Изобретение относится к области нанесения защитных покрытий, в частности к конструкции аппаратов для дуговой металлизации.
Известно устройство для электродуговой металлизации, в котором подача сжатого воздуха осуществляется через два симметричных сопла, размешенных в вертикальной плоскости, проходящей через центр электрической дуги и перпендикулярной плоскости, проходящей через оси электродов. Недостатком указанной конструкции является широкий угол распыла частиц расплавляемого в электрической дуге металла, что приводит к снижению качества покрытий. Причина этого - недостаточное усилие, с которым частицы расплавленного металла эжектируются в воздушную струю.
Наиболее близким к предлагаемому техническому решению является устройство для распыления металла, в котором транспортирующий газ подается через сопло, охватывающее электроды, а также через дополнительное наружное кольцевое сопло. Такая конструкция позволяет получить узкий факел распыла как в горизонтальной, так и в вертикальной плоскостях, однако она не позволяет целенаправленно влиять на область образования расплавленных частиц - зону горения дуги.
Задачей предлагаемого технического решения является повышение качества напыляемых покрытий за счет эффективного воздействия на зону горения дуги транспортирующим газом.
Для решения указанной задачи в известном устройстве для распыления металлов, принятом за прототип, содержащем два электрода, обжимающее сопло, наружное кольцевое сопло, установлено дополнительное центральное сопло, ось которого совпадает с точкой пересечения осей электродов, а площадь его поперечного сечения в 16-200 раз меньше суммарного сечения остальных сопел.
Зона горения дуги - небольшой участок, занимающий объем между торцами электродов и выдвинутый вперед на 2-3 мм. Площадь его сечения в 10-100 раз меньше площади сечения струи транспортирующего газа, обдувающего эту область. Процессы движения, нагрева и окисления капель металла в этой области обладают особенностями, во многом определяющими конечные параметры покрытия.
В указанной зоне происходит образование капель металла, срываемых с жидкой прослойки на торцах электродов под совместным воздействием напора струи и электродинамической силы дуги. От этого зависит конечный размер капель, а значит, и плотность получаемого покрытия.
У капель в этой зоне вытянутая форма с развитой поверхностью, они перегреты выше температуры плавления и имеют более низкую скорость в сравнении с основным участком дистанции напыления. Данные особенности капель металла обусловливают их повышенную склонность к окислению в сравнении с остальной дистанцией напыления.
Установка дополнительного центрального сопла эффективно влияет на процессы в зоне дуги при образовании капель. Из-за малого сечения отверстия данного сопла из него истекает высокоскоростная струя газа с малым расходом, попадающая непосредственно в зону горения дуги. Это приводит к уменьшению размера капель при снижении тепловых потерь на охлаждение дуги. Кроме того, через центральное сопло возможно подавать восстановительный или инертный газ для снижения окисления частиц в зоне горения дуги.
Предлагаемое устройство показано на чертеже. Электроды 1 через токоподводящие наконечники 2 сходятся перед срезом охватывающего сопла 3. Наружное кольцевое сопло 4 выполнено коническим для окончательного формирования потока частиц. Внутри охватывающего сопла 3 установлено центральное сопло 5. Его поперечное сечение выбирается так, чтобы струя истекающего газа попадала в зазор между электродами при минимальных гидравлических потерях на столкновение с самими электродами. Опыт показывает, что этому соответствует отношение между площадями сечении центрального и охватывающего сопел 1:16-200 в зависимости от материала проволоки и режимов нанесения покрытии. При меньшем размере центрального сопла струя газа, истекающая из него, не оказывает существенного воздействия на процесс формирования частиц в зоне горения дуги.
Устройство работает следующим образом. При подаче проволок 1 между торцами зажигается дуга, которая под действием напора газовой струи немного выгибается вперед, образуя зону горения дуги 6. Металл проволок в этой зоне плавится и в виде капель за счет электродинамического воздействия дуги и напора струи из центрального сопла срывается с торцев и попадает в область, где на него совместно влияют струи воздуха из обжимающего и кольцевого сопел 3 и 4.
Указанные отличия от прототипа позволяют сделать вывод о соответствии заявляемого технического решения критерию "новизна". Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях при изучении данной и смежных областей техники и, следовательно, обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
Пример конкретного выполнения.
Были проведены сравнительные испытания устройств для электродуговой металлизации, выполненных по способу - прототипу и по предлагаемому при следующих режимах нанесения покрытий: ток - 200 А, напряжение - 32 В, дистанция напыления - 100 мм, давление сжатого воздуха - 0,6 МПа, материал электродов - проволока Св 08Г2С диаметром 1,6 мм.
