Изобретение относится к области металлургии, конкретно к прокатному производству, и может быть использовано на станах холодной прокатки листовой стали.
Известен способ подготовки к эксплуатации валков прокатной клети, согласно которому осуществляют поверхностное упрочнение бочки валка посредством накатки роликом (SU 1794513, 15.02.93).
Недостатки известного способа состоят в том, что глубина упрочнения бочки мала для существенного повышения износостойкости. Кроме того, отсутствие охлаждения и смазки в зоне контакта бочки валка и накатного ролика приводит к нежелательному разогреву и неблагоприятным напряжениям трения, в результате чего уменьшается глубина слоя с упрочненной структурой.
Известен также способ подготовки к эксплуатации валков листопрокатной клети кварто, включающий завалку рабочих и опорных валков в клеть и совместное вращение взаимно прижатых рабочих и опорных валков (SU 884754, 30.11.81).
Недостатки известного способа состоят в том, что он не обеспечивает оптимальных условий упрочнения бочек одновременно рабочих и опорных валков. Это приводит к повышению расхода валков и ухудшению качества прокатываемой листовой стали.
Более совершенным и наиболее близким по технической сущности к предложенному изобретению является способ подготовки к эксплуатации валков листопрокатной клети кварто, включающий завалку рабочих и опорных валков в клеть и совместное вращение взаимно прижатых рабочих и опорных валков. Усилие взаимного прижатия валков устанавливают в 1,3 - 1,5 раза большим усилия прокатки, а вращение ведут в течение 360 - 580 с при частоте вращения рабочих валков 7,5 - 8,7 с-1 с одновременной подачей к рабочим и опорным валкам смазочно-охлаждающей жидкости (RU 2096103 C1, 20.11.97).
Недостатки известного способа заключаются в следующем. Нормирование усилия взаимного прижатия валков через усилие прокатки нельзя считать оправданным, т. к. усилие прокатки зависит от режима обжатий, сортамента прокатываемых полос, натяжения, смазки, скорости прокатки и др., и не является постоянной величиной. Кроме того, известный способ не обеспечивает оптимальных условий упрочнения одновременно как рабочих, так и опорных валков. Это приводит к снижению стойкости валков и ухудшению качества прокатываемых листов.
Задачей, решаемой изобретением, является устранение вышеуказанных недостатков, т.е. обеспечение оптимальных условий упрочнения бочек одновременно опорных и рабочих валков и, как результат, повышение стойкости валков и качества прокатываемых листов.
Указанная задача решается тем, что в известном способе подготовки к эксплуатации валков листопрокатной клети кварто, включающем завалку рабочих и опорных валков в клеть и совместное вращение взаимно прижатых рабочих и опорных валков с одновременной подачей к ним смазочно-охлаждающей жидкости, согласно изобретению совместное вращение валков ведут с погонным усилием прижатия 1,1 - 1,9 т/мм при отношении диаметров смежных опорного и рабочего валков, равном 2,8 - 3,6.
Сущность изобретения состоит в следующем. Рабочие валки листопрокатной клетки должны иметь большую твердость, чем опорные. За счет этого увеличивается износостойкость рабочих валков, на бочках которых имеет место контактное скольжение металла в зонах опережения и отставания, а также исключается возможность переноса дефектов поверхности со смежных опорных валков. Одновременно с этим в результате подготовки к эксплуатации опорные валки должны обладать повышенным пределом выносливости, т.к. продолжительность их кампании почти на два порядка больше, чем у рабочих валков. Таким образом, в результате совместного вращения взаимно прижатых рабочих и опорных валков необходимо сформировать максимальную и равномерную твердость поверхности бочки рабочего валка и упрочнить бочку опорного валка на глубину, превышающую глубину проникновения максимальных контактных напряжений при прокатке. Глубина проникновения контактных напряжений при упругом сжатии цилиндрических тел зависит от соотношения их диаметров и погонного усилия сжатия. При отношении диаметров смежных опорного и рабочего валков, равном 2,8 - 3,6, и погонном усилии прижатия 1,1 - 1,9 т/мм контактные напряжения в рабочем валке концентрируются на поверхности бочки, вызывая максимальный рост твердости после совместного вращения. В опорном валке, имеющем больший диаметр, контактные напряжения рассеиваются на большей глубине. Бочка опорного валка приобретает меньшую твердость, чем рабочего, но упрочнена на значительно большую глубину. За счет этого достигаются наилучшие условия упрочнения как рабочего, так и опорного валков, что выражается в повышении их стойкости и качества прокатываемых листов.
Экспериментально установлено, что при отношении диаметров смежных опорного и рабочего валков менее 2,8 рабочий валок не приобретает максимально возможной твердости бочки, а опорный валок упрочняется на глубину, меньшую, чем глубина залегания максимальных скалывающих напряжений при прокатке. Это приводит к снижению износостойкости бочки рабочего валка и преждевременному усталостному разрушению опорного валка. Увеличение отношения диаметров более 3,6 приводит к тому, что уже при совместном вращении взаимно прижатых валков в опорном валке накапливаются усталостные явления. В результате снижается его работоспособность.
При погонном усилии взаимного прижатия валков меньше 1,1 т/мм не достигается максимально возможная и равномерная твердость поверхности рабочего валка. Увеличение погонного усилия прижатия более 1,9 т/мм приводит к переупрочнению и охрупчиванию поверхностного слоя бочки рабочего валка, а также снижению предела выносливости опорного валка при его эксплуатации.
