням сторон рамы, при этом на стержнях фиксатора, по крайней мере над каждым верхним прутком плоской сетки в рабочем положении стержней, закреплен одним из известных способов упругий элемент, взаимодействующий с соответствующим верхним прутком, а на внешней стороне полки противоположной стороны рамы кондуктора закреплены средства для удержания стержней фиксатора в рабочем положении. Более эффективно указанный единый технический результат по рассматриваемому заявляемому объекту достигается тем, что корпус кондуктора выполнен с несколькими перемычками внутри основной рамы параллельно образующим ее сторонам в одном или в обоих направлениях из профиля, подобного профилю основных сторон рамы, при этом перемычки закреплены своими торцами на внутренних полках профиля перпендикулярных им основных сторон рамы в промежутке между смежными прорезями в них для укладки прутков плоской сетки, торцы обеих полок профиля перемычек расположены в одной плоскости с торцами полок профиля основных сторон рамы корпуса кондуктора, и от торцов обеих полок профиля перемычек выполнены прорези, количество, размеры и расположение которых в точности соответствуют количеству, размерам и расположению прорезей на внутренних полках профиля параллельных перемычкам основных сторон рамы корпуса кондуктора. Дальнейшее повышение эффективности достижения указанного единого технического результата по рассматриваемому заявляемому объекту обеспечивается тем, что в полости профилей основных сторон рамы корпуса кондуктора закреплены вставки, поперечное сечение которых соответствует сечению упомянутой полости, но меньше последнего по высоте по крайней мере на 0,5-1,0 мм, в указанных вставках соосно с отверстиями в профиле основных сторон рамы корпуса кондуктора выполнены отверстия такого же диаметра, по оси расположения отверстий по всей длине каждой вставки и в перпендикулярном направлении по всей ее ширине на открытой стороне вставок выполнены проточки, при этом ширина продольных и поперечных проточек каждой вставки превышает номинальный диаметр укладываемых в них прутков плоской сетки в пределах установленного поля допусков, глубина продольных проточек, измеренная от торца полок профиля основных сторон рамы корпуса кондуктора, равна полной длине прорезей во внутренних полках профиля перпендикулярной стороны основной рамы корпуса, а поперечных проточек - полной длине прорезей во внутренних полках профиля этой же стороны основной рамы корпуса кондуктора. В любом из рассмотренных вариантов кондуктора заявляемой установки его подача на электроды сварочной машины и последовательное перемещение на один шаг после сварки каждого ряда узлов пересечения образующих плоскую сетку прутков проволоки будут существенно облегчены, если машина для точечной контактной сварки будет снабжена предназначенными для этой цели направляющими. В полной мере указанный единый технический результат при осуществлении заявляемой группы изобретений по рассматриваемому объекту достигается тем, что рабочий стол оператора дополнительно оборудован съемной плитой с закрепленными в ней цилиндрическими штифтами одинакового с неподвижными электродами сварочной машины наружного диаметра, количество и расположение штифтов в точности соответствует количеству и расположению отверстий в профилях, образующих основные стороны рамы корпуса кондуктора, все штифты выполнены одинаковой рабочей высоты с полками упомянутых профилей и имеют частичный продольный вырез, длина которого от верхнего торца штифтов составляет не меньше суммы номинальных диаметров двух прутков, образующих узлы их пересечения в изготавливаемой плоской сетке, при этом штифты в углах периметра упомянутой плоской сетки имеют вырез с двумя взаимно перпендикулярными вертикальными стенками, каждая из которых расположена от продольной оси штифта на расстоянии половины номинального диаметра укладываемого параллельно ей крайнего прутка собираемой плоской сетки плюс допустимая длина выхода конца перпендикулярного этой стенке прутка, а остальные прутки имеют вырез с одной вертикальной стенкой на таком же расстоянии от оси штифта.
