Заявленная группа изобретений относится к области подъемно-транспортного машиностроения, а именно к комплексу подъемно-транспортного оборудования для утилизации жидких радиоактивных отходов (ЖРО) атомной электростанции и его частям, касающимся выполнения механизма перегрузки и механизма шагового перемещения, и предназначена для выполнения операций по перемещению и перегрузке упаковок с цементным компаундом на участках линии цементирования жидких радиоактивных отходов атомной электростанции.
Известен комплекс для цементирования жидких радиоактивных отходов, содержащий тележку-транспортер с виброплощадкой, на которой может быть размещена одна упаковка (контейнер) для радиоактивных отходов, кран-захват и пульт управления. Управление комплексом осуществляется в ручном, полуавтоматическом и автоматическом режимах. Этот комплекс разработан ГУП МосНПО «Радон», информация о нем размещена на сайте www.radon.ru.
Этот комплекс имеет низкую производительность, т.к. предназначен для перемещения одной упаковки с цементным компаундом.
Известно перегрузочное устройство, используемое в реакторном цехе атомной электростанции, содержащее балку, установленную с возможностью перемещения по направляющим, и тележку, перемещающуюся вдоль балки и несущую телескопическую штангу с грузозахватом (книга Н.Н.Панасенко «Сейсмостойкие подъемно-транспортные машины атомных станций», изд. Красноярского университета, Красноярск, 1988 г., стр.40-47).
Недостатком этого перегрузочного устройства является недостаточная надежность (подвижная балка и реечный привод штанг), отсутствие биологической защиты и, как следствие, повышенная радиационная опасность при управлении устройством и его обслуживании.
Известен механизм шагового перемещения груза, содержащий корпус с установленными на нем упорами для подъема и опускания толкателей, установленную с возможностью возвратно-поступательного движения каретку с шарнирно прикрепленными к ней нижними концами толкателями, которые соединены между собой штангой, и ограничителями поворота крайних положений толкателей. Упор для опускания толкателей при обратном ходе каретки выполнен в виде флажка с рабочим положением поперек продольной оси конвейера, расположенного с возможностью взаимодействия с верхним концом толкателя, поворота к борту корпуса при прохождении груза и возврата в рабочее положение после прохождения груза. Упор для подъема толкателей в рабочее положение в начале прямого хода расположен ниже оси шарнира крепления толкателей каретки с возможностью взаимодействия с хвостовиком толкателя. В этом устройстве толкатели при обратном ходе каретки не контактируют с транспортируемым грузом. Из крайних своих положений толкатель может выйти, только пройдя «мертвую точку» (патент РФ №2078727, кл. B65G 25/00, 1997 г.).
Это устройство не предназначено для эксплуатации на объектах использования атомной энергии, поскольку имеет достаточно сложную и, следовательно, недостаточно надежную кинематическую схему перемещения толкателей из одного крайнего положения в другое, элементы устройства расположены под грузонесущей поверхностью, что усложняет доступ к ним, привод вынесен за пределы помещения и не имеет ручного дублирования.
Техническим результатом при использовании заявленной группы изобретений является обеспечение времени нахождения упаковок на транспортной системе, необходимого для затвердевания компаундной смеси при заданной производительности комплекса, точность позиционирования упаковок, позволяющая выполнять на позициях необходимые перемещения (подъем и поворот) последних в соответствии с технологическим циклом, повышенная надежность оборудования и безопасность работы на нем за счет расположения приводов исполнительных механизмов за пределами помещения размещения комплекса и возможности ручного дублирования работы приводов, автоматический режим работы комплекса с постоянным контролем.
Указанный технический результат достигается за счет того, что комплекс подъемно-транспортного оборудования для утилизации жидких радиоактивных отходов на атомной электростанции включает в себя расположенные на первом ярусе подъемно-транспортное оборудование участка расфасовки цементного компаунда по упаковкам - бочкам и подъемно-транспортное оборудование участка отстоя упаковок с цементным компаундом и расположенное на втором ярусе подъемно-транспортное оборудование участка паспортизации упаковок, при этом подъемно-транспортное оборудование участка расфасовки цементного компаунда по бочкам оснащено узлом слива цементного компаунда и содержит установленные в один ряд три стационарные секции неприводного рольганга, между которыми установлены механизм подъема-опускания бочки, расположенный под узлом слива цементного компаунда в бочки, и бокс для мойки упаковок, причем механизм подъема-опускания бочек и бокс для мойки упаковок имеют рабочие столы с роликовыми секциями, расположенными на одном уровне с секциями рольганга, механизм шагового перемещения упаковок по роликам секций рольганга, роликам механизма подъема-опускания и бокса мойки с первой позиции до последней позиции, фиксаторы положения упаковок на рольганге, выполненные с возможностью вертикального перемещения, и приводы управления механизмом шагового перемещения, фиксаторами, толкателями и механизмом подъема-опускания бочек, причем механизм шагового перемещения и фиксаторы выполнены с возможностью поочередного взаимодействия с упаковками, подъемно-транспортное оборудование участка отстоя упаковок с цементным компаундом содержит два двухрядных пластинчатых конвейера, расположенных по обе стороны рольганга участка расфасовки, причем последняя позиция рольганга совпадает с рядом первых позиций пластинчатых конвейеров, подъемник с поворотным столом для перемещения упаковок с участка отстоя на участок паспортизации, подающее устройство с подвижной кареткой, установленное на одной оси с подъемником между пластинчатыми конвейерами в одном ряду с рядом последних позиций пластинчатых конвейеров с возможностью перемещения упаковок с пластинчатых конвейеров на каретку подающего устройства, а с нее на стол подъемника, два перегрузочных устройства, одно из которых смонтировано над первыми позициями пластинчатых конвейеров и последней позицией рольганга, а второе перегрузочное устройство - над последними позициями пластинчатых конвейеров и над кареткой подающего устройства, и приводы пластинчатых конвейеров, подающего устройства, перегрузочных устройств и подъемника, а подъемно-транспортное оборудование участка паспортизации упаковок содержит две секции неприводного рольганга, между которыми расположены подъемно-поворотное устройство и другой бокс для мойки упаковок, оборудованные соответственно поворотным и неповоротным рабочими столами с роликовыми секциями, расположенными на одном уровне с секциями рольганга, механизм шагового перемещения упаковок по роликам рольганга, поворотного стола подъемно-поворотного устройства и по роликам стола бокса мойки, фиксаторы положения упаковок на рольганге, выполненные с возможностью вертикального перемещения, и приводы управления механизмом шагового перемещения, фиксаторами, толкателями и подъемно-поворотным устройством, причем механизм шагового перемещения и фиксаторы положения выполнены с возможностью поочередного взаимодействия с упаковками, а стол подъемника выполнен с возможностью сопряжения с первой позицией рольганга участка паспортизации.
При этом каждый двухрядный конвейер участка отстоя содержит раму с направляющими, закрепленные на раме на стойках приводную и неприводную звездочки, натянутую на звездочки роликовую пластинчатую цепь, ролики которой установлены с возможностью перемещения по направляющим рамы, механизм натяжения цепи, смонтированный на стойке неприводной звездочки, и фиксаторы положения упаковок, закрепленные на пластинах цепи, при этом конвейеры имеют общий вал, связанный с приводом.
Механизм подъема-опускания упаковок участка расфасовки представляет собой закрепленный на фундаменте корпус с подъемным столом, на котором смонтирована подпружиненная относительно стола роликовая секция, при этом внутри корпуса размещена винтовая передача для подъема и опускания стола, кинематически связанная с приводом.
Подающее устройство установлено на фундаменте и представляет собой раму с закрепленными на ней продольными направляющими и каретку с приемным столом, установленную на направляющих с возможностью перемещения посредством реечной передачи, связанной с приводом.
