Изобретение относится к устройствам для изготовления порошковой проволоки, применяемой в металлургии, в частности при производстве порошковых модификаторов для обработки жидкой стали и чугуна химически активными компонентами.
Известна линия для производства порошковой проволоки в металлической оболочке для внепечной обработки стали, содержащая последовательно расположенные размоточное устройство, формующий стан, включающий четыре горизонтальные и две вертикальные формующие клети с неприводными валками, питатель-дозатор для подачи порошкового наполнителя в заготовку, монолитную волоку для редуцирования и калибрования проволоки, тянущий барабан (волочильный стан барабанного типа), а также сматывающее устройство для укладки проволоки в бунты [1].
Изготовление проволоки включает непрерывное формирование ленты в U-образный желоб с заполнением его порошковым наполнителем, создание замкнутого трубчатого профиля с зетобразным замковым соединением и редуцирование-калибрование полученной заготовки через монолитную волоку, при этом все перечисленные выше операции выполняются в неприводных формовочно-гибочных устройствах путем протягивания исходной ленты волочильным тянущим барабаном, установленным в конце формующего стана.
Недостатки данной линии
1. Наличие на валках формующих клетей, установленных за дозатором, фасонных калибров, обеспечивающих одновременное формирование замкнутой трубчатой оболочки и формирование замкового соединения, не позволяет стабильно получать требуемую надежность замка из-за неодинаковой величины выработки (износа) "замковых" и "трубных" участков рабочей поверхности калибров, не имеющих какой-либо раздельной регулировки.
2. Отсутствие устройства для разравнивания и уплотнения порошка в формируемом желобе заготовки, что не позволяет получать проволоку с большим коэффициентом заполнения и равномерным уплотнением по длине проволоки.
3. Использование в качестве привода формующего стана волочильного тянущего барабана приводит к деформированию (к овальности) поперечного сечения проредуцированной готовой проволоки на барабане, что существенно снижает точность проволоки.
4. Монолитная волока, установленная перед тянущим барабаном, не позволяет производить значительное редуцирование заготовки, а также приводит к необходимости применения технологической смазки при волочении, что ухудшает качество проволоки из-за наличия остатков смазки на ее поверхности.
Наиболее близка к заявляемой по назначению и существенным признакам линия для производства порошковой проволоки в металлической оболочке, содержащая последовательно расположенные размоточное устройство, формующий стан и сматывающее устройство [2]. На размоточном устройстве располагается кассета с рулоном исходной ленты, из которой формуют оболочку порошковой проволоки. Формующий стан содержит четыре рабочих клети дуо, дозатор ленточного типа, уплотнитель порошка, устройство для закрытия замка, редуцирующую трехвалковую клеть и калибрующую трехроликовую волоку. Все клети стана приводные.
В первых формующих клетях исходной ленте придается форма U-образного желоба, в который дозатором засыпается порошковый наполнитель, после чего заготовка попадает в калибр валков уплотнителя, затем заготовка с уплотненной шихтой поступает в рабочие валки вертикальной клети, где производится свертывание U-образной заготовки в трубчатую заготовку с отбортовкой краев желоба под замковое соединение. Трубчатая заготовка поступает в устройство для закрытия замка, где с помощью горизонтальных роликов элемент отбортовки подгибается вниз на 40 - 60o, а вертикальными роликами осуществляется окончательное закрытие замка и его наклон вправо на 40 - 50o. После чего заготовка поступает в калибр горизонтальной клети, где производится вдавливание (осаживание) наклоненного замка в трубчатое сечение с образованием зетобразного замкового соединения. Далее черновой трубчатый профиль обжимается в редуцирующей трехвалковой клети в круглый профиль, который затем калибруется (протягивается) на конечный диаметр готовой проволоки в трехроликовой волоке усилием барабана моталки при сматывании проволоки в бунт. После окончания ленты в кассете линия останавливается, заменяется кассета на размоточном устройстве, сваривается конец новой ленты с концом ленты, находящейся в первой клети стана, шов зачищается наждачным кругом, и линия вводится в работу.
Недостатки прототипа.
1. Необходимость замены кассеты с исходной лентой после остановки линии увеличивает простой линии и снижает ее производительность.
