Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении резьбы на резьбонакатных станках с инструментом типа ролик-ролик.
Известны способ накатывания резьбы двумя роликами и устройства для его осуществления, описанные в книге: О.А. Миропольский, Э.П. Луговой. Накатывание резьб и профилей, Москва, Машиностроение, 1976, стр. 65-97 (I).
Известны двухроликовые полуавтоматы, разработанные Азовским заводом КПА, мод. А9518 и А2528, стр.66-79, табл.20. рис.47, немецкие полуавтоматы, например, серии UPW, фирмы Bad Duben, стр.83-84, табл.22, фирмы "РЕЕ-WEE". мод. P20US и др., стр.84-88, швейцарской фирмы "Ernst Grob", серии ZRM, стр.88-90 и другие. Все они однотипные, снабжены механизмами перемещения подвижных головок в зону накатки. Отличаются механизмами привода, наладки, синхронизации. Способ накатывания резьбы роликами у всех станков одинаков.
За прототип способа накатывания резьбы двумя роликами принят способ накатывания резьбы двумя роликами, описанный в указанной выше книге, стр. 79-83, применяемый на п/автомате, мод. РН-50 (I).
Известный способ накатывания резьбы роликами, включает установку заготовки в зоне накатывания, подвод подвижного накатного ролика к заготовке, воздействие на заготовку с противоположных сторон двух синхронно вращающихся в одном направлении роликов при продолжающемся перемещении подвижного ролика в направлении неподвижного с выдавливанием полного профиля резьбы на заготовке, калибровку резьбы, отвод подвижного ролика в исходное положение, удаление детали с накатанной резьбой.
За прототип устройства для накатывания резьбы роликами принято устройство, описанное в вышеуказанной книге, стр. 66-79, в виде конструкции резьбонакатного полуавтомата, мод. А 9518, Азовского завода КПА (I).
Известное устройство для накатывания резьбы двумя роликами содержит механизм установки заготовки в зоне накатывания, два резьбонакатывающих ролика с осями вращения, параллельными оси заготовки, механизм одновременного с противоположных сторон воздействия (или подачи) роликов на заготовку в виде подвижной и неподвижной головок, смонтированных на корпусе станка, механизм настройки роликов, гидросистему.
Недостатком известных способа накатывания резьбы роликами и устройства для накатывания является их сложная, длинная кинематика, связанная с подачей подвижной головки с роликом в зону накатки, наличием последующего силового режима накатывания, связанного с продолжающимся давлением двигающейся головки, что в сочетании с люфтами механизма подачи ролика приводит к снижению качества обработки, повышению износа инструмента и энергозатрат. Известная конструкция устройства громоздка, сложна и трудоемка в изготовлении. Отдельные недостатки конструкции указаны в книге, табл.25, стр.92-95.
Технической задачей предлагаемого изобретения является повышение комплекса технологических и эксплуатационных характеристик процесса обработки, таких как улучшение силового режима накатывания, обеспечивающего высокую точность резьбы, в сочетании с возможностью настроечного поворота роликов на эксцентриковых шейках валов, повышающего ресурсоспособность накатного инструмента и в сочетании с исключением гидравлической подачи роликов, понижающего энергозатраты.
Другой задачей является упрощение конструкции устройства и повышение универсальности накатывания в результате реализации способа накатывания резьбы двумя роликами, основанного на смешанной радиально-тангенциальной подаче роликов.
Указанные задачи решают за счет введения новых технологических приемов и конструкторских решений, приводящих к упрощению конструкции устройства, получению высококачественного изделия, снижению металлоемкости и энергозатрат, повышению ресурса резьбонакатывающего инструмента.
Технический результат в предлагаемом способе накатывания резьбы роликами достигается за счет того, что воздействие на заготовку осуществляют роликами, жестко зафиксированными, смещенными относительно осей их вращения на величину суммарного эксцентриситета, обеспечивающего формирование профиля резьбы, и установленными с возможностью настроечного поворота вокруг своих осей перед их жесткой фиксацией.
Величину суммарного эксцентриситета устанавливают не менее половины высоты профиля накатываемой резьбы.