Подъемно-поворотное устройство участка паспортизации содержит стойку с вертикальными направляющими, каретку, установленную с возможностью перемещения по указанным направляющим, корпус с механизмами перемещения каретки и поворота стола, жестко закрепленный на каретке, поворотный стол, установленный на корпусе, и привод поочередного перемещения каретки по стойке и поворота стола относительно корпуса.
Фиксаторы положения упаковок на рольгангах выполнены в виде штырей, установленных на рамах рольгангов с возможностью вертикального перемещения посредством привода.
Все упомянутые электромеханические приводы выполнены с возможностью ручного дублирования и расположены за пределами помещения, где установлен комплекс, и связаны с соответствующими узлами комплекса через соединительные валы, проходящие через проходки, смонтированные в проемах стен помещения комплекса, при этом указанные проходки выполнены с возможностью обеспечения герметичной и биологической защиты в операторском помещении.
Перегрузочное устройство участка отстоя содержит размещенную в горизонтальной плоскости над пластинчатыми конвейерами балку коробчатой формы, концы которой жестко закреплены на опорах, установленных в стенах помещения участка отстоя, на балке выполнены продольные направляющие, на которых установлена с возможностью перемещения посредством привода каретка, несущая жестко прикрепленный к ней корпус с установленной внутри него с возможностью вертикального перемещения посредством привода штангой, на нижнем конце которой закреплен захват.
При этом внутри корпуса штанги смонтированы ролики с возможностью перемещения по ним штанги, захват штанги выполнен С-образной формы с возможностью захода под фланец верхней части упаковок, направляющие закреплены в нижней части балки, каретка установлена на направляющих с возможностью перемещения посредством реечной передачи, а штанга установлена внутри корпуса с возможностью перемещения посредством реечной передачи.