2. Отсутствие четкой ориентации ленты между разматывающим устройством и первой клетью формующего стана не позволяет получать стабильные размеры замкового соединения, тем самым ухудшает его надежность.
3. Использование в формующем стане формующих клетей с приводными валками усложняет кинематическую схему стана, увеличивает его габаритные размеры, энергопотребление, расходы на обслуживание и себестоимость выпускаемой проволоки.
4. Использование в устройстве закрытия замка калибров, в которых горизонтальные ролики первого подгибают элемент отбортовки вниз на 40 - 60o, а вертикальные ролики второго осуществляют одновременно и окончательное закрытие замка и его наклон вправо на 40 - 50o , что не позволяет надежно закрыть замковое соединение.
Изобретение решает задачу повышения производительности линии за счет сокращения простоев при замене рулона с исходной лентой, уменьшения габаритных размеров линии, энергопотребления и расходов на ее обслуживание за счет применения неприводных формующих клетей, повышения качества проволоки за счет увеличения надежности замкового соединения.
Поставленная задача решается тем, что в конструкцию прототипа, содержащую последовательно расположенные: устройство размотки ленты, формующий стан, состоящий из вертикальных и горизонтальных формующих клетей с дозирующим устройством для заполнения порошком сформированного из ленты желоба, устройства для закрытия