Действительно, предлагаемая установка для изготовления плоских проволочных сеток заданных по длине и ширине размеров, и в частности - дополняющие многоэлектродную машину для точечной контактной сварки кондуктор и съемная плита рабочего стола предлагаемой конструкции обеспечивают повышение производительности, качества и экономичности изготовления плоских сеток. Собственно многоэлектродная машина для точечной контактной сварки на точность и качество изготовления плоских проволочных сеток существенного влияния практически не оказывает, но освобождение ее от множества вспомогательных узлов и механизмов с приводами и системами их автоматического управления, функционально связанных между собой и с работой сварочной машины при выполнении сварки проволочных сеток, существенно уменьшает стоимость установки, повышает надежность ее в эксплуатации, снижает затраты времени на ее обслуживание в эксплуатации и энергозатраты на процесс производства, т.е. повышает экономичность установки. Кондуктор вообще как вид оснастки существенно повышает качество изготовления продукции за счет обеспечения высокой точности сборки образующих ее элементов, стабильности геометрических параметров самой продукции, т.е. обеспечивает высокое качество изготовления, включая товарный вид и эксплуатационные качества продукции. Предлагаемое выполнение кондуктора заявляемой установки упрощает сборку плоских сеток заданных по длине и ширине размеров при обеспечении высокой точности геометрических параметров, фиксацию образующих плоскую сетку прутков проволоки в кондукторе, установку подготовленного кондуктора в сварочную машину и последовательную одновременную сварку каждого ряда узлов пересечения образующих плоскую сетку прутков без использования дополнительных энергозатрат и обеспечивает высокое качество изготовления плоских сеток. Выполнение корпуса кондуктора с несколькими перемычками внутри основной рамы заявляемой конструкции повышает жесткость корпуса кондуктора и точность относительного взаимного расположения укладываемых в кондуктор прутков проволоки за счет создания для них дополнительных промежуточных направляющих опор, что гарантирует дополнительное повышение качества изготовления плоских сеток. Закрепление в полостях профилей основных сторон рамы корпуса кондуктора вставок заявляемой формы и размеров дополнительно повышает качество изготовления плоских сеток за счет исключения возможности искривления крайних стержней плоской сетки, образующих ее периметр, от поводок при сварке узлов пересечения и гарантирует стабильность габаритных размеров и формы плоских сеток. Дополнительное оборудование рабочего стола оператора съемной плитой с закрепленными в ней штифтами заявляемой формы и размеров, а также их расположением, существенно упрощает и ускоряет укладку в кондуктор образующих плоскую сетку стержней проволоки с обеспечением заданного стабильного их взаимного расположения, позволяет ограничить до оптимальных значений длину образующих плоскую сетку стержней и уменьшить практически до нуля выход их концов за пределы образующих периметр сетки крайних стержней. Наконец, оборудование многоэлектродной машины для точечной контактной сварки в заявляемой установке направляющими для подачи на нижние неподвижные электроды сварочной машины кондуктора и его перемещения после сварки каждого ряда узлов пересечения образующих плоскую сетку прутков облегчает и упрощает выполнение этой стадии технологического процесса вручную без использования дополнительных узлов и приспособлений с приводами и системой их управления.
Отличительные признаки обоих объектов заявляемой группы изобретений являются существенными, поскольку образуют новую совокупность существенных для каждого объекта признаков, обеспечивающих достижение указанного единого технического результата и имеющих с ним причинно-следственную связь.
Заявляемая группа изобретений соответствует требованию единства изобретения, поскольку образует единый изобретательский замысел, причем один из заявляемых объектов этой группы - установка для изготовления плоских проволочных сеток, предназначен для осуществления другого заявляемого объекта группы - способа изготовления плоских проволочных сеток, при этом оба объекта заявляемой группы изобретений направлены на решение одной и той же задачи с получением единого технического результата.
Проведенный заявителем анализ достигнутого уровня техники в данной области техники по доступным источникам информации, включающий поиск и выявление источников, содержащих сведения об аналогах обоих объектов заявляемой группы изобретений, не выявил аналоги, характеризующиеся всей совокупностью существенных признаков каждого из них или тождественных (идентичных) существенным признакам каждого объекта. Более того, проведенный анализ не выявил известность аналогов заявляемого способа и установки (устройства), направленных на решение поставленной единой задачи в общем виде - обеспечить высокое качество изготовления плоских проволочных сеток заданных ограниченных по длине и ширине размеров. У известных устройств для изготовления проволочных сеток вообще единственным признаком, общим с одним из существенных признаков заявляемой установки, является наличие многоэлектродной машины для точечной контактной сварки. Это позволило сделать вывод о том, что вся совокупность существенных признаков заявляемого способа по отношению к указанному единому техническому результату составляет его отличие, т.е. заявляемый способ является новым в целом объектом изобретения. По этим же причинам новым в целом объектом изобретения должна быть признана и заявляемая установка, несмотря на наличие единственного общего с известными устройствами упомянутого существенного признака.
Следовательно, каждый из объектов заявляемой группы изобретений соответствует условию охраноспособности “новизна”.
Проведенный заявителем дополнительный поиск известных решений в этой же и в смежных областях техники не выявил известность использования отличительных признаков обоих объектов заявляемой группы изобретений для решения такой же или аналогичной задачи с получением тех же результатов. Это позволяет сделать вывод, что каждый из объектов заявляемой группы изобретений не вытекает для специалиста явным образом из достигнутого уровня техники.
Следовательно, каждый из объектов заявляемой группы изобретений соответствует условию охраноспособности “изобретательский уровень”.