Качество покрытии оценивали по содержанию кислорода в покрытии, измеренном методом восстановительного плавления в потоке инертного газа и в вакууме на приборах RO-116 и ЕАN-220. Содержание кислорода в покрытии уменьшилось с 3,7% в способе-прототипе до 3,2% в предлагаемом техническом решении.
Применение предлагаемого устройства позволяет повысить качество металлизационных покрытий за счет усиления воздействия транспортирующего газа на напыляемые частицы в зоне горения дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1999 |
|
RU2162749C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1997 |
|
RU2119389C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ | 1994 |
|
RU2097144C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2013 |
|
RU2530580C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2002 |
|
RU2228799C2 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2081203C1 |
| СПОСОБ ЗАЩИТЫ СОПЕЛ К СВАРОЧНЫМ ГОРЕЛКАМ | 1991 |
|
RU2079457C1 |
| СПОСОБ ОТДЕЛЕНИЯ ШЛАКОВОЙ КОРКИ | 1996 |
|
RU2113330C1 |
Изобретение относится к нанесению защитных покрытий и может найти применение в различных отраслях машиностроения, металлургической и других отраслях промышленности. Устройство содержит два электрода, обжимающее сопло, наружное кольцевое сопло и дополнительное центральное сопло, ось которого совпадает с точкой пересечения осей электродов, а площадь его поперечного сечения в 16 - 200 раз меньше суммарного сечения остальных сопел. Такое выполнение устройства позволяет повысить качество металлизации за счет усиления воздействия транспортирующего газа на напыляемые частицы в зоне горения дуги. 1 ил.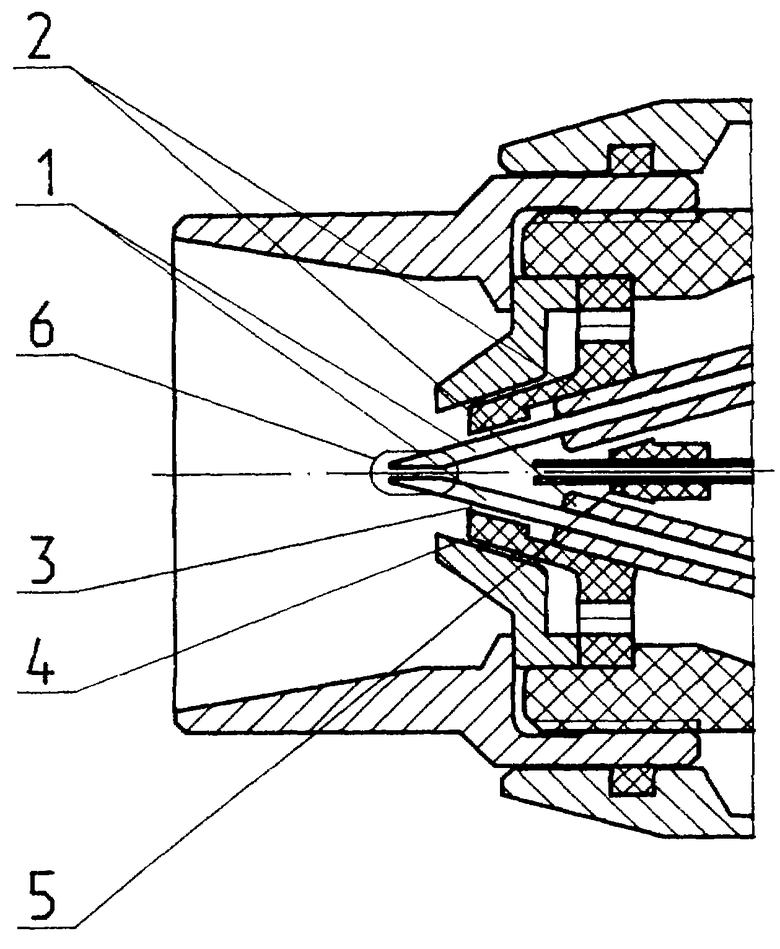
Устройство для дуговой металлизации, содержащее два электрода, обжимающее сопло, наружное кольцевое сопло, отличающееся тем, что установлено дополнительное центральное сопло, ось которого совпадает с точкой пересечения осей электродов, а площадь его поперечного сечения в 16-200 раз меньше суммарного сечения остальных сопел.
| US 4492337, 08.01.1985 | |||
| RU 95109223 А1, 20.06.1997 | |||
| УСТАНОВКА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 1995 |
|
RU2111066C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПРЕИМУЩЕСТВЕННО ТУГОПЛАВКИХ МАТЕРИАЛОВ | 1992 |
|
RU2039613C1 |
| RU 2056180 C1, 20.03.1996 | |||
| US 5452854, 26.09.1995. | |||