замка, редуцирующего блока, и станок намотки бунта проволоки внесены существенные изменения. Заявляемая линия снабжена двухпозиционным устройством размотки ленты, выполненным в виде поворотной платформы с установленными на ней двумя идентичными узлами, каждый из которых содержит трехкулачковый зажим, стационарную и съемную щеки, механизм торможения. Перед первой горизонтальной формующей клетью, предназначенной для формирования флажков замка, установлена направляющая ленты, выполненная в виде кронштейна с подвижной рамкой, имеющей две пары роликов, верхние из которых выполнены с возможностью поджима пружинами к нижним роликам, имеющим буртики, расстояние между которыми равно ширине исходной ленты. При этом формующие клети выполнены неприводными, а в устройстве для закрытия замка перед позицией его наклона установлен роликовый калибр для обжатия замка в вертикальном положении после его закрытия.
На фиг. 1 схематично изображена технологическая линия для производства порошковой проволоки (вид сбоку), совмещенная со схемой образования профиля проволоки (буквенные обозначения от "а" до "м");
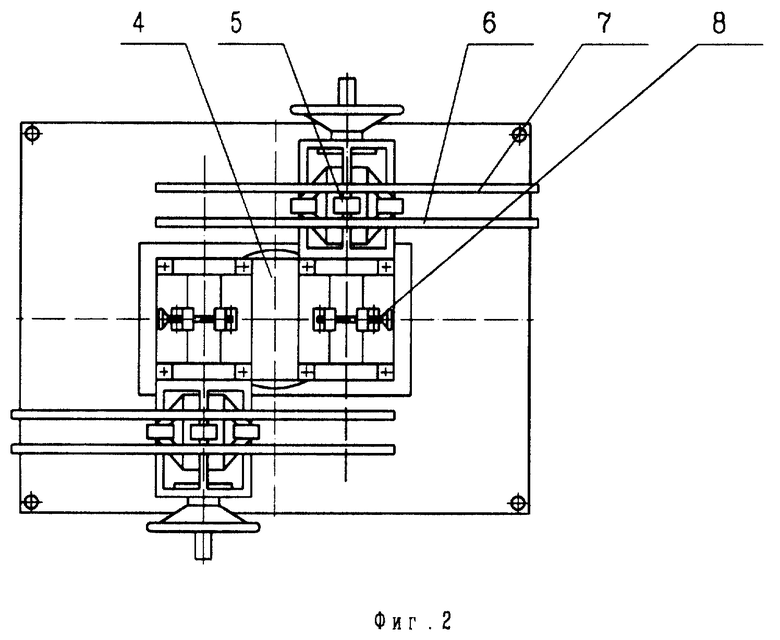
на фиг. 2 - устройство размотки ленты (вид сверху);
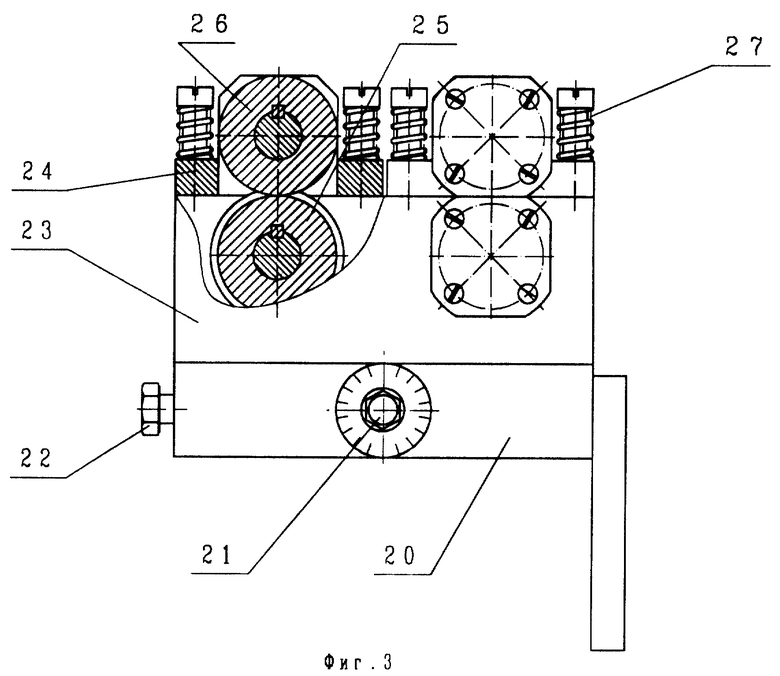
на фиг. 3 - направляющая ленты (вид сбоку);
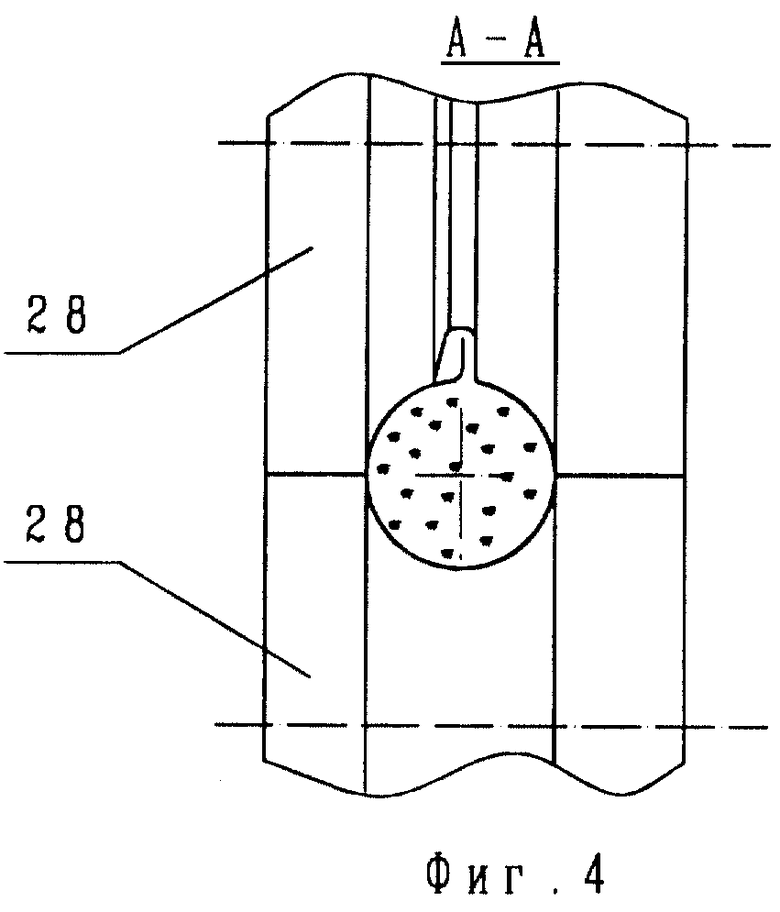
на фиг. 4 - горизонтальные ролики замочного устройства, разрез А-А;
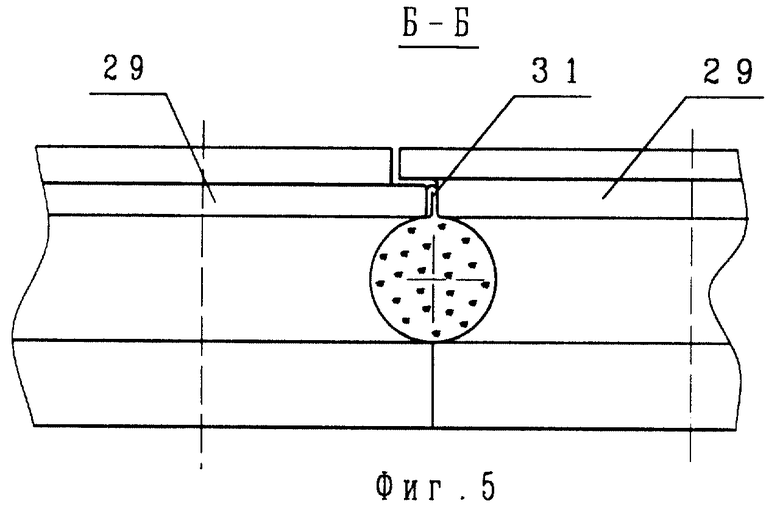