Сущность данного изобретения поясняют приводимые ниже описания конкретных примеров его осуществления, что не исключает и другие варианты осуществления изобретения в пределах заявляемой формулы, и чертежи, на которых представлены:
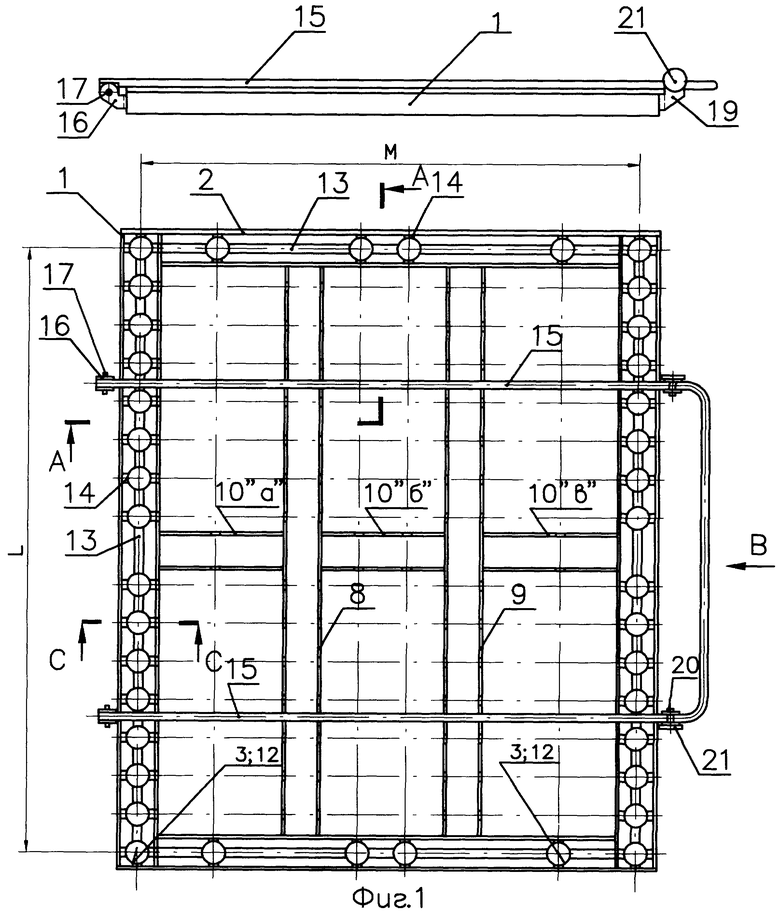
- на фиг.1 - общий вид сбоку и в плане кондуктора заявляемой установки для изготовления плоских проволочных сеток;
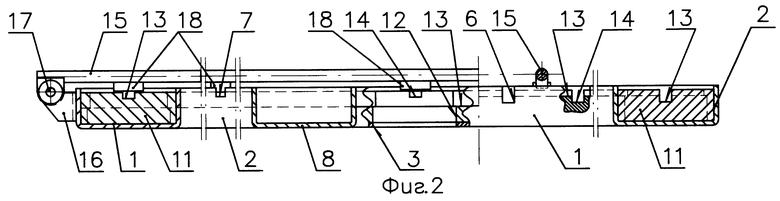
- на фиг.2 - разрез А-А по фиг.1 (увеличено), поясняющий конструктивное выполнение отдельных элементов кондуктора;
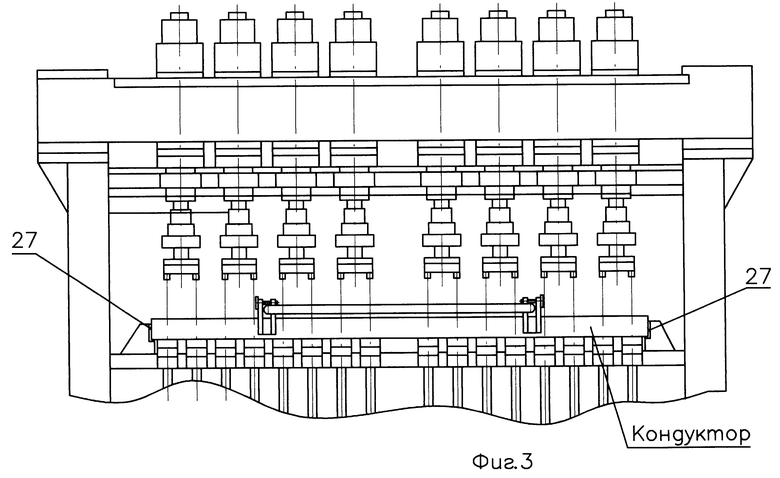
- на фиг.3 - фрагмент многоэлектродной сварочной машины для точечной контактной сварки с установленным в ней подготовленным кондуктором для сварки сетки;
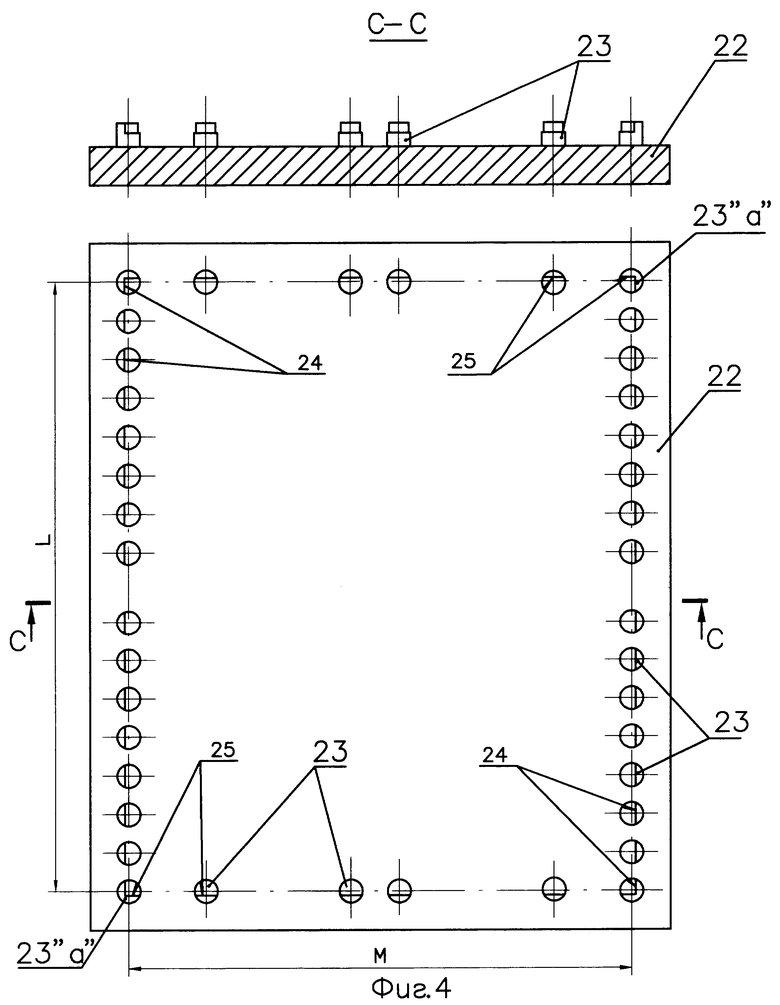
- на фиг.4 - общий вид съемной плиты со штифтами-упорами для рабочего стола заявляемой установки, вид сбоку и в плане;
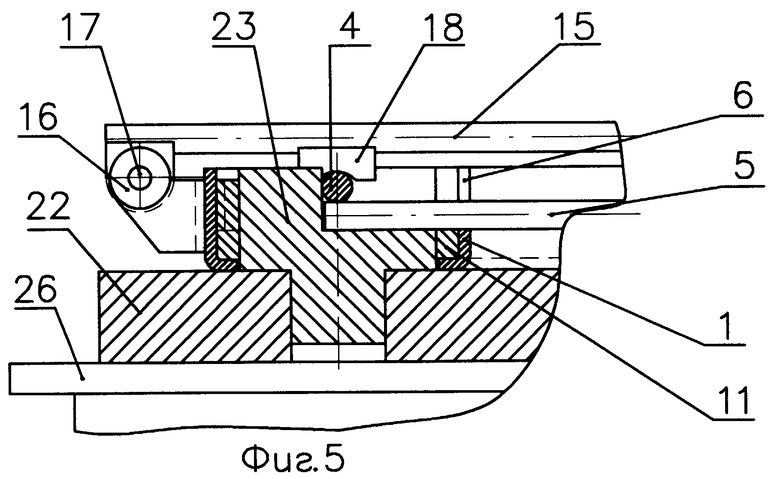
- на фиг.5 - разрез С-С по фиг.1 (увеличено) с установленным на съемной плите рабочего стола кондуктором после укладки в него прутков проволоки для сварки плоской сетки.
Заявляемый способ изготовления плоских проволочных сеток заданных ограниченных по длине и ширине размеров может быть реализован на заявляемой новой установке, включающей многоэлектродную машину для точечной контактной сварки, содержащую станину, расположенные в один ряд неподвижные нижние электроды и прижимные верхние, по меньшей мере один кондуктор для укладки в него предварительно подготовленных прутков из проволоки с фиксацией установленного их взаимного расположения в кондукторе (фиг.5) и съемную плиту со штифтами-упорами, установленную на рабочем столе (фиг.4 и фиг.5).
Кондуктор заявляемой установки для изготовления плоских проволочных сеток заданных ограниченных по длине и ширине размеров имеет корпус в виде прямоугольной рамы (см. фиг.1, вид в плане), стороны 1 и 2 которой выполнены разной длины из профиля корытообразной формы, преимущественно из гнутого швеллера (см. фиг.2 и фиг.5). Расстояние между продольными осями профилей противоположных сторон 1 или 2 рамы корпуса (L и М соответственно) равно расстоянию между осями соответствующих крайних прутков проволоки собираемой плоской сетки. В профиле каждой стороны 1 и 2 корпуса рамы кондуктора вдоль его продольной оси выполнены отверстия 3 для ввода неподвижных нижних электродов сварочной машины, диаметр которых превышает наружный диаметр неподвижных электродов сварочной машины в пределах установленного поля допусков. Шаг отверстий 3 в профиле каждой стороны рамы корпуса кондуктора равен шагу образующих плоскую сетку прутков 5 или 4 (см. фиг.5) в перпендикулярном каждой стороне 1 или 2 рамы корпуса направлении. От торца внутренних полок профиля каждой стороны 1 и 2 рамы корпуса кондуктора против осей отверстий 3 выполнены вертикальные прорези 6 и 7 соответственно. Ширина этих прорезей превышает номинальный диаметр укладываемых в них прутков 4 или 5 в пределах установленного поля допусков. Длина прорезей 6 для укладки первого (нижнего) ряда образующих плоскую сетку прутков 5 составляет не меньше суммы номинальных диаметров прутков 5 и 4, а длина прорезей 7 для укладки второго (верхнего) ряда прутков 4 выполнена короче по меньшей мере на диаметр прутков 5 первого (нижнего) ряда. Уже этот упрощенный вариант конструкции рамы корпуса кондуктора обеспечивает простоту и достаточную точность