Кроме того, все упомянутые приводы перегрузочного устройства выполнены электромеханическими с возможностью ручного дублирования, расположены за пределами помещения, где установлен комплекс, и связаны с соответствующими узлами через соединительные валы, проходящие через опоры, смонтированные в проемах стен помещения комплекса, при этом указанные проходки выполнены с возможностью обеспечения герметичной и биологической защиты в операторском помещении.
Механизм шагового перемещения упаковок, предназначенный для участков расфасовки и паспортизации, содержит установленные рядом с рольгангом, с боковой его стороны, стойки с горизонтальными и вертикальными направляющими роликами, штангу, установленную с возможностью перемещения по роликам посредством привода, вал, установленный в опорах, которые жестко закреплены на штанге, толкатели, одни концы которых жестко прикреплены к валу, а вторые концы имеют возможность размещения между соседними упаковками или выхода из зацепления с ними при повороте вала, и привод поворота толкателей, с выходным валом которого через кинематический редуктор связан другой вал, на котором жестко закреплены одними концами рычаги, вторые концы которых связаны между собой цилиндрической направляющей, при этом все толкатели соединены между собой тягой, несущей ролики, установленные с возможностью перекатывания по упомянутой цилиндрической направляющей при перемещении штанги с толкателями.
При этом длина цилиндрической направляющей, по которой перекатываются ролики тяги, соразмерна величине хода штанги с толкателями, а ролики выполнены с вогнутыми образующими поверхностями, охватывающими эту направляющую, на тяге установлены два ролика, механизм оборудован дополнительной стойкой с опорами для установки на них выходного вала