на фиг. 5 - вертикальные ролики замочного устройства, разрез Б-Б;
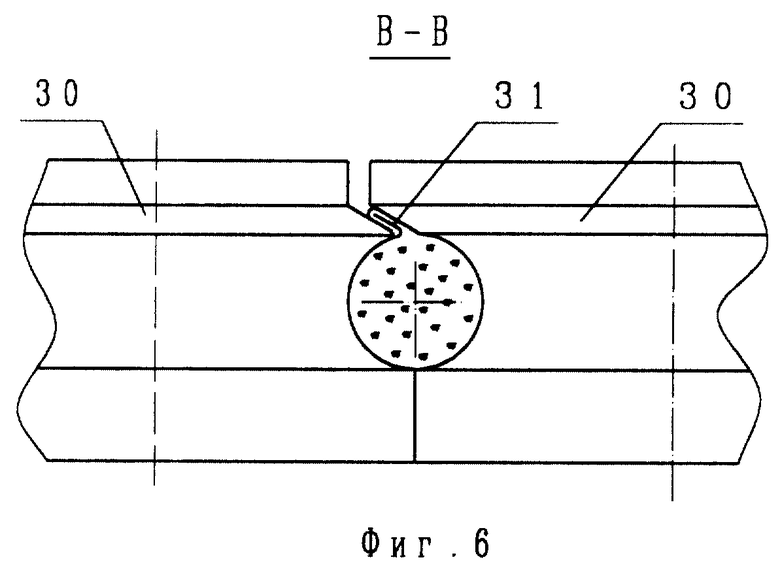
на фиг. 6 - вертикальные ролики замочного устройства, разрез В-В.
Линия для производства порошковой проволоки содержит последовательно расположенные устройство размотки ленты 1, формующий стан 2, состоящий из вертикальных и горизонтальных формующих клетей с дозирующим устройством для заполнения порошком сформированного из ленты желоба, устройства для закрытия замка, редуцирующего блока, и станок намотки бунта проволоки 3.
Устройство размотки ленты (фиг. 2) выполнено двухпозиционным в виде поворотной платформы 4 с установленными на ней двумя идентичными узлами, каждый из которых содержит трехкулачковый зажим 5, механизм торможения 8, стационарную 6 и съемную 7 щеки. Такое исполнение устройства размотки ленты позволяет использовать рулоны исходной ленты различных размеров по диаметрам и ширине и сокращает время на замену рулонов исходной ленты.
Формующий стан 2 содержит направляющую ленты 9, три горизонтальных рабочих клети дуо с консольным расположением валков 10, горизонтальную клеть 11 привода ленточного транспортера-дозатора 12, уплотнитель порошка 13, клеть, образующую замок 14, горизонтальную клеть 15 и две вертикальные клети 16 и 17, образующие замковое устройство (фиг. 1, 4, 5 и 6), редуцирующую горизонтальную клеть 18 и калибрующую трехроликовую волоку 19.