укладки в него образующих плоскую сетку прутков 4 и 5 проволоки и стабильное их взаимное расположение друг относительно друга в кондукторе. Правда, жесткость рамы корпуса кондуктора в этом варианте конструктивного исполнения ограничена и требует достаточную толщину стенок профиля, образующего стороны 1 и 2 рамы. И образующие плоскую сетку прутки 5 проволоки первого (нижнего) ряда имеют опору только в прорезях 6 сторон 1 рамы корпуса, что не гарантирует стабильность геометрических параметров плоской сетки, которая зависит от качества подготовки прутков 4 и 5, главным образом - от качества предварительной правки проволоки перед ее порезкой в размер по длине и ширине плоской сетки и от возможных поводок прутков как первого, так и второго (верхнего) ряда при сварке узлов их пересечения. Тем более что на прутки 5 первого (нижнего) ряда, образующие плоскую сетку, неизбежно оказывают воздействие своим прогибом прутки 4 верхнего ряда, вызывая их некоторую дополнительную деформацию еще на этапе укладки прутков в кондуктор. Увеличение жесткости рамы корпуса кондуктора без увеличения толщины стенок профиля, образующего основные стороны 1 и 2 рамы корпуса, и даже при уменьшении их толщины, достигается выполнением внутри основной рамы нескольких перемычек, параллельных основным сторонам рамы в одном или в обоих направлениях. Указанные перемычки целесообразно выполнить из профиля, идентичного или подобного профилю основных сторон рамы. Представленный в чертежах вариант конструкции основной рамы корпуса кондуктора имеет две перемычки 8 и 9, параллельные основной стороне 1 рамы корпуса и расположенные примерно на одинаковом расстоянии друг от друга и ближайшей стороны 1, и одну перемычку 10, выполненную из трех частей 10 “а”, 10 “б” и 10 “в” и установленную примерно на одинаковом расстоянии от сторон 2 основной рамы корпуса кондуктора. Перемычки 8, 9 и 10 закреплены своими торцами на внутренних полках профиля перпендикулярных им сторон рамы корпуса в промежутках между смежными прорезями в них для укладки прутков плоской сетки. Торцы обеих полок профиля перемычек 8, 9 и 10 расположены в одной плоскости с торцами полок профиля основных сторон 1 и 2 рамы корпуса кондуктора, и от них выполнены прорези, количество, размеры и расположение которых в точности соответствуют количеству, размерам и расположению прорезей на внутренних полках профиля параллельных перемычкам основных сторон 1 и 2 рамы корпуса кондуктора. Дополнительное уменьшение общего веса рамы корпуса кондуктора в этом варианте ее конструктивного выполнения может быть обеспечено за счет перфорации в основании профиля перемычек по всей их длине (этот вариант в чертежах не показан). Рама корпуса кондуктора в этом варианте ее конструктивного выполнения обладает значительно большей жесткостью, возможно даже при меньшем ее весе. Образующие плоскую сетку прутки 4 и 5 проволоки при укладке их в выполненную с перемычками раму корпуса кондуктора получают дополнительные промежуточные опоры, меньше деформируются под действием собственного веса и обеспечивают за счет этого стабильные геометрические параметры плоской сетки. Правда, точность укладки крайних верхних прутков 4 плоской сетки, ограничивающих ее периметр, затруднена из-за отсутствия промежуточных опор, и вероятность их поводки при сварке плоской сетки в таком кондукторе остается. Этот недостаток исключает закрепление в полостях профилей основных