Изобретение относится к сварке и наплавке, а именно к способам наплавки для нанесения на поверхности деталей и узлов специальных слоев, обладающих износостойкостью, жаропрочностью, стойкостью против задиров, ударных нагрузок и т. д.
Для достижения наибольшей эффективности повышения специальных свойств (теплостойкость, износостойкость) дисперсно-упрочненных сплавов размер упрочняющих частиц не должен превышать 0,01-0,05 мкм при их равномерном распределении в матрице зерна.
Целью изобретения является повышение износостойкости наплавленного металла при одновременном увеличении коэффициента перехода частиц покрытия электрода и керамического флюса в наплавленный металл.
При использовании в качестве компонентов шихты электродного покрытия и керамического флюса твердосплавных поликристаллических частиц (карбиды, бориды, нитриды) размерами 0,4-0,63 мм, получаемых при взаимодействии исходных компонентов в режиме самораспространяющегося высокотемпературного синтеза с последующим деформированием под давлением, частицы должны находиться в объемно-напряженном состоянии при напряжении более 42 кг/мм2.
Самораспространяющийся высокотемпературный синтез (СВС) основан на явлении распространения фронта горения в смесях порошков тугоплавких химических элементов, приводящих к образованию тугоплавких соединений, и протекает по реакциям вида 
 +
+  =
= 
где X - Ti, Zr, Hf, V, Nb, Ta, Mo, W и др.
Y - B, C, N и др.
K - Fe, Ni, Al и др.
Z - бориды/ карбиды/ нитриты и др.
Элементы X представляют порошки тугоплавких металлов/ Y - используются в порошкообразном/ жидком или газообразном состояниях/ K - элементы (металла)/ обладающие низким сродством к элементам-окислителям Y по сравнению с элементами X/ продукт Z является тугоплавкимсоединение и при температуре горения находится обычно в твердом состоянии.
Взаимодействие X и Y происходит с выделением большого количества тепла/ что предопределяет возможность самораспределяющего горения. В результате СВС представляет собой сильноэкзотермическое взаимодействие химических элементов в конденсированной фазе/ протекающее в режиме горения при 2500 - 4000oС.
При получении целевого продукта Z/ частицы которого предназначены для введения в шихту сварочных материалов/ в качестве элемента K предлагается использовать железо для сплавов на базе железа и никель для сплавов на основе никеля.
При протекании процесса СВС железо или никель алитируют зерна продукта Z/ предохраняя тем самым их как от окисления в сварочной ванне/ так и от диссоциации под воздействием высоких температур сварочной дуги в процессе выполнения наплавки.
Основным условием применения элементов в качестве алитирующих покрытий твердых частиц, полученных методом СВС, является их слабая способность (или полное ее отсутствие) к взаимодействию с углеродом (при получении карбидов) по сравнению с основным применяемым карбидообразующим элементом.
Технология получения частиц заключается в следующим. Порошки титана и сажи, взятые в пропорции 4: 1, что соответствует стехиометрическому соотношению карбида титана, и порошок железа в количестве 5% от общей массы шихты тщательно перемешивается в бегунковом смесителе с добавлением связующего в виде жидкого стекла или водного раствора поливинилового спирта. Подобным образом приготовленная масса брикетируется под давлением в брикет-прессе. Брикет диаметром 150 мм и высотой 200 мм сушат при 200-250оС с целью удаления влаги. Просушенный брикет помещают в реактор, поджигают с помощью специального устройства, а затем процесс СВС идет самопроизвольно за счет выделяющегося тепла реакции образования карбида титана. В это же время происходит плавление железа, которое обволакивает зерна образовавшихся карбидов титана.
После окончания процесса горения при 2500-3000оС брикет подвергают деформированию под давлением не менее 55 кг/см2 со скоростью деформирования не менее 2 мм/с. Указанные режимы давления необходимы для получения структуры поликристаллического карбида, находящегося в объемно-напряженном состоянии. Применение давления менее 55 кг/см2 и скорости деформирования менее 2 мм/с не позволяет получить карбиды титана поликристаллического строения, находящиеся в объемно-напряженном состоянии, из-за отсутствия прочных связей между отдельными карбидами титана.