Направляющая ленты 9 закреплена перед первой формующей клетью 10 и выполнена в виде (фиг. 3) кронштейна 20 с направляющим пазом, регулировочным винтом 21 и стопорным болтом 22. На кронштейне 20 установлены нижняя 23 и две верхние рамки 24, при этом в нижней рамке на осях, установленных на опорах качения, закреплены два ролика 25, выполненных с буртиками, расстояние между которыми равно ширине исходной ленты, а верхние рамки 24 с установленными на осях в опорах качения роликами 26 выполнены с поджимающими пружинами 27. Кроме того, на нижней рамке 23 закреплена гайка (не показана), помещенная в направляющий паз (не показан) кронштейна 20. Такое выполнение направляющей ленты позволяет обеспечивать точное направление исходной ленты в первый калибр формующего стана для получения стабильных размеров отбортовки под замковое соединение.
Замковое устройство состоит из калибра горизонтальных роликов 28, калибров вертикальных роликов 29 и 30. Такое выполнение замкового устройства позволяет надежно закрывать замковое соединение.
Подготовка к работе и работа линии при производстве порошковой проволоки осуществляется следующим образом. При заправке стана лентой (фиг. 1) во всех клетях устанавливается между валками зазор, увеличенный на 3-20 мм в сравнении с рабочей калибровкой. Передний конец ленты исходного рулона задается в направляющую ленты, проводится между роликами всех клетей, раскрытые ролики трехроликовой волоки и крепится на катушке станка намотки проволоки. Верхние валки рабочих клетей 10 опускаются в рабочее положение, отключается привод ленточного транспортера, включается привод станка намотки проволоки на заправочной скорости. После прохождения участка ленты со сформированными флажками последовательно доводятся до рабочего положения валки клетей 11, 13, 14, 15, 16, 17, редуцирующей клети 18 и калибрующей трехроликовой волоки 19. Кроме того, при прохождении заготовки профиля "г" через приводную клеть 11 включается привод ленточного транспортера-дозатора 12 и осуществляется засыпка порошка. При доходе сформированной с наполнителем проволоки до катушки станка намотки проволоки линия останавливается, отрезается и удаляется с катушки заправочный конец ленты, а конец проволоки крепится к катушке. Линия готова к работе. В процессе работы исходная лента из рулона подается в формующий стан 2 линии (фиг. 1, 4, 5, 6). В первых формующих клетях исходной ленте последовательно придается форма сечения "б", "в" и "г". В U-образный желоб "г" транспортером-дозатором 12 засыпается порошковый наполнитель, после чего заготовка "д" попадает в калибр валков уплотнителя 13, где верхний валок разравнивает и уплотняет засыпанный транспортером-дозатором 12 порошок. Затем заготовка "е" с уплотненной шихтой поступает в рабочие валки вертикальной клети 14, где производится свертывание U-образной заготовки "е" в трубчатую заготовку "ж" с отбортованными краями желоба под замковое соединение. Трубчатая заготовка "ж" поступает в клеть 15, где с помощью горизонтальных роликов 28 элемент отбортовки "о" (поз."ж") подгибается вниз на 75 - 80o (поз. "з"), затем заготовка "з" поступает в клеть 16, где с помощью вертикальных роликов 29 обжимается замок 31 (поз. "и"), после чего заготовка "и" поступает в клеть 17, где с помощью вертикальных роликов 30 замок 31 наклоняется влево на 55-60o (поз. "к"). После этого заготовка "к" поступает в калибр горизонтальной клети 18, где производится вдавливание (осаживание) наклоненного замка и редуцирование заготовки в трубчатое сечение "л" с образованным зетобразным замковым соединением. Далее черновой трубчатый профиль "л" калибруется на конечный диаметр готовой проволоки "м" в трехроликовой волоке 19. Готовая проволока сматывается в бухту на станке намотки проволоки 3 (фиг. 1).
После окончания ленты на позиции устройства размотки ленты 1 линия останавливается, поворотная платформа устройства разворачивается на 180o вокруг своей оси и стопорится. Сваривается конец новой ленты с концом ленты, находящейся в направляющей ленты (сварочная машина не показана), и линия вводится в работу.