привода поворота толкателей, а все упомянутые приводы механизма шагового перемещения выполнены электромеханическими с возможностью ручного дублирования, расположены за пределами помещения, где установлен комплекс, и связаны с соответствующими узлами через соединительные валы, проходящие через опоры, смонтированные в проемах стен помещения комплекса, при этом указанные проходки выполнены с возможностью обеспечения герметичной и биологической защиты в операторском помещении.
На фиг.1 изображен общий вид комплекса подъемно-транспортного оборудования для утилизации ЖРО;
на фиг.2 - подъемно-транспортное оборудование участков расфасовки и отстоя, вид сверху;
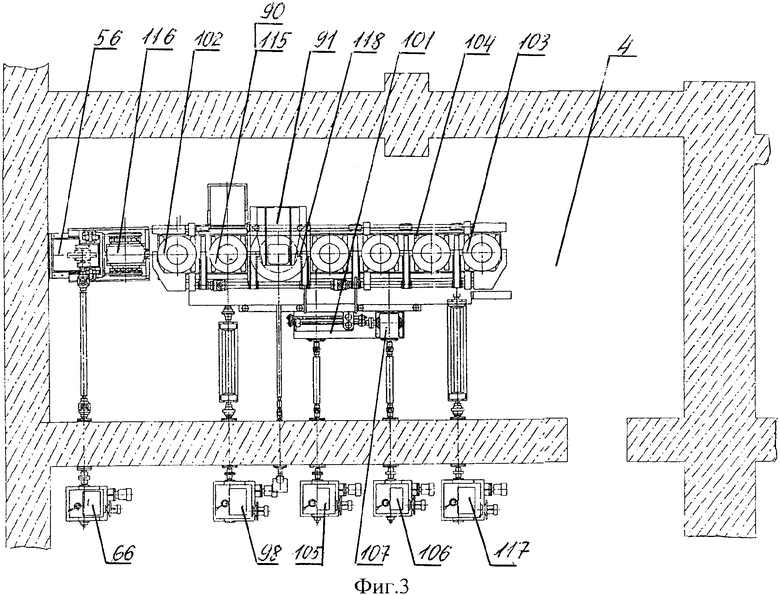
на фиг.3 - подъемно-транспортное оборудование участка паспортизации, вид сверху;
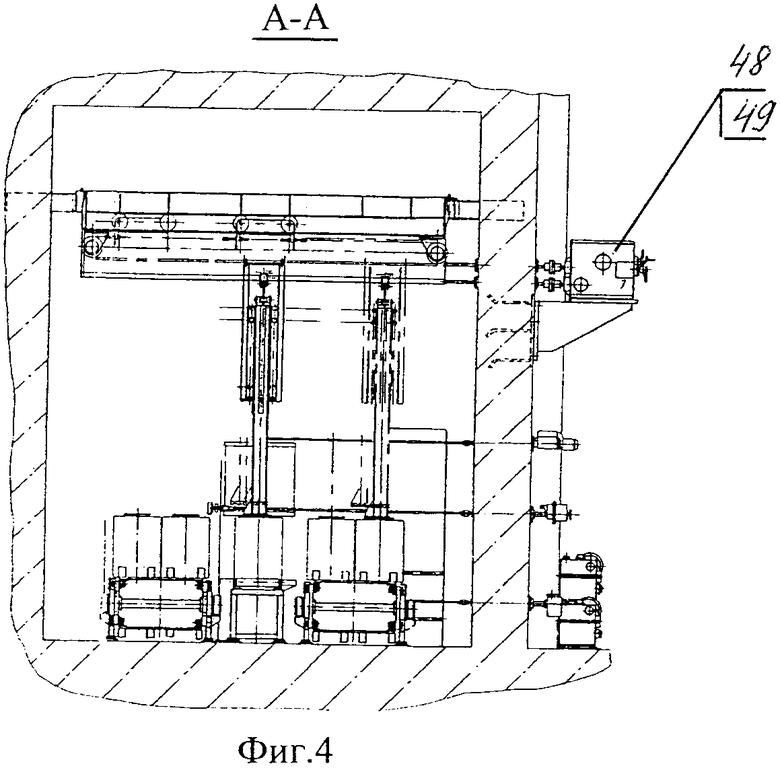
на фиг.4 - разрез А-А на фиг.1;
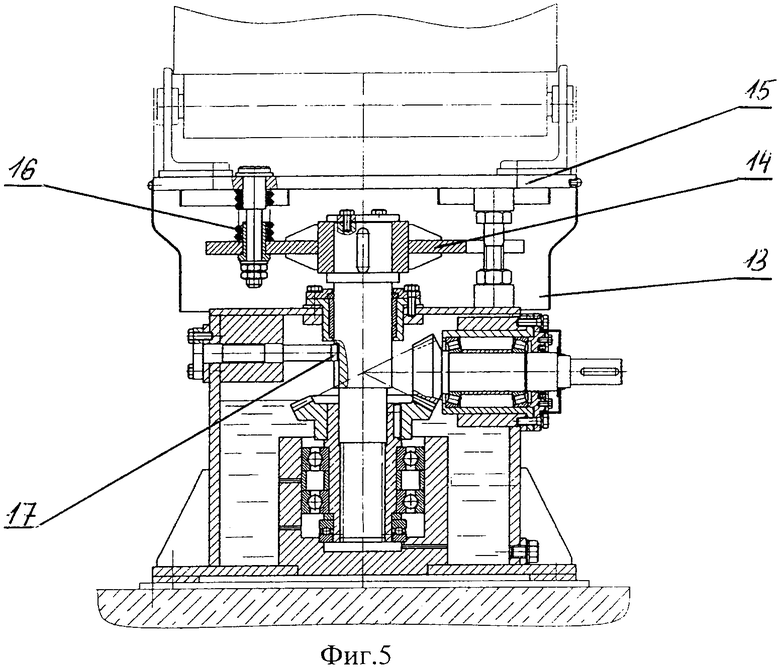
на фиг.5 - механизм подъема-опускания упаковок;
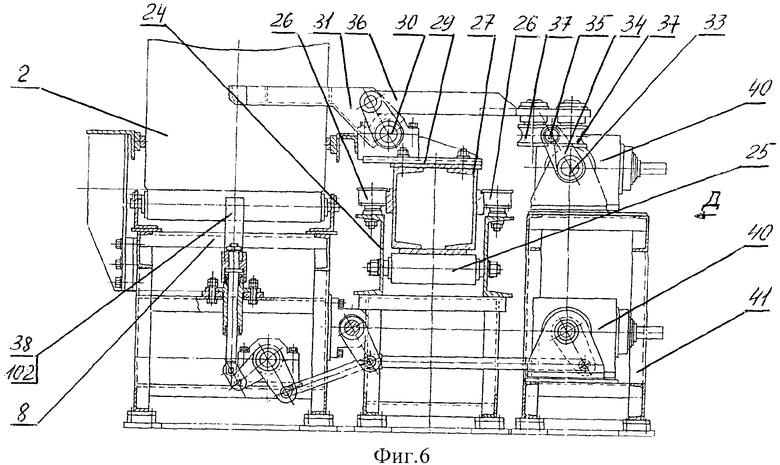
на фиг.6 - механизм шагового перемещения упаковок;
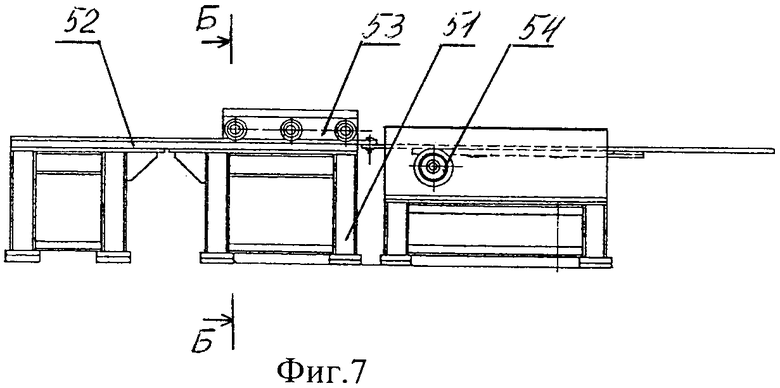
на фиг.7 - подающее устройство;
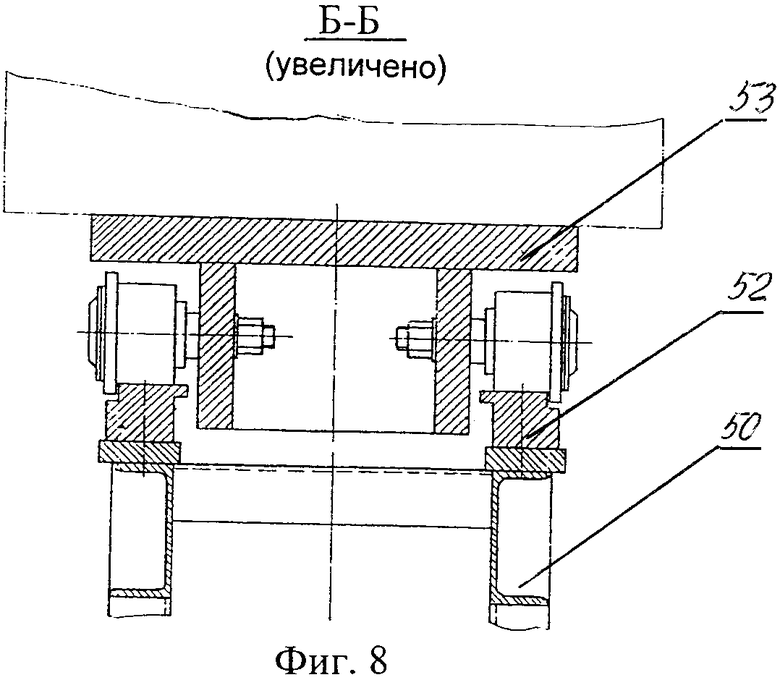
на фиг.8 - разрез Б-Б на фиг.7;
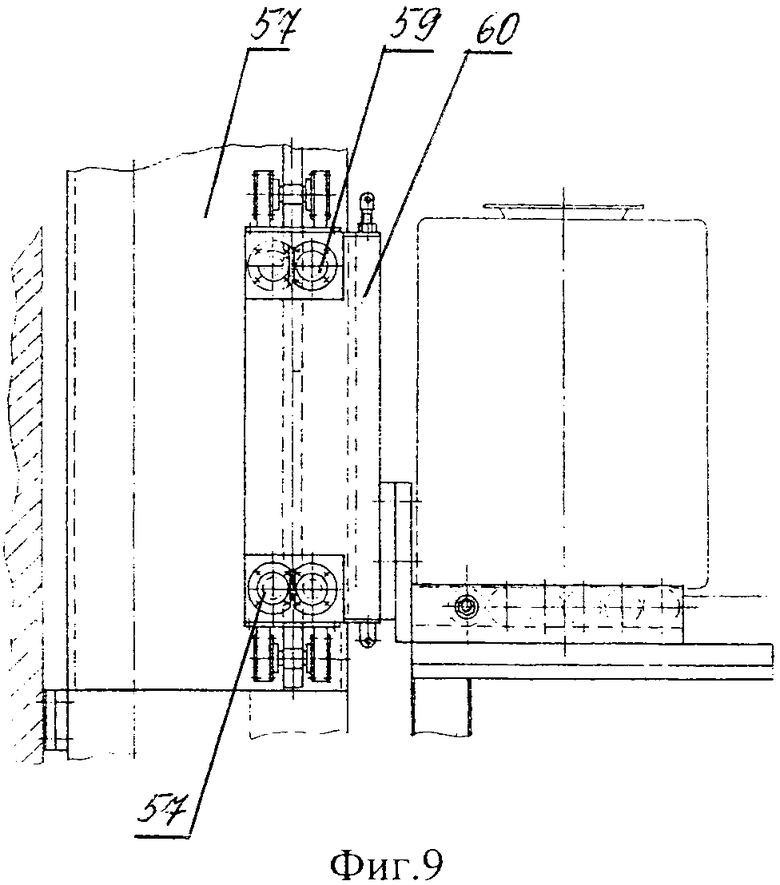
на фиг.9 - подъемное устройство, вид В на фиг.1;
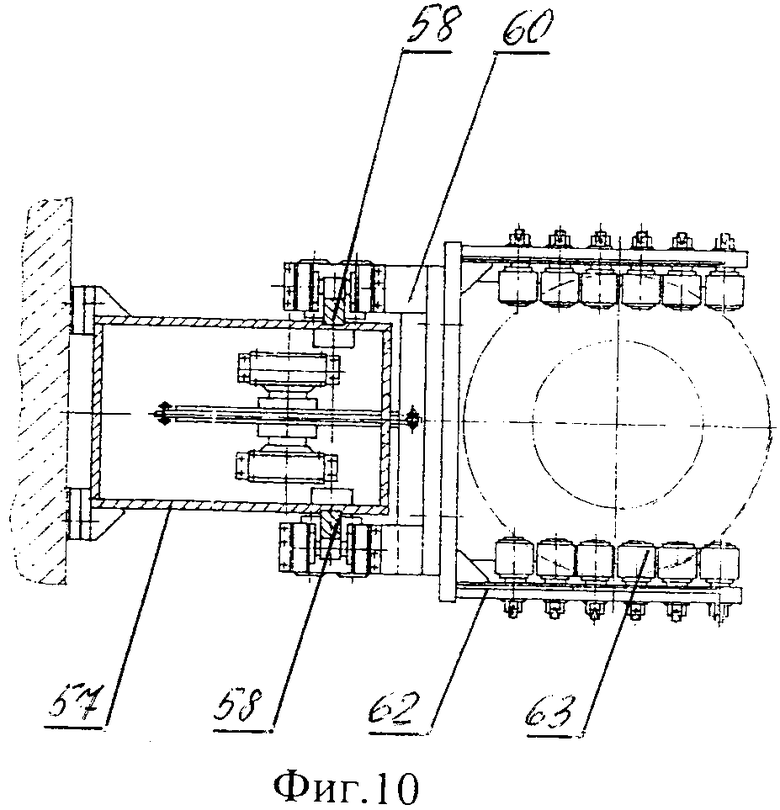
на фиг.10 - вид Г на фиг.9;
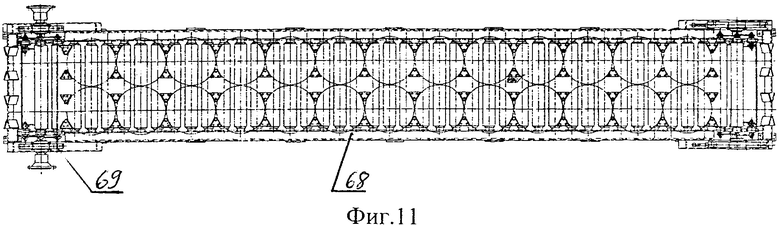
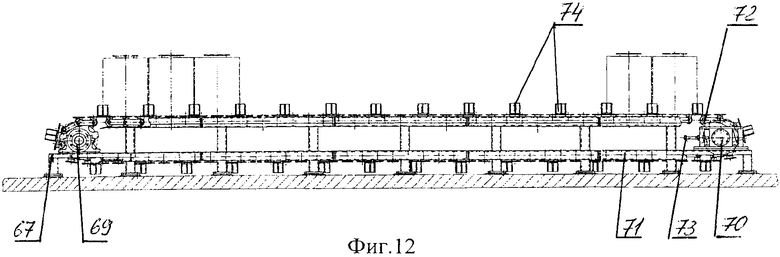
на фиг.11 - двухрядный конвейер участка отстоя, вид сбоку;
на фиг.12 - то же, вид сверху;
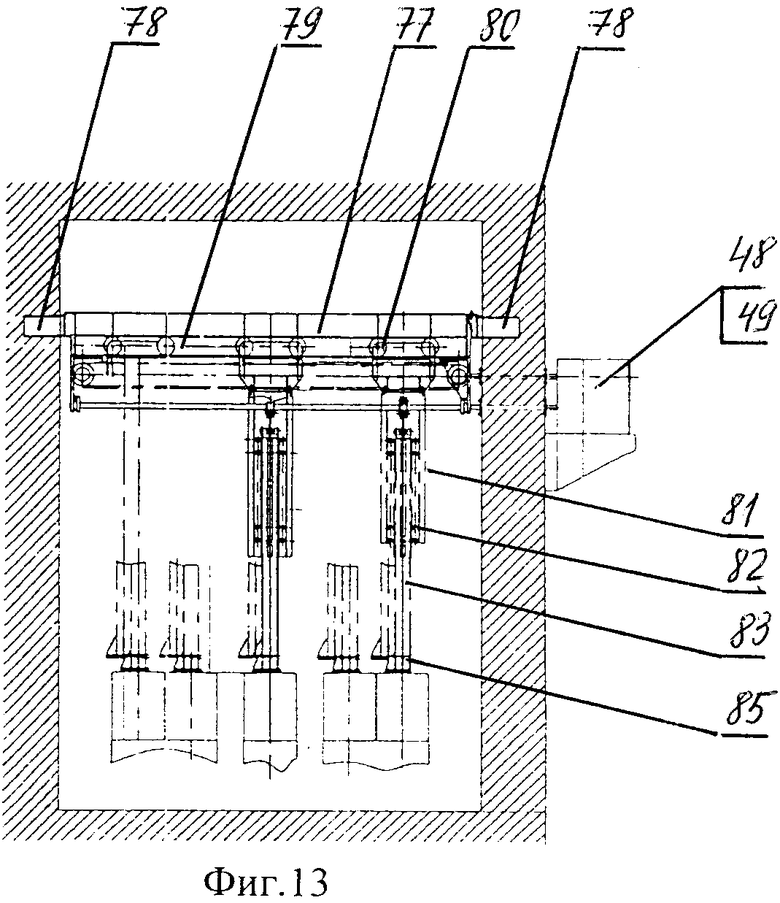
на фиг.13 - перегрузочное устройство участка отстоя;
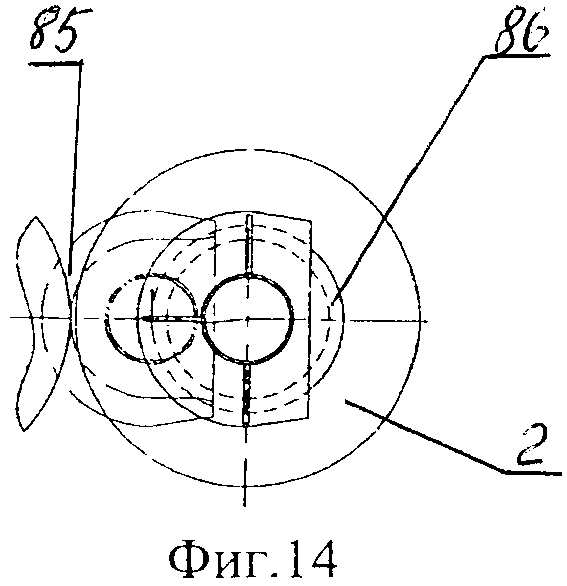
на фиг.14 - грузозахватное устройство;
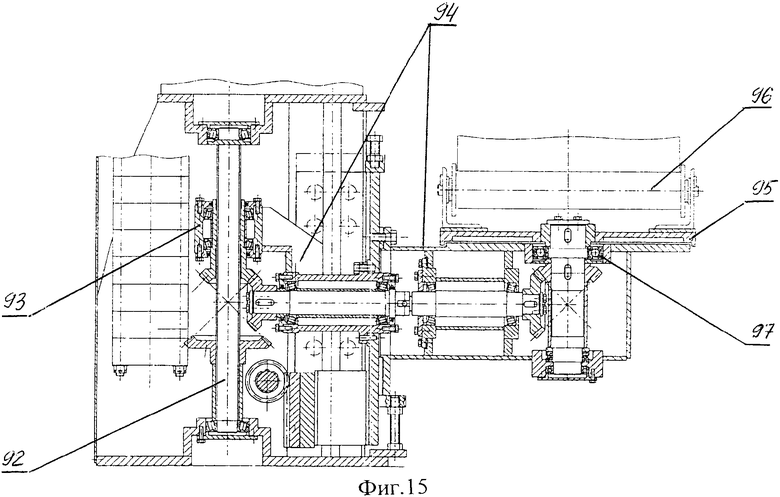
на фиг.15 - подъемно-поворотное устройство участка паспортизации;
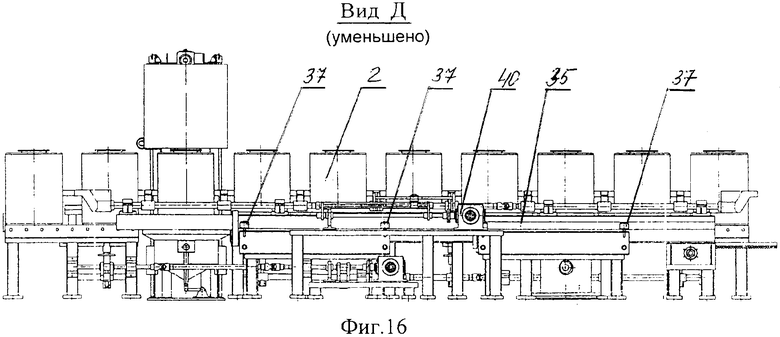
на фиг.16 - вид Д на фиг.5.