Верхний предел режимов давления, необходимых для получения объемно-напряженных поликристаллических карбидов, не ограничен, так как определяется пределом возможности применяемого для этой цели прессового оборудования.
После полного остывания брикет извлекают из реактора, дробят и просеивают до грануляции 0,4-0,63 мм. Аналогичная технология применяется для получения карбидов других тугоплавких металлов, а также нитридов и боридов.
Продукты СВС имеют высокую стехиометрию химического состава (например, карбид титана соответствует формуле TiC1,0), что значительно повышает их температуру плавления (разложения) практически до максимума (для карбида титана 3100оС).
Экспериментальным путем установлено, что именно деформирование окруженных оболочкой твердых частиц давлением не менее 55 кг/см2 при скорости не менее 2 мм/с соответствует объемно-напряженному состоянию твердых частиц в оболочке не менее σ = 42 кг/мм2 и позволяет получить резкое повышение износостойкости наплавленного металла за счет взрывного распределения карбидов в наплавленном металле.
Увеличение объемно-напряженного состояния поликристаллического продукта СВС выше σ= 42 кг/мм2 не влияет на взрывной характер распределения частиц в наплавленном металле и поэтому экономически не оправдано.
Снижение объемно-напряженного состояния продукта СВС ниже σ = 42 кг/мм2 уменьшает коэффициент перехода твердосплавных частиц в наплавленный металл, увеличивает размеры твердых частиц в матрице, что объясняется отсутствием эффекта взрывного характера распределения твердых частиц.
Это приводит к получению более низкой износостойкости наплавленного металла, близкой к износостойкости наплавленного металла с применением продукта СВС в свободном состоянии.
Именно объемно-напряженное состояние вводимого в процессе наплавки продукта СВС с σ не менее 42 кг/мм2 позволяет получить резкое повышение износостойкости наплавленного металла.
Высокостехиометрические частицы соединений тугоплавких металлов, полученных методом СВС, алитированных железом, грануляцией 0,4-0,63 мм вводят в состав шихты электродного покрытия или керамического флюса. В процессе наплавки частиц благодаря высокой термодинамической устойчивости, а также защитному покрытию успевают пройти высокотемпературную зону сварочной дуги, практически не выгорая, и достигают сварочной ванны, где в результате высоких термических напряжений происходит распад крупных частиц на более мелкие составляющие, причем распад носит взрывной характер. Это приводит к равномерному распределению дисперсных частиц размерами 0,008-0,04 мкм в объеме наплавленного металла.
Химический анализ наплавленного металла подтверждает высокий коэффициент перехода титана и углерода (при использовании карбида титана) из покрытия электрода и керамического флюса в наплавляемый металл. Переход составляет 95% .
Металлографические и более точные микрорентгеноспектральные исследования подтверждают наличие в сплаве равномерно распределенных дисперсных частиц размером 0,008-0,04 мкм. Исследования также показывают отсутствие растворенных в матрице зерна свободных элементов, образующих высокотвердые упрочняющие частицы, и подтверждают переход высокотвердых частиц, полученных методом СВС, из покрытия электрода или керамического флюса в наплавленный металл без диссоциации в высокотемпературной области сварочной дуги. В то же время не происходит и распада частиц на составляющие элементы в ванне расплавленного металла, хотя размеры самих частиц изменяются.
Наплавку под керамическим флюсом выполняли проволокой Св-08А диаметром 4 мм из пластины из Ст3 в 4 слоя.