сторон 1 и 2 рамы корпуса кондуктора вставок 11, поперечное сечение которых соответствует сечению упомянутой полости (по форме и размерам), но меньше последнего по высоте по крайней мере на 0,5-1,0 мм. В указанных вставках 11 соосно с отверстиями 3 в профилях 1 и 2 основных сторон рамы корпуса кондуктора выполнены отверстия 12 такого же диаметра. По оси расположения отверстий 12 по всей длине каждой вставки 11 и в перпендикулярном направлении по всей ее ширине на открытой стороне вставок 11 выполнены продольные и поперечные проточки 13 и 14 соответственно. Ширина продольных 13 и поперечных 14 проточек каждой вставки 11 превышает номинальный диаметр укладываемых в них прутков плоской сетки в пределах установленного поля допусков. Так, ширина продольных проточек 13 вставок 11 в профилях стенок 1 рамы корпуса кондуктора соответствует диаметру прутков 4 плоской сетки (см. фиг. 5), а в профилях стенок 2 рамы корпуса кондуктора - диаметру прутков 5 плоской сетки, ширина поперечных проточек 14 вставок 11 в профилях стенок 1 рамы соответствует диаметру прутков 5 плоской сетки, а в профилях стенок 2 - диаметру прутков 4. При одинаковом диаметре образующих плоскую сетку прутков 4 и 5 ширина всех проточек (13 и 14) во вставках 11 профилей всех сторон рамы корпуса кондуктора будет одинакова. Глубина продольных проточек 13, измеренная от торца полок профиля основных сторон 1 и 2 рамы корпуса кондуктора, равна полной длине прорезей во внутренних полках профиля перпендикулярной стороны основной рамы корпуса, а поперечных проточек 14 - полной длине прорезей во внутренних полках профиля этой же стороны рамы корпуса кондуктора. Рама корпуса кондуктора в этом варианте ее конструктивного выполнения имеет несколько больший вес по сравнению с предыдущим вариантом (за счет веса вставок 11), но обеспечивает стабильное заданное положение крайних прутков плоской сетки, определяющих ее периметр, полностью исключает возможность поводки прутков при сварке узлов их пересечения и существенно улучшает товарный вид сваренной плоской сетки и изготовленной из нее продукции, а также эксплуатационные качества последней, в частности антенных решеток. Фиксатор взаимного расположения уложенных в кондуктор всего комплекта образующих плоскую сетку прутков 4 и 5 проволоки для любого из рассмотренных вариантов конструкции рамы корпуса кондуктора может быть одинаковым. В представленном в чертежах варианте фиксатор выполнен из двух стержней 15, шарнирно установленных одним концом в проушинах 16, закрепленных на внешней полке профиля одной из сторон 1 рамы корпуса кондуктора с прорезями 6 на ее внутренней полке для укладки первого (нижнего) ряда образующих плоскую сетку прутков 5 проволоки. Проушины 16 закреплены таким образом, чтобы продольная ось стержней 15 проходила между смежными прорезями 6, а сами стержни 15 располагались бы примерно на одинаковом расстоянии от параллельных стержням 15 основных сторон 2 рамы корпуса кондуктора. Шарнирное крепление стержней 15 в проушинах 16 выполнено с помощью осей 17. На рабочей стороне стержней 15, по крайней мере над каждым прутком 4 верхнего ряда плоской сетки, перекрещивающимся со стержнями 15, закреплены одним из известных способов упругие элементы 18, взаимодействующие с соответствующим верхним прутком 4 плоской сетки. На внешней полке профиля противоположной стороны 1 рамы корпуса кондуктора закреплены средства для удержания