Комплекс подъемно-транспортного оборудования для утилизации жидких радиоактивных отходов реакторного цеха АЭС включает в себя расположенные на первом ярусе на отметке 0,0000 м подъемно-транспортное оборудование 1 участка расфасовки цементного компаунда по упаковкам - бочкам 2 и подъемно-транспортное оборудование 3 участка отстоя упаковок 2 с цементным компаундом и расположенное на втором ярусе на отметке 7,200 м подъемно-транспортное оборудование 4 участка паспортизации упаковок 2.
Подъемно-транспортное оборудование 1 участка расфасовки компаунда содержит установленные в один ряд три стационарные секции 5-7 (фиг.1) неприводного рольганга 8, механизм подъема-опускания 9 упаковок 2, расположенный между секциями 5, 6 рольганга 8 под узлом 10 слива цементного компаунда в бочки, и бокс для мойки 11 упаковок 2, установленный между секциями 6 и 7 рольганга 8. Механизмом 9 управляет электромеханический привод 12 (фиг.2).
Рольганг 8 предназначен для перемещения пустых и заполненных радиоактивным компаундом упаковок - бочек 2 на один шаг между смежными технологическими позициями.
Механизм подъема-опускания 9 упаковок 2 содержит корпус 13 (фиг.5) с подъемным столом 14, на котором смонтирована секция роликов 15, связанная со столом 14 пружинами 16. Внутри корпуса 13 размещена винтовая передача 17 для подъема и опускания стола 14. Винтовая передача 17 кинематически связана с электромеханическим приводом 12. Механизм подъема-опускания 9 предназначен для подъема пустой бочки к узлу 10 слива цементного компаунда, поджима ее к этому узлу и, после слива компаунда, опускания бочки на секцию роликов 15.
Бокс для мойки 11 имеет рабочий стол 18 с секцией роликов 19.
Секции роликов 15 и 19 сопряжены с роликами 20 секций 5-7 рольганга 8.
Оборудование 1 участка расфасовки содержит также механизм шагового перемещения 21 упаковок 2 с первой позиции 22 рольганга 8 до последней его позиции 23. Перемещение упаковок 2 осуществляется по роликам 20 рольганга 8, секциям роликов 15 механизма подъема-опускания 9 и по секциям роликов 19 рабочего стола 18 бокса мойки 11.
Механизм шагового перемещения 21 упаковок 2 участка расфасовки 1 содержит смонтированные с боковой стороны рольганга 8 продольные направляющие 24 (фиг.6) с горизонтальными 25 и вертикальными 26 направляющими роликами. На роликах направляющих 24 установлена штанга 27, которая перемещается посредством электромеханического привода 28 (фиг.2). На штанге 27 (фиг.6) жестко закреплены опоры 29, в которых установлен вал 30. Длина вала 30 соразмерна с длиной рольганга 8. К валу 30 одними концами жестко прикреплены толкатели 31. Вторые концы толкателей 31 выполнены с возможностью размещения между соседними упаковками 2 и взаимодействия с ними. Поворот толкателей осуществляется приводом 32 (фиг.2). С выходным валом привода 32 связан вал 33, на котором жестко закреплены одними своими концами рычаги 34. Вал 33 установлен на опорах дополнительной стойки. Вторые концы рычагов 34 связаны между собой цилиндрической направляющей 35. Все толкатели 31 соединены между собой тягой 36 с двумя роликами 37, установленными с возможностью взаимодействия с цилиндрической направляющей 35 и перекатывания вдоль нее при перемещении штанги 27. Ролики 37 выполнены с вогнутыми образующими поверхностями, охватывающими цилиндрическую направляющую 35.
На рольганге 8 смонтированы фиксаторы 38 (фиг.6) положения упаковок 2, которые установлены с возможностью вертикального перемещения посредством электромеханического привода 39 (фиг.2).
Толкатели 31 и фиксаторы 38 поочередно взаимодействуют с упаковками 2 посредством электромеханических приводов 32 и 39.
Перед перемещением ползуна 27 вперед фиксаторы 38 опускаются, расфиксируя упаковки 2, а толкатели 31 в это время входят во взаимодействие с упаковками.
Перед возвратом ползуна 27 в исходное положение фиксаторы 38 поднимаются, фиксируя упаковки на рольганге 8, а толкатели 31 поднимаются, выходя из зацепления с упаковками.
Перемещение толкателей 31 и фиксаторов 38 осуществляется от электромеханических приводов 32 и 39 (фиг.2) через опоры вращения в проходках стены, валы, шарнирные муфты и кинематические редукторы 40, установленные на дополнительных стойках 41, закрепленных на фундаменте.
Подъемно-транспортное оборудование 3 участка отстоя содержит два двухрядных пластинчатых конвейера 42 и 43 (фиг.2), которые расположены по обе стороны рольганга 8 участка 1, причем последняя позиция 23 рольганга 8 размещена в одном ряду с рядом первых позиций 44 конвейеров 42 и 43.
Над первыми позициями 44 пластинчатых конвейеров 42 и 43 смонтировано перегрузочное устройство 45 (фиг.1), а над последними позициями 46 конвейеров 43 и 44 - перегрузочное устройство 47. Перегрузочные устройства 45 и 47 связаны соответственно с электромеханическими приводами 48 и 49 (фиг.4).
Между пластинчатыми конвейерами 42 и 43 в одном ряду с последними их позициями 46 смонтировано подающее устройство 50 (фиг.1), которое содержит раму 51 (фиг.7) с продольными направляющими 52 и каретку 53 с приемным столом, установленную на направляющих 52 с возможностью перемещения посредством реечной передачи 54, которая соединена с электромеханическим приводом 55 (фиг.2). На опорной поверхности каретки 53 закреплены фиксаторы положения упаковок 2 (не показано).