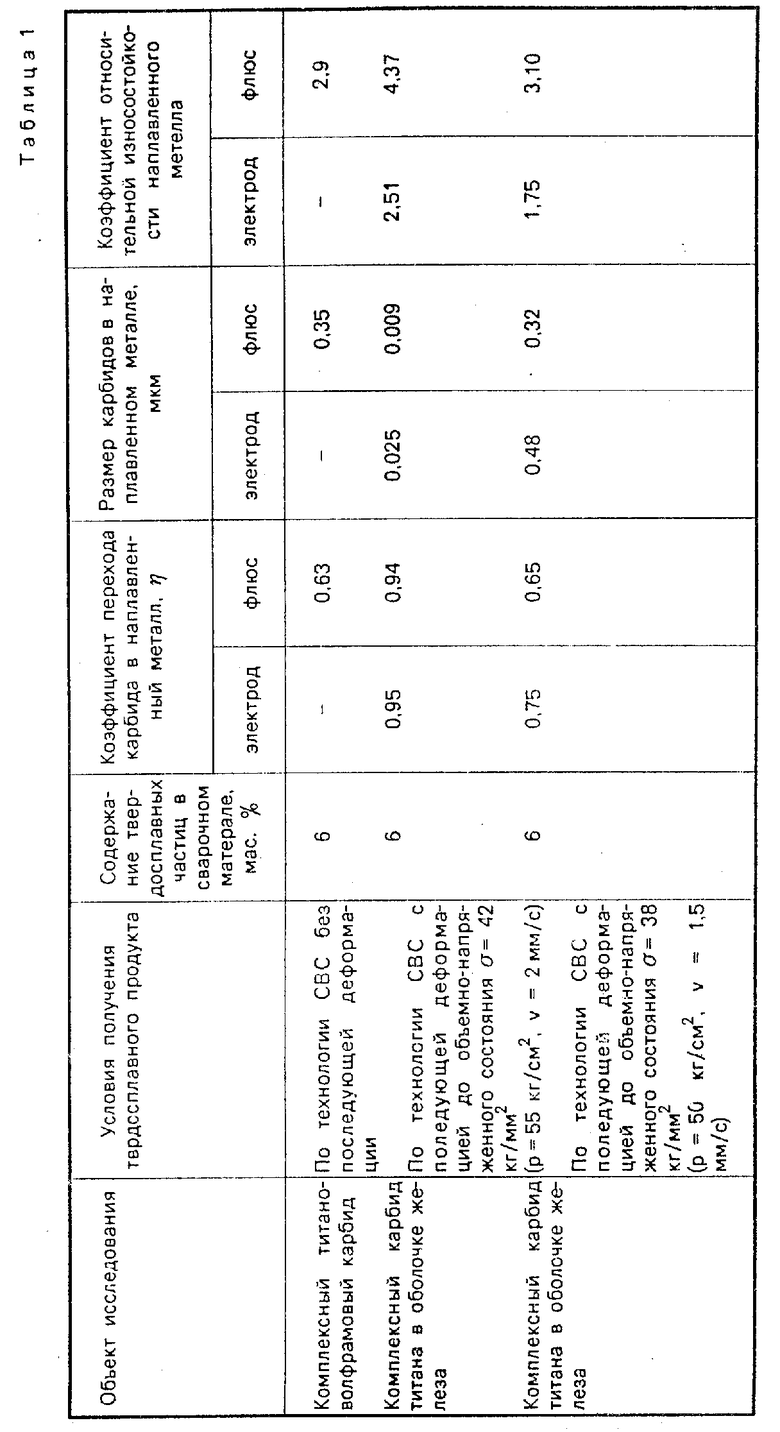
Данные по свойствам наплавленного известным керамическим флюсом металла и свойствам металла, наплавленного с введением в сварочный материал комплексного карбида титана в оболочке железа, полученного по методу СВС с последующей деформацией до объемно-напряженного состояния, сведены в табл. 1.
Испытания на износостойкость проводились на машине Х4-Б. Размер частиц в наплавленном металле определяли методом оптической металлографии.