стержней 15 фиксатора в рабочем положении. В представленном на чертежах варианте такими средствами являются пара стоек 19 для заведения каждого стержня 15 фиксатора, удержание которых в рабочем положении - прижатыми их упругими элементами 18 к верхнему ряду прутков 4 плоской сетки - обеспечивают штифты 20 с головкой 21, заведенные в отверстия стоек 19 над стержнями 15 фиксатора. Для фиксации взаимного расположения уложенных в кондуктор образующих плоскую сетку прутков 4 и 5 сразу двумя стержнями 15 они выполнены из одного прутка, изогнутого в форме буквы “П”, как показано на фиг.1. Все рассмотренные варианты конструктивного выполнения рамы корпуса кондуктора имеют один общий для них недостаток: они затрудняют укладку образующих плоскую сетку прутков 4 и 5 с минимальным - в пределах установленного поля допусков - выходом концов упомянутых прутков за пределы крайних прутков, определяющих габаритный периметр плоской сетки, а тем более без такого выхода. Этот недостаток устраняет заявляемый способ изготовления плоских проволочных сеток за счет укладки в кондуктор образующих плоскую сетку прутков 4 и 5 по упорам для обоих торцов каждого из них, которые вводят в кондуктор до укладки в него упомянутых прутков, а после их укладки и фиксации заданного взаимного расположения прутков в кондукторе упоры удаляют. Это обеспечивается при реализации заявляемого способа оборудованием рабочего стола оператора заявляемой установки съемной плитой со штифтами-упорами определенной конструкции, представленной на фиг.4 и фиг.5 чертежей. В плите 22 прямоугольной формы закреплены цилиндрические штифты 23 одинакового с неподвижными электродами сварочной машины наружного диаметра, количество и расположение которых в точности соответствует количеству и расположению отверстий в профилях, образующих основные стороны 1 и 2 рамы корпуса кондуктора. Все штифты 23 (их выступающая над плитой 22 часть) выполнены одинаковой высоты с полками упомянутых профилей рамы и имеют частичный продольный вырез, длина которого от верхнего торца штифтов 23 составляет не меньше суммы номинальных диаметров двух пересекающихся прутков 4 и 5 плоской сетки. При этом штифты 23 “а”, установленные в углах периметра плоской сетки, имеют упомянутый частичный продольный вырез с двумя взаимно перпендикулярными вертикальными стенками 24 и 25, каждая из которых расположена от оси штифта на расстоянии половины номинального диаметра прутка 4 или 5 соответственно, укладываемого параллельно этой стенке, плюс допустимая длина выхода конца перпендикулярного этой стенке прутка, а остальные штифты 23 имеют вырез с одной вертикальной стенкой 24 или 25 на таком же расстоянии от оси штифта. Съемная плита 22 со штифтами-упорами 23 размещается на рабочем столе 26 заявляемой установки. Для удобства подачи подготовленного для сварки плоской сетки кондуктора в сварочную машину заявляемой установки и его перемещения для последовательной сварки каждого ряда узлов пересечения, образующих плоскую сетку прутков 4 и 5, сварочная машина оборудована направляющими 27 (см. фиг.3).
Сущность заявляемого способа изготовления плоских проволочных сеток поясняет рассмотрение работы заявляемой установки с использованием рассмотренных выше комплектующих многоэлектродную машину для точечной контактной сварки двух видов технологической оснастки - кондуктора и съемной плиты со штифтами-упорами, которая заключается в следующем.