Для перемещения упаковок 2 с участка отстоя, который находится на первом ярусе, на участок паспортизации, находящийся на втором ярусе, предусмотрено подъемное устройство 56. Подъемное устройство содержит стойку 57 (фиг.9, 10) с направляющими 58 для направляющих роликов 59 подъемного стола 60. Стойка 57 собрана из секций, представляющих собой сварные металлоконструкции. Стойка крепится к фундаменту и к торцевой стенке помещения. Для предотвращения смещения и падения упаковки во время подъема по всей высоте стойки 57 предусмотрено ограждение 61 (фиг.1) с направляющими роликами. Стол 60 смонтирован с возможностью сопряжения с кареткой 53 подающего устройства 50 и представляет собой вилку 62 с роликами 63 по бокам, которые являются опорной поверхностью для упаковок 2. При ходе стола 60 вверх он снимает упаковку 2 с каретки 53 подающего устройства 50. В верхней части стойки 57 закреплена ведущая звездочка 64 (фиг.1), а в нижней части - ведомая звездочка 65 цепной передачи. Перемещение цепи для подъема и опускание стола осуществляется электромеханическим приводом 66 (фиг.3).
Каждый двухрядный конвейер 42 или 43 участка отстоя содержит раму 67 (фиг.11, 12) с направляющими 68. На раме 67 на стойках закреплены ведущая звездочка 69 и ведомая звездочка 70, на которые натянута роликовая пластинчатая цепь 71. Ролики 72 цепи 71 установлены с возможностью перемещения по направляющим 68. Имеется механизм 73 натяжения цепи и фиксаторы 74 положения упаковок 2, закрепленные на пластинах цепи 71. Конвейеры 42 и 43 имеют общий вал 75 (фиг.2), связанный с электромеханическим приводом 76 шагового перемещения.
Перегрузочное устройство 45 содержит балку 77 (фиг.13) коробчатой формы, размещенную в горизонтальной плоскости над пластинчатыми конвейерами 42 и 43 в зоне первой их позиции 44. Концы балки 77 жестко закреплены в проемах 78, образованных в стенах помещения участка отстоя. В нижней части балки 77 имеются направляющие 79, на которых установлена с возможностью перемещения через реечную передачу посредством привода 48 каретка 80. К каретке жестко прикреплен корпус 81 с роликами 82 на внутренней его поверхности. Внутри корпуса 81 установлена с возможностью вертикального перемещения по роликам 82 штанга 83, один конец которой связан с корпусом 81 реечной передачей 84 (фиг.1), обеспечивающей перемещение штанги 83 относительно корпуса 81. Реечная передача 84 связана с приводом 48. На другом конце штанги 83 закреплен грузозахват 85.
Грузозахват 85 выполнен С-образной формы (фиг.14) с возможностью захода под фланец 86 верхней части упаковки 2.
Перегрузочное устройство 47 (фиг.1) расположено над последними позициями 46 конвейеров 42 и 43, а его конструкция идентична конструкции перегрузочного устройства 45. Перемещение каретки и рычагов в перегрузочном устройстве 47 происходит с помощью привода 49.
Каждый из приводов 48 и 49 состоит из сварного корпуса, в котором расположены зубчатые передачи с картерной смазкой. Вращение зубчатых передач осуществляется с помощью мотор-редуктора, который крепится к корпусу привода.
В приводах предусмотрена возможность переключения на ручной режим работы (аварийный режим) при помощи рукоятки переключения. В этом случае движение исполнительным механизмам передается от маховика, расположенного на корпусе привода.
Приводы 48 и 49 устройств перегрузочных имеют два выходных вала, один из которых передает движение исполнительным механизмам перемещения штанги 83, а другой передает движение исполнительным механизмам перемещения каретки 80. Т.к. здесь применен один мотор-редуктор, то переключение вращения на тот или другой вал осуществляется за счет электромагнитных муфт.
Подъемно-транспортное оборудование 4 участка паспортизации содержит две неприводные секции 87 (фиг.1) и 88 роликового конвейера 89, между которыми расположены подъемно-поворотное устройство 90 и бокс для мойки 91 упаковок 2.
Подъемно-поворотное устройство 90 содержит вертикальные направляющие 92 (фиг.15), каретку 93, установленную с возможностью перемещения по направляющим 92. К каретке 93 жестко прикреплен корпус 94, на котором установлен рабочий стол 95 с секцией роликов 96. Стол 95 выполнен поворотным в горизонтальной плоскости посредством механизма поворота 97. Подъемно-поворотное устройство 90 имеет привод 98 (фиг.3), который обеспечивает поочередное перемещение каретки 93 относительно направляющих 92 и поворот стола 95 относительно корпуса 94.
Бокс для мойки 91 оборудован рабочим столом 99 с секцией роликов 100.
Ролики секций 87 и 88 конвейера 89 сопряжены с секциями роликов 96 и 100 подъемно-поворотного устройства 90 и бокса мойки 91. Кроме того, ролики секции 87 сопряжены с секцией роликов стола 60 подъемного устройства 56.
Оборудование участка паспортизации содержит также механизм шагового перемещения 101 упаковок 2 с первой позиции 102 конвейера 89 до последней его позиции 103. Перемещение упаковок 2 осуществляется по роликам конвейера 89, секции роликов 96 подъемно-поворотного устройства 90 и по секции роликов 100 бокса мойки 91.
Механизм шагового перемещения 101 конструктивно выполнен так же, как и механизм шагового перемещения 21 участка расфасовки.
На конвейере 89 смонтированы фиксаторы 104 положения упаковок 2, установленные с возможностью вертикального перемещения посредством электромеханического привода 105, а поворот толкателей 31 механизма шагового перемещения 101 осуществляется электромеханическим приводом 106.
Перед перемещением штанги 27 вперед фиксаторы 104 опускаются, расфиксируя упаковки 2, а толкатели 31 в это время входят во взаимодействие с упаковками.
Перед возвратом штанги 27 в исходное положение фиксаторы 104 поднимаются, фиксируя упаковки 2 на конвейере 89, а толкатели 31 поднимаются, выходя из зацепления с упаковками.
Перемещение фиксаторов 104 и поворот толкателей 31 осуществляется от электромеханических приводов 105 и 106 (фиг.3) через опоры вращения в проходках стены, валы, шарнирные муфты и редукторы 107, установленные на фундаменте.
Все упомянутые приводы всех трех участков подъемно-транспортного оборудования выполнены электромеханическими с возможностью ручного дублирования, расположены за пределами помещения, где установлен комплекс, и связаны с соответствующими узлами комплекса через соединительные валы, проходящие через опоры, смонтированные в проемах стен помещения комплекса, при этом указанные проемы оснащены герметичной и биологической защитами.
Работа комплекса осуществляется следующим образом.
Пустая бочка из шлюзовой камеры 108 (фиг.1) при помощи штатного подающего устройства (не показано) подается на первую позицию 22 рольганга 8.
При этом штанга 27 (фиг.6, 14) механизма шагового перемещения с поднятыми толкателями 31 находится в крайнем правом исходном положении, а фиксаторы 38 подняты, фиксируя упаковки 2, например бочки, на роликах рольганга 8.
Датчик, контролирующий наличие бочки на позиции 22, дает команду на включение привода 32 толкателей 31 и привода 39 фиксаторов 38. Толкатели 31 опускаются, входя во взаимодействие с бочками, а фиксаторы 38 также опускаются, расфиксируя бочки на конвейере.
Приводы 32 и 39 отключаются датчиками, расположенными на их корпусах, которые контролируют нижнее положение толкателей 31 и фиксаторов 38. По команде этих же датчиков включается привод 28 штанги 27, которая перемещается вперед, двигая толкателями 31 бочку по ролика на шаг 800 мм с позиции 22 на смежную позицию 109, после чего привод 28 отключается датчиком, расположенным на его корпусе. Этот датчик контролирует крайнее левое положение ползуна и дает команду на включение приводов 32 и 39 на реверс.
Толкатели 31 поднимаются, выходя из зацепления с бочками, а фиксаторы 38 одновременно с этим также поднимаются, фиксируя бочки на рольганге 8. После этого оба привода отключаются датчиками, расположенными на их корпусах, которые контролируют крайнее верхнее положение толкателей и фиксаторов.