Коэффициент перехода карбида в наплавленный металл определяли химическим анализом наплавленного металла.
Из приведенных данных видно, что при введении в наплавленный металл по предлагаемому способу комплексного карбида титана в оболочке железа, полученного методом СВС с последующей деформацией до объемно-напряженного состояния σ = 42 кг/мм2, позволяет в значительной мере снизить потери высокотвердых частиц на окисление и с большей эффективностью осуществлять упрочнение наплавленного металла. Повышается дисперсность карбидов в наплавленном металле и его износостойкость.
Снижение объемно-напряженного состояния продуктов СВС ниже σ = 42 кг/мм2 уменьшает коэффициент перехода твердосплавных частиц в направленный металл, увеличивает размеры твердых частиц в матрице и уменьшает износостойкость наплавленного металла.
При введении в наплавленный металл комплексного титано-вольфрамового карбида, полученного методом СВС без деформации, коэффициент перехода твердосплавных частиц в наплавленный металл, размеры их в матрице и износостойкость наплавленного металла близки к свойствам наплавленного металла с применением продуктов СВС с объемно-напряженным состоянием ниже σ= 42 кг/мм2, что объясняется отсутствием взрывного характера распределения твердых частиц.
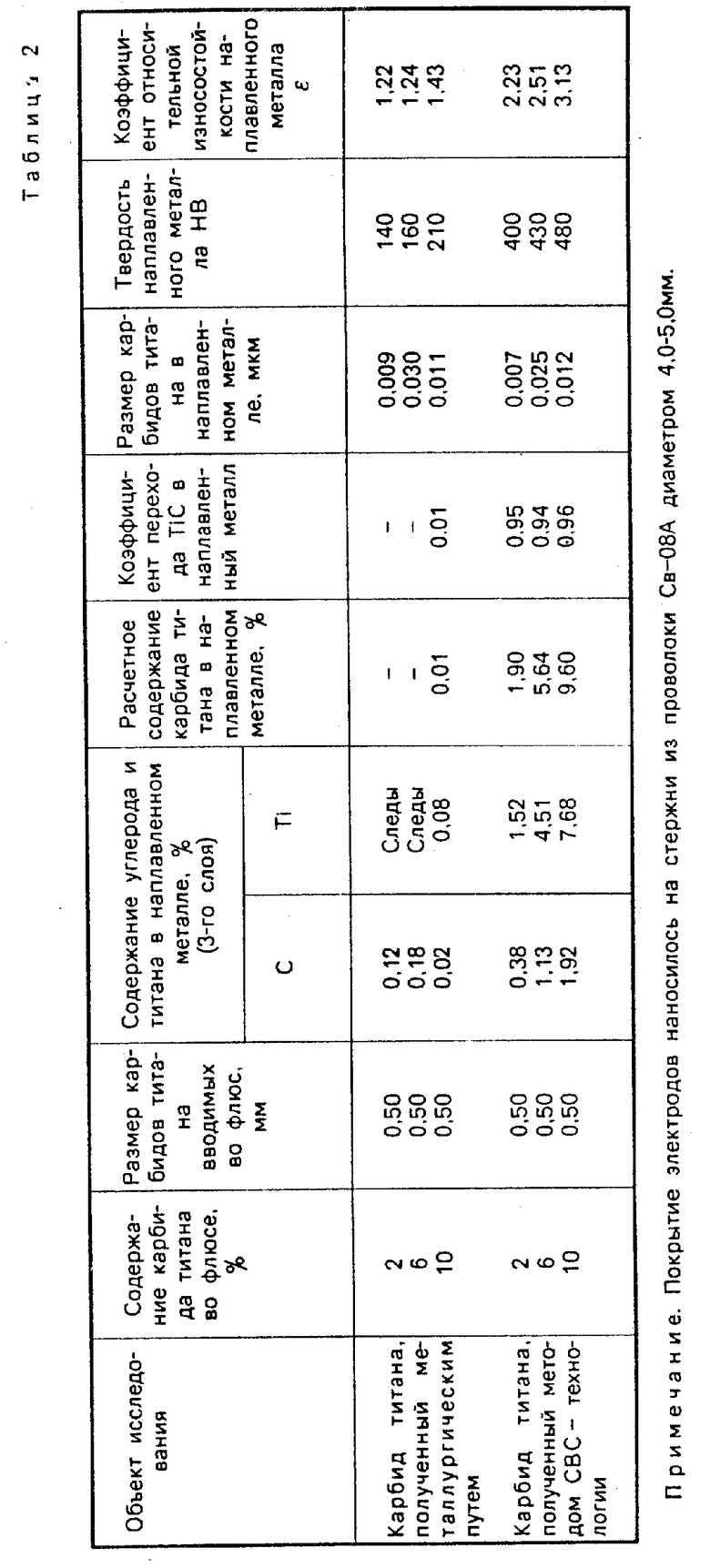
В табл. 2 приведены данные по размерам, содержанию карбида титана и свойствам наплавленного металла, полученного при наплавке электродами, в состав шихты покрытия которых вводили карбиды титана, полученные обычным металлургическим путем, и карбиды титана, полученные методом СВС-технологии.
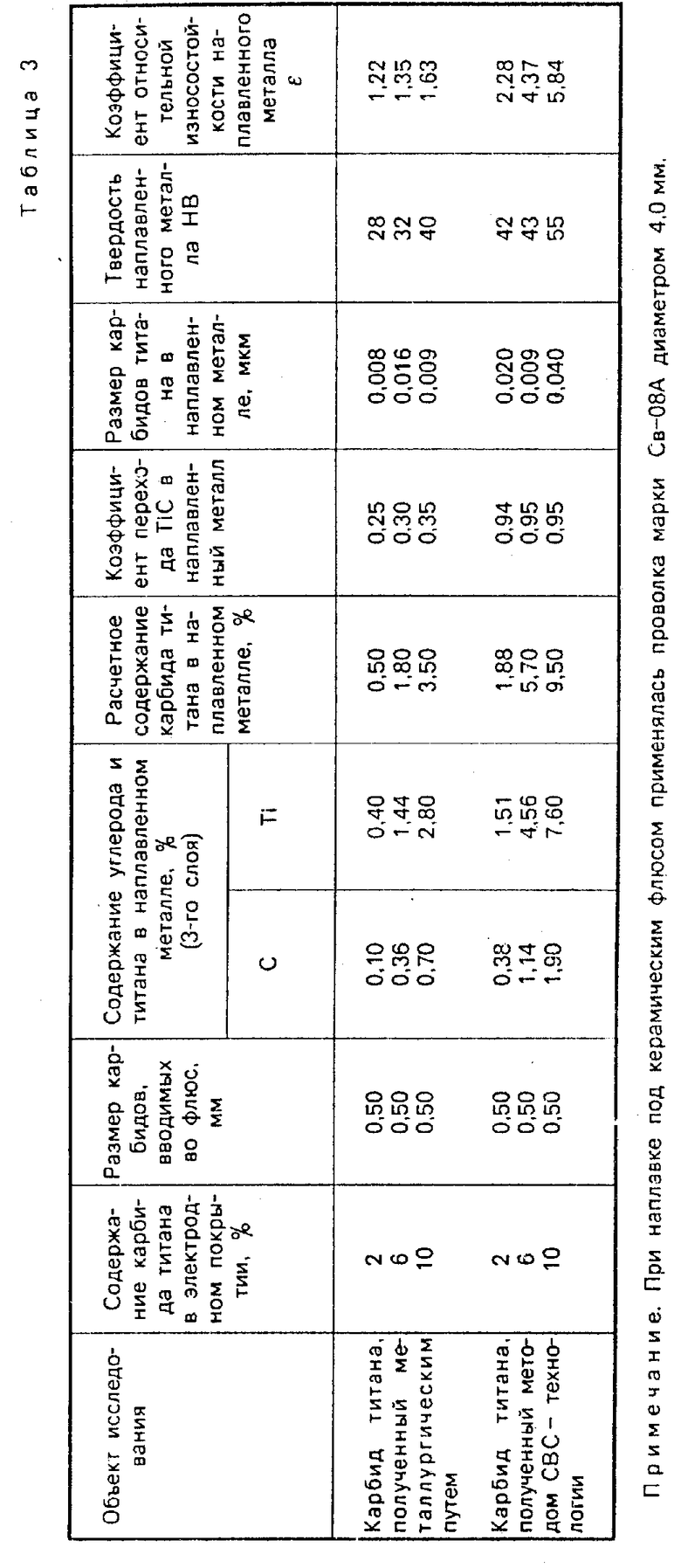
В табл. 3 приведены данные по размерам, содержанию карбида титана и свойствам наплавленного металла, полученного при наплавке под керамическим флюсом одинакового состава, в которые вводили карбиды титана, полученные обычным металлургическим путем, и карбиды титана, полученные методом СВС-технологии.