На рабочем столе 26 устанавливают в удобном положении съемную плиту 22 и на нее укладывают раму корпуса кондуктора с отведенными стержнями 15 фиксатора так, чтобы все штифты 23 плиты 22 вошли через отверстия 3 в профилях основных сторон 1 и 2 рамы корпуса в отверстия 12 вставок 11 в профилях сторон 1 и 2 рамы. При этом основание рамы корпуса кондуктора должно всей поверхностью прилегать к поверхности плиты 22 без зазоров. Образующие плоскую сетку прутки 4 и 5 готовят заранее, подвергая правке и порезке в размер по длине и ширине плоской сетки проволоку соответствующих диаметров, если прутки 4 и 5 имеют разный диаметр. Вначале в кондуктор укладывают прутки 5 первого (нижнего) ряда, располагая их торцы между вертикальными стенками 24 противоположных штифтов 23 и 23 “а”, выведенных через соответствующие отверстия 3 в профилях обеих сторон 1 рамы корпуса кондуктора и отверстия 12 вставок 11, используя указанные стенки продольных вырезов в штифтах 23 и 23 “а” как упоры. Укладку прутков 5 производят в прорези 6 полок профилей обеих сторон 1 рамы корпуса кондуктора и перемычек 8 и 9, а также в поперечные проточки 14 вставок 11 в профилях обеих сторон 1 рамы. Крайние прутки 5 первого (нижнего) ряда укладывают в продольные проточки 13 вставок 11 в профилях основных сторон 2 рамы кондуктора. Затем в кондуктор укладывают прутки 4 второго (верхнего) ряда, располагая их торцы между вертикальными стенками 25 противоположных штифтов 23 и 23 “а”, выведенных через соответствующие отверстия 3 в профилях обеих сторон 2 рамы корпуса кондуктора и отверстия 12 вставки 11, используя указанные вертикальные стенки продольных вырезов в штифтах 23 и 23 “а” как упоры. Укладку прутков 4 производят в прорези 7 полок профилей обеих сторон 2 рамы корпуса и частей 10 “а”, 10 “б” и 10 “в” перемычки рамы, а также в поперечные проточки 14 вставок 11 в профилях обеих сторон 2 рамы. Крайние прутки 4 второго (верхнего) ряда укладывают в продольные проточки 13 вставок 11 в профилях основных сторон 1 рамы корпуса кондуктора. После этого стержни 15 фиксатора поворачивают вокруг осей 17 их шарнирного крепления в рабочее положение до упора их упругих элементов 18 в верхние прутки 4 плоской сетки. При этом вторые концы стержней 15 должны войти в зазор между соответствующей парой стоек 19. При соответствующем усилии прижатия этих концов стержней 15 фиксатора (или соединяющей их перемычки) к верхним пруткам 4 плоской сетки упругие элементы 18 стержней 15 будут подвергнуты упругой деформации, а сами стержни 15 получат необходимое смещение к раме корпуса кондуктора в зазоре между стойками 19, освобождая отверстия в них для заведения штифтов 20 с головкой 21 стопорного устройства фиксатора в его рабочем положении. После снятия усилия прижатия стержней 15 фиксатора последние усилием сжатых упругих элементов 18 будут прижаты к штифтам 20, оставаясь в рабочем положении и обеспечивая требуемое прижатие верхних прутков 4 плоской сетки к ее нижним пруткам 5, исключая возможность их относительного смещения после снятия подготовленного кондуктора со съемной плиты рабочего стола, снабженной штифтами-упорами 23 для торцов образующих плоскую сетку прутков 4 и 5. Теперь кондуктор снимают со съемной плиты 22 рабочего стола 26 и подают в многоэлектродную машину для точечной контактной сварки на направляющие 27, устанавливая первый ряд узлов пересечений крайнего верхнего прутка 4 со всеми нижними прутками 5 плоской сетки на неподвижные электроды. Включая сварочную машину, подают прижимные верхние электроды ее на первый ряд узлов пересечения образующих плоскую сетку прутков и одновременно осуществляют их сварку. Затем последовательно перемещают кондуктор на один шаг верхних прутков 4 и осуществляют одновременную сварку каждого последующего ряда узлов пересечения образующих плоскую сетку прутков 4 и 5 до завершения ее сварки. После этого кондуктор снимают с направляющих 27 сварочной машины и подают на рабочий стол 26 оператора (можно на съемную плиту 22), разневоливают фиксатор, прижимая его стержни 15 и удаляя штифты 20 с головкой 21 из отверстий в стойках 19, отводят стержни 15 фиксатора в нерабочее положение и удаляют из кондуктора сваренную плоскую сетку. Для изготовления каждой очередной плоской сетки указанные операции повторяют. При использовании двух (и более) кондукторов для изготовления плоских сеток по заявляемой технологии в процессе сварки плоской сетки в одном кондукторе может быть организована укладка образующих плоскую сетку прутков 4 и 5 очередной их партии (комплекта) в свободный кондуктор. Это позволит организовать практически непрерывную работу сварочной машины, повышая ее производительность за счет сокращения непроизводительных потерь рабочего времени. Изготовленная по заявляемой технологии плоская сетка имеет высокую точность геометрических параметров (форму и размеры ячеек и плоской сетки в целом), экономичность ее производства (незначительная стоимость оснастки, отсутствие ее функциональных связей с работой сварочной машины, повышенная надежность эксплуатации установки в целом, незначительная трудоемкость производства, отсутствие непроизводительных затрат времени на обслуживание установки, оптимальные энергозатраты на производство плоских сеток и полное отсутствие отходов пруткового материала). Изготовление плоских сеток по заявляемой технологии без использования съемной плиты 22 с установленными в ней штифтами-упорами 23 значительно повысит трудоемкость укладки в кондуктор с необходимой точностью образующих плоскую сетку прутков 4 и 5 проволоки или потребует некоторого увеличения длины последних, что увеличит длину выхода прутков 4 и 5 за допустимые габаритные размеры плоской сетки и потребует дополнительного введения отделочной операции - обрезки выступающих за габариты плоской сетки концов образующих ее прутков 4 и 5. Иными словами, существенно возрастут трудозатраты на производство за счет повышения трудоемкости укладки прутков 4 и 5 в кондуктор или за счет введения дополнительно указанной отделочной операции, но в этом случае появятся и отходы пруткового материала за счет увеличения его расхода. В любом случае возрастут трудозатраты на изготовление плоских сеток и их стоимость, что нецелесообразно.