По команде этих же датчиков включается привод 28 штанги 27 на реверс и штанга 27 возвращается в исходное положение, после чего привод 28 отключается датчиком, расположенным на его корпусе, который контролирует исходное положение ползуна и дает команду на включение штатного подающего устройства.
Цикл повторяется до тех пор, пока пустая бочка не окажется на позиции 110 рольганга, при этом штанга вернется в исходное положение, а фиксаторы фиксируют бочки на конвейере.
Датчик, расположенный на позиции 110, фиксирует наличие бочки на этой позиции и дает команду на включение привода 12 механизма подъема-опускания 9.
Бочка поднимается, прижимается горловиной к узлу слива цементного компаунда и фиксируется, после чего привод отключается датчиком, расположенным на его корпусе, который контролирует крайнее верхнее положение стола 14 механизма подъема-опускания 9.
После заполнения бочки компаундом по сигналу датчика, контролирующего заполнение, дается команда на включение привода 12 на реверс и заполненная бочка (упаковка) опускается в исходное нижнее положение на секцию роликов 15.
Привод 12 отключается датчиком, расположенным на его корпусе, который контролирует крайнее нижнее положение стола 14 и дает разрешение на повторение цикла по перемещению бочек по рольгангу.
На позиции 22 производится съем крышки с бочки штатным механизмом и установка крышки на заполненную бочку на позиции 111.
Позиции 109 и 112 являются промежуточными.
Циклы по перемещению бочек и упаковок по роликам рольганга продолжаются в той же последовательности.
На позиции 113 включается бокс для мойки, в котором упаковка обмывается снаружи от попавшего цементного компаунда.
Когда упаковка 2 окажется на последней позиции 23 рольганга 8, то датчик, установленный на этой позиции, дает команду на включение привода 48 перегрузочного устройства 45 участка отстоя.
При включении привода 48 срабатывает электромагнитная муфта привода, включающая цепь перемещения каретки 80 перегрузочного устройства 45.
Каретка 80 находится в исходном положении с поднятой штангой 83, перемещается к позиции 23 конвейера участка 1 расфасовки и останавливается над упаковкой 2. Датчик, установленный на балке перегрузочного устройства 45, фиксирует положение каретки 80 и дает команду на опускание штанги 83 в нижнее положение. В приводе 48 срабатывает электромагнитная муфта, включающая цепь перемещения штанги 83 вниз.
Датчик, расположенный на корпусе привода, фиксирует нижнее положение штанги 83 и дает команду на переключение электромагнитных муфт привода 48.
По этой команде отключается цепь перемещения штанги 83 и включается цепь перемещения каретки 80.
Каретка 80 перемещается к оси упаковки 2, находящейся на позиции 23, и когда ось штанги 83 совпадает с осью упаковки на позиции 23, второй датчик, установленный на балке 77 перегрузочного устройства 45, фиксирует это положение каретки 80 и дает сигнал на переключение электромагнитных муфт привода 48.
По этой команде отключается цепь перемещения каретки 80 и включается цепь перемещения штанги 83, которая поднимается на высоту 150 мм, захватив упаковку 2 введением С-образного грузозахвата 85 под фланец 86 упаковки 2.
По сигналу датчика, расположенного на корпусе привода 48, который контролирует верхнее положение штанги 83, дается команда в систему автоматики, в которой заложена программа порядка расстановки упаковок на конвейерах 42 и 43 с помощью перегрузочного устройства 45.
Каретка 80 с поднятой упаковкой 2 перемещается к оси первой запрограммированной позиции на одном из конвейеров 42 или 43, останавливается и штанга 83 опускает упаковку на конвейер. После этого каретка 80 отходит на определенное расстояние, выводя захват 85 из зацепления с пазом 86 упаковки, штанга 83 поднимается и каретка 80 возвращается в исходное положение.
Циклы перемещений повторяются до тех пор, пока на первой позиции 44 конвейера, соосной с позицией 23 рольганга, не будут установлены в ряд четыре упаковки, а каретка 80 с поднятой штангой 83 вернется на исходную позицию. При этом датчики, установленные на позициях 44 конвейеров 42 и 43, сигнализируют о наличии на этих позициях упаковок 2 и дают команду на включение привода 76 конвейеров 42 и 43. Упаковки перемещаются на шаг 600 мм и привод 76 отключается по сигналу датчика, контролирующего перемещение упаковок 2 на этот шаг.
Когда очередные четыре упаковки будут установлены на позициях 44 конвейеров 42 и 43, цикл повторяется и упаковки перемещаются конвейерами 42 и 43 далее до последней позиции 46 конвейеров 42 и 43. Последняя позиция 46 соосна с исходной позицией 114 каретки 53 подающего устройства 50.
Датчики, установленные на позициях 46 конвейеров 42 и 43, сигнализируют о наличии упаковок на этих позициях и дают сигнал на включение в работу перегрузочного устройства 47, каретка 80 которого находится в исходном положении, при котором штанга 83 поднята.
В приводе 49, который идентичен приводу 47, срабатывает электромагнитная муфта, включающая цепь перемещения каретки 80.
Каретка 80 перемещается к оси одной из упаковок 2 на конвейере 42 или 43 согласно программе порядка захвата упаковок, заложенной в системе автоматики, и останавливается на определенном расстоянии от оси упаковки. Датчик, установленный на балке 77 перегрузочного устройства, фиксирует положение каретки 80 и дает команду на опускание штанги 83 в нижнее положение.
В приводе 49 срабатывает электромагнитная муфта, включающая цепь перемещения штанги 83, которая опускается вниз на 150 мм.
Датчик, расположенный на корпусе привода, фиксирует нижнее положение штанги 83 и дает команду на переключение электромагнитных муфт привода 49. По этой команде отключается цепь перемещения штанги 83 и включается цепь перемещения каретки 80 со штангой 83.
Каретка 80 перемещается к позиции 114 каретки 53 подающего устройства 50.
Датчик, фиксирующий положение каретки 80, при котором ось штанги 83 с упаковкой 2 совпадает с осью каретки 53 подающего устройства, дает команду на переключение электромагнитных муфт привода 49.
Цепь привода перемещения каретки отключается, каретка останавливается и включается цепь перемещения штанги, которая перемещается вниз на 150 мм и упаковка устанавливается на каретку 53 подающего устройства.
Датчик, установленный на корпусе привода 49, контролирующий нижнее положение штанги, дает сигнал на отключение цепи перемещения штанги и включение цепи перемещения каретки.
Каретка отходит от оси упаковки на определенное расстояние, выводя грузозахват 85 из-под фланца 86 упаковки 2, штанга 83 поднимается и каретка 80 возвращается в исходное положение.
Датчик на позиции 114, контролирующий наличие упаковки на каретке подающего устройства, дает сигнал на включение привода этого устройства.
Каретка 53 подающего устройства 50 перемещается за счет реечной передачи 54 к позиции 115 стола 60 подъемного устройства 56 и останавливается по команде датчика привода 55, расположенного на его корпусе, который контролирует крайнее левое положение каретки 53.
По команде датчика, контролирующего наличие упаковки на позиции 115, включается привод 66 подъема стола 60 подъемного устройства 56.
Стол 60, выполненный в виде вилки 62 с роликами 63, снимает упаковку 2 с каретки 53 подающего устройства 50 и перемещает ее вверх к участку паспортизации упаковок 2 на уровень роликов конвейера 89.
Датчик, расположенный на корпусе привода 66, фиксирует верхнее положение стола 60 подъемного устройства 56 и отключает привод.
Упаковка поднимается подъемным устройством 56 с участка отстоя на уровень линии роликов конвейера 89 участка паспортизации на позицию 116.