Технический результат достигается тем, что в устройстве для накатывания резьбы роликами механизм одновременного с противоположных сторон воздействия роликов на заготовку выполнен в виде установленых в корпусе с постоянным межосевым расстоянием валов с эксцентриковыми шейками, каждая из которых расположена эксцентрично оси вала, с получением суммарного эксцентриситета смещения относительно осей валов, величина которого обеспечивает формирование профиля резьбы, ролики жестко зафиксированы на эксцентриковых шейках валов и имеют возможность настроечного поворота вокруг своих осей перед их жесткой фиксацией на эксцентриковых шейках валов.
Величина суммарного эксцентриситета установлена не менее половины высоты профиля накатываемой резьбы.
Ролики жестко закреплены неподвижно ни эксцентриковых шейках валов фрикционными зажимами.
Ролики кинематически связаны через валы с приводом их синхронного вращения.
Привод синхронного вращения роликов выполнен в виде зубчатой передачи.
Заявителю и автору не известны аналогичный способ накатывания резьбы на стержневых деталях двумя накатывающими роликами и устройство для накатывания резьбы, включающие отличительные признаки заявляемых способа и устройства накатывания резьбы роликами, что позволяет считать предложенные способ и устройство накатывания резьбы двумя роликами, соответствующим критериям "новизны" и "существенные отличия", т. е. заявленные технические решения соответствуют изобретательскому уровню.
Сущность предлагаемого изобретения и его отличия от прототипов поясняются чертежом, где показано устройство для накатывания резьбы на стержневых деталях двумя противоположно расположенными роликами. Устройство содержит механизм одновременного с противоположных сторон воздействия роликов на заготовку и механизм их синхронного вращения.
Обозначения на чертеже: два ролика 1 и 2, гайки 3, эксцентриковые шейки 4 и 5, валов 6 и 7, корпус 8, шестерни 9 зубчатой передачи, двигатель 10.
Механизм одновременного с противоположных сторон воздействия роликов на заготовку выполнен в виде установленных в корпусе 8 с постоянным межосевым расстоянием валов 6 и 7 с эксцентриковыми шейками 4 и 5, каждая из которых расположена эксцентрично относительно оси своего вала 7 и 6 соответственно. Суммарный эксцентриситет смещения осей шеек 4 и 5 относительно осей валов 7 и 6 установлен не менее половины высоты профиля накатываемой резьбы. Ролики 1 и 2 жестко зафиксированы на эксцентриковых шейках 4 и 5 валов 6 и 7 с возможностью их настроечного поворота вокруг своих осей перед их жесткой фиксацией на эксцентриковых шейках при помощи фрикционного зажима, например гаек 3. Ролики 1 и 2 кинематически связаны через валы 6 и 7 с приводом их синхронного вращения, выполненного в виде зубчатой передачи 9.
Работа способа и устройства.
Заготовку подают в зону накатывания резьбы и устанавливают в рабочее положение (не показано). До этого производят настройку роликов 1 и 2 на совмещение заходов витков резьбы, для чего их поворачивают вокруг осей на эксцентриковых шейках 4 и 5 валов 6 и 7. После совмещения ролики жестко закрепляют на валах гайками 3. Вращение роликов 1 и 2 осуществляют от двигателя 10 через зубчатую передачу 9 и пару валов 6 и 7. Зубчатая передача определяет синхронное круговое вращение роликов. Так как ролики 1 и 2 установлены на эксцентриковых шейках 4 и 5 со смещением от оси вращения валов 6 и 7 совместное круговое вращение роликов 1 и 2 складывается из сближения эксцентриковой части поверхности роликов при накатывании резьбы на величину суммарного эксцентриситета, обеспечивающего формирование на заготовке резьбы полного профиля. В данном случае с величиной суммарного эксцентриситета не менее половины высоты профиля накатываемой резьбы (2е≥1/2h, где h - высота профиля резьбы). Эксцентриковые поверхности роликов 1 и 2, вращаясь в одном направлении, одновременно с противоположных сторон находят на заготовку, плавно ее захватывают радиально-тангенциальным движением и, постепенно вдавливаясь, формируют на ней резьбу. После накатывания резьбы эксцентриковые поверхности роликов 1 и 2 расходятся, увеличивая просвет между роликами, накатанное изделие убирается из зоны накатывания, и на его место подастся следующее, цикл повторяется.