Изложенное выше подтверждает, что оба объекта заявляемой группы изобретений обеспечивают решение поставленной задачи и достижение единого технического результата. Поскольку для промышленной реализации обоих объектов заявляемой группы изобретений отсутствуют препятствия технического, технологического или иного характера, оба объекта заявляемой группы изобретений следует признать соответствующими условию охраноспособности “промышленная применимость”.
Источники информации, принятые во внимание:
1. Авт. свид. СССР №1382621, МПК В 23 К 11/10, 11/32, 1986 г. - прототип.
2. Авт. свид. СССР №592498, МПК B 21 F 27/10, В 23 К 11/10, 1976 г.
3. Авт. свид. СССР №343799, МПК B 21 F 27/10, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ПЛОСКОЙ ПРОВОЛОЧНОЙ, СЕТКА ПЛОСКАЯ ПРОВОЛОЧНАЯ | 2013 |
|
RU2542882C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| КОНТАКТНОЙ СВАРКИ ПРОВОЛОЧНЫХ СЕТОК | 1972 |
|
SU346077A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| СПОСОБ СБОРКИ ПРОСТРАНСТВЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ, МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
RU2012433C1 |
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК В НЕСКОЛЬКИХ ПАРАЛЛЕЛЬНЫХ ПЛОСКОСТЯХ | 1991 |
|
RU2015778C1 |
Изобретение относится к технологии и оборудованию для контактной точечной сварки проволочных сеток и обеспечивает сборку и сварку плоских сеток, преимущественно из прутков проволоки, с заданными ограниченными по длине и ширине размерами. Подготовленные путем предварительной правки и порезки в размер по длине и ширине плоской сетки прутки проволоки укладывают в кондуктор на рабочем столе оператора. Фиксацию заданного расположения осуществляют после укладки всего комплекта образующих плоскую сетку прутков фиксатором, обеспечивающим прижатие верхних прутков к нижним в узлах пересечения. Снимают кондуктор с рабочего стола оператора и подают первым рядом пересечений образующих плоскую сетку прутков на неподвижные нижние электроды многоэлектродной машины для точечной контактной сварки и осуществляют сварку этого ряда пересечений прутков. Последовательно перемещают кондуктор на один шаг прутков плоской сетки, расположенных перпендикулярно направлению подачи, и сваривают каждый очередной ряд пересечений прутков до полного завершения сварки плоской сетки. Корпус кондуктора выполнен в виде прямоугольной рамы, стороны которой изготовлены из профиля корытообразной формы. Расстояние между продольными осями профилей противоположных сторон рамы равно расстоянию между осями соответствующих крайних прутков сетки. Вдоль этой оси в профиле каждой стороны рамы выполнены отверстия для установки рамы кондуктора с уложенными в ней прутками на неподвижные нижние электроды. Отверстия расположены с шагом, равным шагу прутков плоской сетки в перпендикулярном оси профиля направлении. От торца внутренних полок профиля каждой стороны рамы кондуктора против осей отверстий по оси профиля выполнены вертикальные прорези по диаметру укладываемых в них прутков. Фиксатор взаимного расположения прутков, образующих плоскую сетку, выполнен в виде прижимающего весь комплект образующих плоскую сетку прутков стержня, изогнутого в форме буквы “П”, свободные концы параллельных сторон которого шарнирно установлены в проушинах. На параллельных сторонах стержня фиксатора, по крайней мере, над каждым верхним прутком собранной в кондукторе сетки в рабочем положении фиксатора закреплен упругий элемент. Это позволяет изготавливать плоские проволочные сетки с высокой точностью геометрических параметров готовой продукции, а также повысить производительность процесса изготовления плоских сеток. 2 н. и 6 з.п.ф-лы, 5 ил.
| Машина для контактной точечной сварки арматурных сеток | 1984 |
|
SU1215922A1 |
| СПОСОБ СБОРКИ ПРОСТРАНСТВЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ, МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
RU2012433C1 |
| Машина для контактной точечной сварки | 1987 |
|
SU1574399A1 |
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ОПЕРАЦИИ НА ЗАБИТОЙ ПТИЦЕ ИЛИ ЧАСТИ ЗАБИТОЙ ПТИЦЫ | 2020 |
|
RU2741082C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| DE 3422540 A, 19.12.1985. | |||