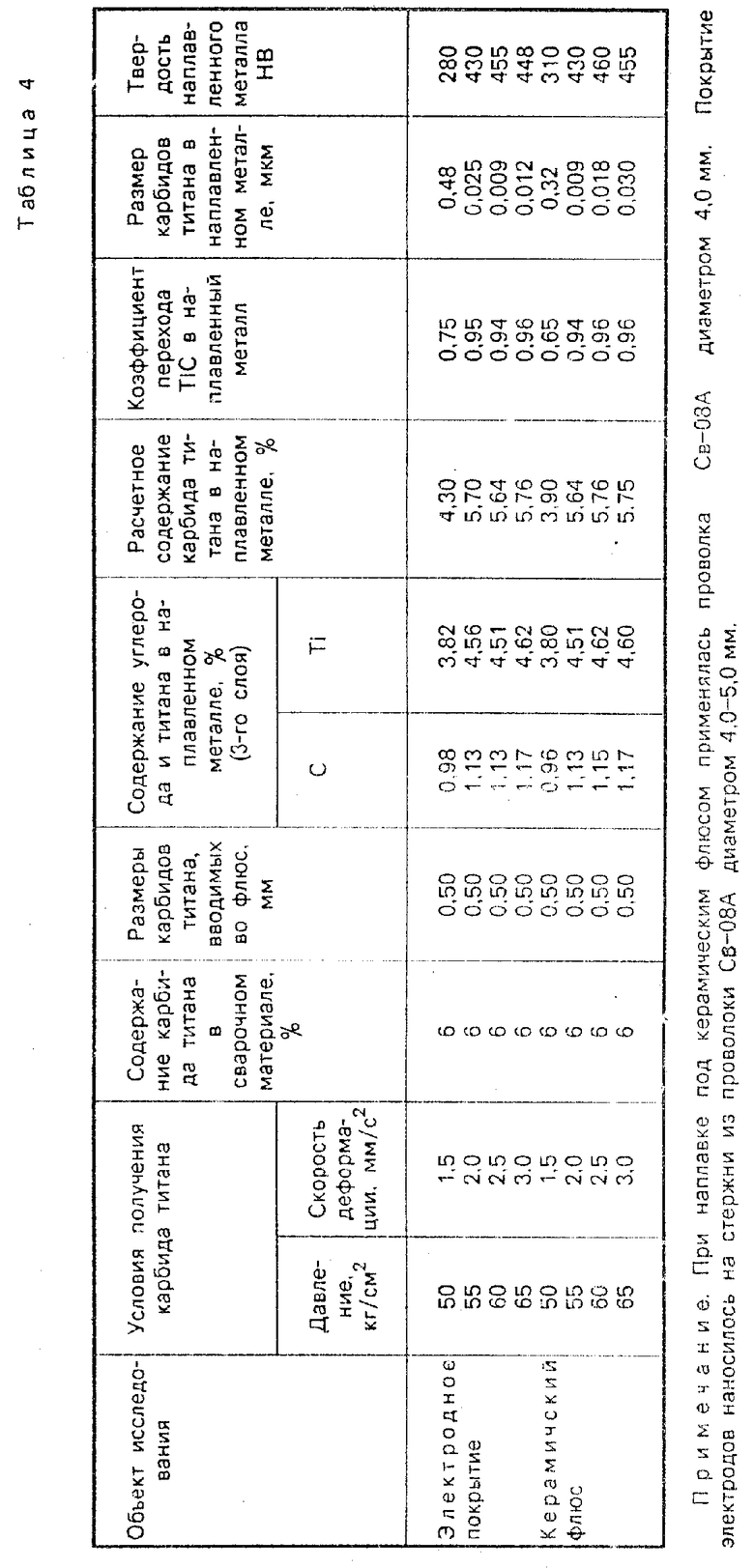
В табл. 4 представлены результаты измерения размеров, содержания карбида титана и твердости наплавленного металла в зависимости от условий их получения по СВС-технологии, при введении в составы электродного покрытия и керамического флюса. (56) Авторское свидетельство СССР N 721977, кл. B 22 F 3/02, 1978.
Авторское свидетельство СССР N 539723, кл. B 23 K 35/365, 1975.
Авторское свидетельство СССР N 1381848, кл. B 23 K 9/04, 1980.
Авторское свидетельство СССР N 1534903, кл. B 23 K 35/362, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2009 |
|
RU2399466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| Способ изготовления дисперсно-упрочненного композиционного электродного материала для электроискрового легирования и электродуговой наплавки | 2016 |
|
RU2623942C1 |
| ПОРОШКОВАЯ ТЕРМОРЕАГИРУЮЩАЯ ШИХТА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ТВЕРДОГО СПЛАВА | 2015 |
|
RU2637736C2 |
| Керамический флюс для износостойкой наплавки | 1987 |
|
SU1534903A1 |
| Порошковая проволока для износостойкой наплавки | 1991 |
|
SU1808592A1 |
| Способ наплавки алюминида железа на стальную поверхность | 2018 |
|
RU2693988C1 |
| СОСТАВ САМОЗАЩИТНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2015 |
|
RU2645828C2 |
| ШИХТА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 2014 |
|
RU2581698C1 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