При износе отработанных поверхностей 1 и 2, в дополнении к возможности настроечного поворота вокруг своих осей на шейках 4 и 5, можно вводить в зону обработки новые цельные участки рабочей поверхности роликов и возобновить процесс накатывания.
Предлагаемое устройство изготовлено в ОАО "Этна" и совместно со способом опробованы при накатывании резьбы на болтах шестигранных М8•50. Устройство показало стабильную работу, качество накатываемой резьбы высокое. Полученный при испытаниях положительный результат позволяет сделать вывод о "промышленной применимости" предлагаемых способа и устройства для накатывания резьбы роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| Резьбонакатная головка | 1981 |
|
SU963649A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| Устройство для накатки профилей | 1981 |
|
SU963655A1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2113310C1 |
| Станок для холодного накатывания зубчатых профилей | 1988 |
|
SU1780910A1 |
| ПРОФИЛЕНАКАТНЫЙ СТАНОК | 2004 |
|
RU2243055C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253534C1 |
Изобретение может быть использовано при изготовлении резьбы на резьбонакатных станках с инструментом типа ролик-ролик. Устройство содержит корпус, в котором с постоянным межосевым расстоянием установлены валы с шейками, расположенными эксцентрично оси вала, с получением суммарного эксцентриситета смещения относительно осей валов не менее половины высоты профиля резьбы, ролики жестко зафиксированы на шейках валов с возможностью настроечного поворота вокруг осей перед их жесткой фиксацией на шейках валов фрикционными зажимами. Способ включает формирование профиля резьбы путем одновременного воздействия на заготовку с противоположных сторон двух синхронно вращающихся в одном направлении роликов, жестко зафиксированных, смещенных относительно осей их вращения на величину эксцентриситета не менее половины высоты профиля накатываемой резьбы и установленных с возможностью настроечного поворота вокруг своих осей перед их жесткой фиксацией. Повышается точность накатываемой резьбы за счет улучшения силового режима, а также упрощается конструкция устройства за счет использования двух роликов для накатывания резьбы. 2 с. и 5 з.п. ф-лы, 1 ил.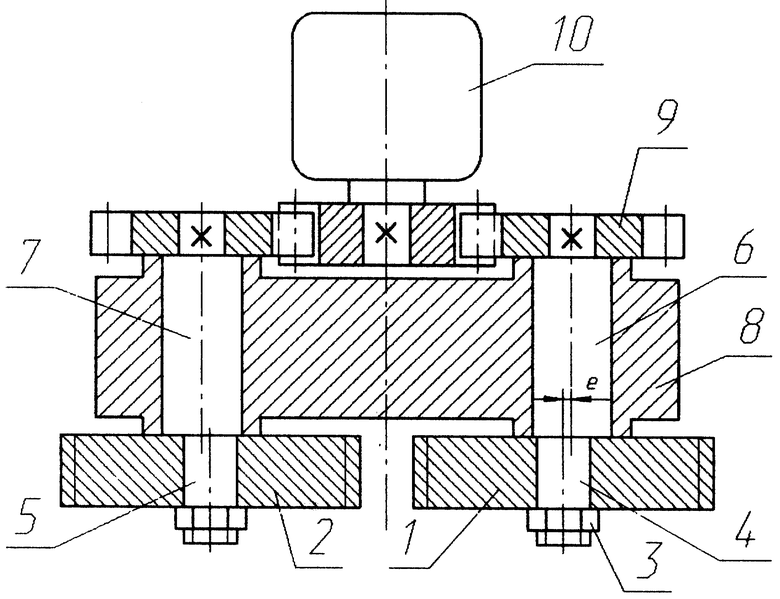
| МИРОПОЛЬСКИЙ О.А | |||
| и др | |||
| Накатывание резьб и профилей | |||
| - М.: Машинострение, 1976, с.78-83 | |||
| МИРОПОЛЬСКИЙ О.А | |||
| и др | |||
| Накатывание резьб и профилей | |||
| - М.: Машиностроение, 1976, с.66-79 | |||
| Резьбонакатная головка | 1980 |
|
SU940967A1 |
| Резьбонакатный патрон со свободно вращающимися роликами | 1941 |
|
SU62103A1 |
| 1971 |
|
SU417416A1 | |
| DE 3300029 A1, 05.07.1984. | |||