При этом штанга 27 механизма шагового перемещения 21 находится в исходном крайнем левом положении с поднятыми толкателями 31, а фиксаторы 104 фиксируют упаковки 2 на роликах конвейера 89.
По команде датчика позиции 116, который контролирует наличие упаковки на этой позиции, включаются приводы 105 толкателей 31 и привод 106 фиксаторов 38. Толкатели 31 штанги 27 опускаются, входя во взаимодействие с упаковками 2, а фиксаторы 104 расфиксируют упаковки 2 на конвейере 89.
Приводы 105 и 106 отключаются датчиками, расположенными на их корпусах, которые контролируют нижнее положение толкателей 31 и фиксаторов 104. По команде этих же датчиков включается привод 117 штанги 27.
Штанга 27 перемещается вправо, перемещая толкателями 31 упаковку 2 по роликам конвейера 89 на шаг 800 мм с позиции 116 на смежную позицию 102, после чего привод 117 отключается датчиком, расположенным на его корпусе. Этот датчик контролирует крайнее правое положение штанги и дает команду на включение приводов 105 и 106 на реверс: стол 60 подъемного устройства 56 опускается на исходную позицию участка отстоя упаковок.
Толкатели 31 штанги 27 поднимаются, выходя из зацепления с упаковками 2, а фиксаторы 104 одновременно фиксируют упаковки 2 на роликах конвейера. После этого оба привода отключаются датчиками, расположенными на их корпусах, которые контролируют крайнее верхнее положение толкателей 31 и нижнее положение фиксаторов 104.
По команде этих же датчиков включается привод 117 на реверс и штанга 27 возвращается влево в исходное положение, после чего привод 117 отключается датчиком, расположенным на его корпусе, который контролирует исходное положение ползуна.
После того, как очередная упаковка будет поднята на позицию 116, цикл срабатывания транспортной системы участка паспортизации повторяется. Когда датчик, расположенный на столе 95 подъемно-поворотного устройства 90, зафиксирует наличие упаковки 2 на нем, дается команда на включение привода 98 подъемно-поворотного устройства 90 (фиг.3).
В приводе 98 через электромагнитную муфту включается цепь перемещения поворотного стола 95 устройства вверх на 50 мм, после чего по команде датчика расположенного на корпусе привода, который контролирует верхнее положение стола, отключается цепь перемещения стола вверх и включается цепь механизма поворота стола с находящейся на нем упаковкой 2 для контроля загрязненности поверхности упаковки.
По окончании поворота стола 95 на 360° датчик, расположенный на корпусе привода 98, который контролирует полный оборот стола, дает команду на отключение цепи механизма поворота и включение цепи перемещения стола с упаковкой вниз на исходную позицию.
Датчик, расположенный на корпусе привода 98, который контролирует исходное нижнее положение стола 95 устройства 90, дает команду на отключение привода 98.
Этот же датчик дает сигнал в систему управления о разрешении на очередной цикл срабатывания ползуна транспортной системы, при условии наличия на позиции 116 очередной упаковки.
На позиции 118 включаются механизмы бокса мойки 91, где упаковка обмывается снаружи дезактивирующим раствором.
Когда на последней позиции рольганга 103 окажется упаковка 2, то штатное подъемно-поворотное устройство снимает упаковку с этой позиции и устанавливает на устройство паспортизации (не показано).
Указанный выше технический результат достигается за счет того, что технологический процесс идет непрерывно, т.к. время заполнения пустой бочки на позиции слива цементного компаунда перекрывает время операций по перемещению упаковок на остальных технологических позициях комплекса, а сам процесс полностью происходит в автоматическом режиме и контролируется с пульта управления в операторском помещении.
Безопасность работы комплекса обеспечивается:
- простотой и надежностью спроектированных исполнительных механизмов;
- расположением приводов исполнительных механизмов за пределами помещения, где установлен комплекс, и связыванием их с соответствующими узлами комплекса через соединительные валы, проходящие через проходки, смонтированные в проемах стен помещения комплекса, при этом указанные проходки герметичны и обеспечивают надежную биологическую защиту в операторском помещении;
- возможностью ручного дублирования работы приводов;
- исключением неконтролируемого доступа людей в помещения, где установлен комплекс.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Скороморозильный аппарат для упакованных пищевых продуктов на поддонах | 1985 |
|
SU1330427A1 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Машина для упаковывания в ящик штучных изделий | 1979 |
|
SU956355A1 |
| Устройство для упаковки пакета изделий | 1980 |
|
SU943108A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Устройство для транспортирования конденсаторов,преимущественно в установках для контроля электрических параметров силовых конденсаторов | 1986 |
|
SU1420619A1 |

Изобретения относятся к подъемно-транспортному машиностроению для атомных электростанций. Комплекс подъемно-транспортного оборудования для утилизации жидких радиоактивных отходов на атомной электростанции включает в себя расположенные на первом ярусе подъемно-транспортное оборудование участка расфасовки цементного компаунда по упаковкам - бочкам, подъемно-транспортное оборудование участка отстоя упаковок с цементным компаундом и расположенное на втором ярусе подъемно-транспортное оборудование участка паспортизации упаковок и механизм шагового перемещения упаковок. Подъемно-транспортное оборудование участка расфасовки цементного компаунда по упаковкам содержит секции неприводного рольганга (5-7), механизм подъема-опускания (9) упаковок и узел (10) слива цементного компаунда в бочки. Подъемно-транспортное оборудование участка отстоя содержит двухрядные пластинчатые конвейеры (43), расположенные по обе стороны рольганга (8), и перегрузочные устройства. Механизм шагового перемещения (21) упаковок содержит установленные рядом с рольгангом стойки с направляющими роликами и толкатели для размещения между соседними упаковками. Изобретения обеспечивают точность позиционирования упаковок, повышают надежность и безопасность работы. 3 н. и 16 з.п. ф-лы, 16 ил.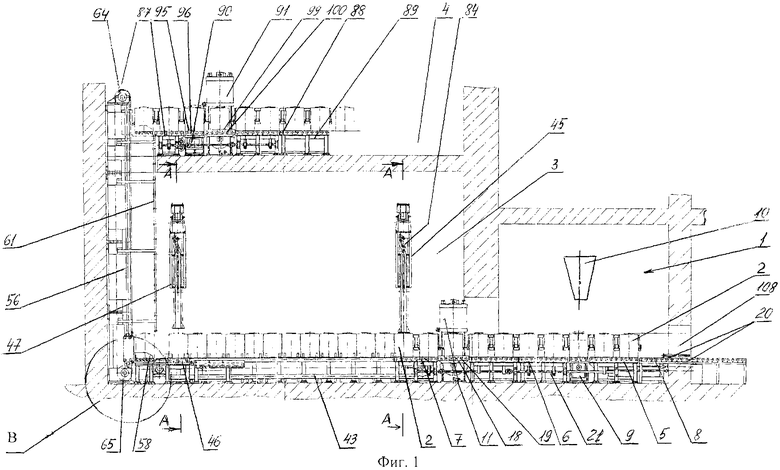
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2101235C1 |
| Инерционно-центробежный фильтр | 1988 |
|
SU1530221A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ ВЫМОРАЖИВАНИЕМ С ПОЛУЧЕНИЕМ ОЧИЩЕННОЙ ВОДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2171509C2 |
| US 5436385 А1, 25.07.1995 | |||
| Портальное загрузочное устройство | 1979 |
|
SU872195A1 |
| Устройство для передачи штучных грузов с одного конвейера на другой | 1975 |
|
SU602438A1 |
| Грузовая тележка мостового крана | 1982 |
|
SU1047820A1 |
| Устройство крепления опоры подкрановых балок подвесного пути к несущим конструкциям здания | 1983 |
|
SU1193104A1 |