Устройство данной линии реализовано на ОАО "ЧМЗ" при изготовлении технологических линий для производства порошковой проволоки.
Основные преимущества предложенной линии.
1. В несколько раз снижаются простои линии и затраты труда, связанные с заменой рулона исходной ленты.
2. Значительно уменьшены габаритные размеры линии, упрощено ее обслуживание.
3. Применение направляющей ленты и дополнительного калибра в устройстве для закрытия замка повышает надежность замка.
Источники информации
1. Каблуковский А.Ф. и др. Внепечная обработка конверторной стали 22 ГЮ порошковой проволокой. Бюллетень "Черная металлургия" - 1993, N 9-10.
2. RU, патент 2110385, кл. B 23 K 35/40, B 22 F 3/00, В 22 F 7/04, 1998.
Изобретение может быть использовано в металлургии при изготовлении порошковой проволоки для обработки жидкой стали и чугуна химически активными компонентами. Устройство размотки ленты выполнено в виде поворотной платформы с установленными на ней двумя идентичными узлами. Формующий стан состоит из вертикальных и горизонтальных формующих клетей с дозирующим устройством для заполнения порошком сформованного из ленты желоба. Стан снабжен установленной перед первой горизонтальной формующей клетью направляющей ленты в виде кронштейна с подвижной рамкой. За счет выполнения горизонтальных формующих клетей неприводными уменьшаются энергопотребление и расходы на обслуживание линии. В устройстве для закрытия замка перед позицией его наклона установлен роликовый калибр для обжатия замка в вертикальном положении после его закрытия. За счет увеличения надежности замкового соединения повышается качество проволоки. 6 ил.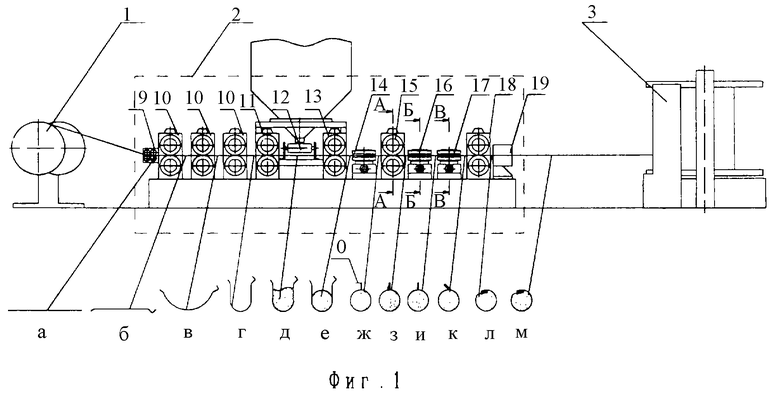
Линия для производства порошковой проволоки в металлической оболочке, содержащая последовательно расположенные устройство размотки ленты, формующий стан, состоящий из вертикальных и горизонтальных формующих клетей с дозирующим устройством для заполнения порошком сформированного из ленты желоба, устройства для закрытия замка, редуцирующего блока, и станок намотки бунта проволоки, отличающаяся тем, что устройство размотки ленты выполнено двухпозиционным в виде поворотной платформы с установленными на ней двумя идентичными узлами, каждый из которых содержит трехкулачковый зажим, механизм торможения, стационарную и съемную щеки, а формующий стан снабжен установленной перед первой горизонтальной формующей клетью направляющей ленты, выполненной в виде кронштейна с подвижной рамкой, имеющей два верхних и два нижних ролика, верхние из которых установлены с возможностью поджима пружинами к нижним роликам, имеющим буртики, расстояние между которыми равно ширине исходной ленты, при этом горизонтальные формующие клети формующего стана выполнены неприводными, первая из них снабжена калибром для формирования флажков замка, а в устройстве для закрытия замка перед позицией его наклона установлен роликовый калибр для обжатия замка в вертикальном положении после его закрытия.
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| Линия для производства порошковой проволоки в металлической оболочке | 1991 |
|
SU1790473A3 |
| US 4816068, 28.03.1989. | |||