Изобретение относится к сварочным материалам, а именно к способу наплавки для нанесения на поверхность деталей и узлов специальных слоев обладающих износостойкостью, жаропрочностью, стойкостью против задиров, ударных нагрузок и т. д. Цель изобретения - повышение износостойкости, равномерности распределения твердосплавных частиц и уменьшения их дисперсности при одновременном увеличении коэффициента перехода частиц из покрытия электрода и керамического флюса в наплавленный металл. При использовании твердосплавных частиц (карбиды, бориды, нитриды и т. п. ), полученных при взаимодействии исходных компонентов в режиме самораспространяющегося высокотемпературного синтеза с последующим деформированием под давлением не менее 55 кг/cм2, со скоростью деформирования не менее 2 мм/с и дроблением до заданной грануляции, существенно повышается износостойкость. 4 табл.
СПОСОБ ИЗНОСОСТОЙКОЙ НАПЛАВКИ, при котором в сварочную ванну через сварочный материал, электродное покрытие или керамический флюс вводят твердосплавные частицы, полученные при взаимодействии их исходных компонентов в режиме самораспространяющегося высокотемпературного синтеза, отличающийся тем, что, с целью повышения износостойкости наплавленного металла при одновременном увеличении коэффициента перехода частиц в наплавленный металл, в сварочный материал вводят твердосплавные частицы в объемно-напряженном состоянии под напряжением не менее 42 кг/мм2, заключенные в оболочку металла группы железа.