Примеры реализации способа
Новые опорные валки с диаметром бочки Dо = 1344 мм и длиной бочки L = 1400 мм заваливают в 3-ю клеть непрерывного 4-клетевого стана "1400" холодной прокатки. Затем в эту же клеть заваливают рабочие валки с диаметром бочки Dр = 420 мм. Отношение С диаметров бочек смежных опорного и рабочего валков составляет
Рабочие и опорные валки приводят во вращение от электродвигателей главного привода, включают подачу к валкам смазочно-охлаждающей жидкости. С помощью нажимных механизмов вращающиеся рабочие валки сводят до соприкосновения и сжимают с усилием P = 2100 т, что соответствует погонному усилию
Взаимно прижатые рабочие и опорные валки вращают без прокатки с частотой вращения рабочих валков 300 оборотов в минуту. По мере упрочнения бочек рабочих и опорных валков при постоянных частоте вращения и усилии взаимного прижатия валков происходит постепенное уменьшение тока двигателей главного привода. Прекращение уменьшения тока двигателей главного привода свидетельствует о завершении процесса упрочнения.
После этого рабочие валки разводят, в стан заправляют стальную полосу и осуществляют ее холодную прокатку. За счет повышения стойкости рабочих валков их расход уменьшается до величины q = 0,8 кг/т проката, а расход опорных валков - до величины Q = 0,6 кг/т проката. Отбраковка холоднокатаных листов уменьшается до 0,5%.
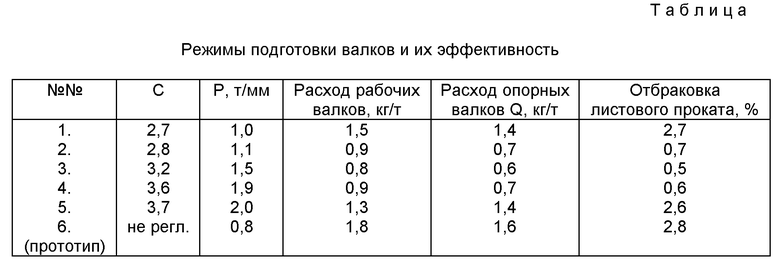
Варианты реализации способа подготовки к эксплуатации валков листопрокатной клети и показатели их эффективности приведены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2-4) достигается повышение стойкости рабочих и опорных валков и качестве прокатываемых листов. В случае запредельных значений заявленных параметров (варианты 1 и 5), а также реализации способа-прототипа (вариант 6) снижается стойкость рабочих и опорных валков, ухудшается качество прокатываемых листов.
Технико-экономические преимущества предложенного способа состоят в том, что совместное вращение взаимно прижатых рабочих и опорных валков с погонным усилием прижатия 1,1 - 1,9 т/мм при отношении диаметров смежных опорного и рабочего валков, равном 2,8 - 3,6, обеспечивает одновременное формирование упрочненного слоя с оптимальными свойствами на бочках рабочего и опорного валков. За счет этого достигается повышение стойкости валков и качества прокатываемых полос.
В качестве базового объекта принят способ-прототип. Использование предложенного способа позволит повысить рентабельность производства холоднокатаной листовой стали на 10-12%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2213637C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2184631C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1996 |
|
RU2096103C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2226135C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2003 |
|
RU2256517C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
Изобретение относится к металлургии, конкретно к прокатному производству, и может быть использовано на станах холодной прокатки листовой стали. Способ включает завалку рабочих и опорных валков в клеть и совместное вращение взаимно прижатых рабочих и опорных валков с одновременной подачей к ним смазочно-охлаждающей жидкости. Техническая задача, решаемая изобретением, состоит в повышении стойкости валков и качества прокатываемых листов. Указанная задача решается тем, что совместное вращение валков ведут с погонным усилием прижатия 1,1 - 1,9 т/мм при отношении диаметров смежных опорного и рабочего валков, равном 2,8 - 3,6. Использование изобретения обеспечивает одновременное формирование упрочненного слоя с оптимальными свойствами на точках рабочего и опорного валков. 1 табл.
Способ подготовки к эксплуатации валков листопрокатной клети кварто, включающий завалку рабочих и опорных валков в клеть и совместное вращение взаимно прижатых рабочих и опорных валков с одновременной подачей к ним смазочно-охлаждающей жидкости, отличающийся тем, что совместное вращение валков ведут с погонным усилием прижатия 1,1 - 1,9 т/мм при отношении диаметров смежных опорного и рабочего валков, равном 2,8 - 3,6.
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1996 |
|
RU2096103C1 |
| Способ подготовки к эксплуатации калиброванных прокатных валков | 1990 |
|
SU1794513A1 |
| Способ подготовки к работе опорных валков станов "кварто | 1980 |
|
SU884754A1 |
| Способ настройки рабочих валков двадцативалкового стана | 1988 |
|
SU1574301A1 |
| Способ подготовки рабочих валков | 1989 |
|
SU1754242A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
| Способ получения композита пектиново-целлюлозной пленки на основе целлюлозы Gluconacetobacter sucrofermentas и пектина | 2019 |
|
RU2726359C1 |
| US 4910844, 27.03.1990. | |||

