Изобретение относится к области нанесения защитных покрытий, в частности к оборудованию для электродуговой металлизации.
Известно распылительное сопло электродугового металлизатора, содержащее два концентрично расположенных сопла для подачи транспортирующих газов [1] (авт.св. СССР N 1186269, кл. B 05 B 7/22, 1984). Недостатком указанной конструкции является дополнительная турбулизация струи газов за счет нахождения в ней электродов. Это приводит к снижению скорости струи, увеличению угла ее раскрытия и, как следствие, к снижению скорости напыляемых частиц и повышению степени их окисления.
Наиболее близким к предлагаемому техническому решению является устройство для электродуговой металлизации, в котором подача сжатого воздуха осуществляется через два симметричных сопла, размещенные в вертикальной плоскости, проходящей через центр электрической дуги и перпендикулярной плоскости, проходящей через оси электродов [2] (авт. св. СССР N 1329835, кл. B 05 B 7/22, 1985). Недостатком указанной конструкции является широкий угол распыла расплавляемого в электрической дуге металла, что приводит к снижению эффективности процесса. Причиной этого является недостаточное усилие, с которым частицы расплавленного металла эжектируются в воздушную струю.
Задачей предлагаемого технического решения является повышение производительности напыления за счет образования струи частиц с малым углом раскрытия.
Для решения указанной задачи в известном устройстве электродуговой металлизации, содержащем два электрода и два симметричных сопла, размещенных в вертикальной плоскости, которая проходит через центр электрической дуги и перпендикулярна плоскости, проходящей через оси электродов [2], установлено дополнительное центральное сопло, ось которого совпадает с линией пересечения указанных плоскостей, а его сечение в 4...60 раз меньше суммарного сечения симметричных сопел.
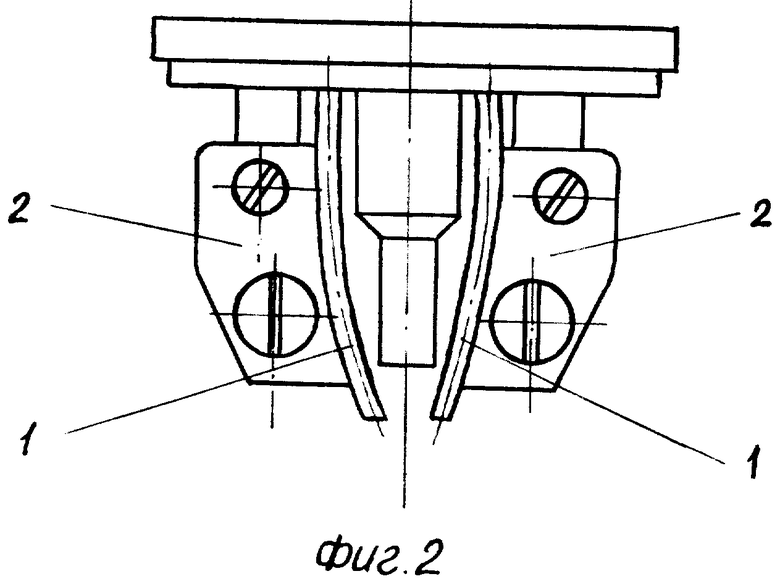
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид сверху.
Устройство состоит из двух электродов 1, направляемых токоподводами 2 до точки пересечения, двух сопел 3 для подачи транспортирующего газа, расположенных симметрично в вертикальной плоскости и перпендикулярно плоскости осей электродов. Дополнительное сопло 4 является центральным, его ось совпадает с линией пересечения указанных плоскостей.
Струя транспортирующего газа из центрального сопла 4 дробит расплавленный в электрической дуге металл электродов и выносит этот металл в виде частиц из зоны горения дуги. Струи транспортирующего газа из симметричных сопел 3 подхватывают указанные частицы и формируют напыляющую струю.
Центральная струя газа за счет своей высокой скорости принудительно дробит расплавленный металл. Поскольку расход газа при этом небольшой из-за малого проходного сечения сопла 4, то электрическая дуга от воздействия указанной струи охлаждается незначительно. Соотношение проходных сечений симметричных сопел и центрального сопла выбрано опытным путем, при увеличении проходного сечения центрального сопла выше заявленного интервала происходит чрезмерное охлаждение электрической дуги. Кроме того, при этом смешение центральной и симметричных струй происходит перед зоной плавления электродов. В результате угол раскрытия факела распыла напыляемых частиц, полученного под воздействием смешанной струи, достигает 30 - 40o. При уменьшении этого сечения ниже заявленного интервала центральная струя газа оказывает слишком слабое влияние на расплавляемый материал электродов, в обоих случаях положительный эффект, заключающийся в повышении эффективности процесса, отсутствует.
Если в прототипе дробление расплавленного металла на отдельные частицы и их движение осуществляется за счет электромагнитного воздействия дуги и различия в давлении в зоне плавления электродов на оси и в симметричных струях, то в предлагаемой конструкции расплавленный металл дополнительно дробится центральной струей и выносится ею из зоны горения дуги в указанные симметричные газовые струи.
Предлагаемая конструкция создает благоприятные условия для эжекции частиц расплавленного металла и формирования их струи с малым углом раскрытия, при этом эффективность использования тепла дуги снижается незначительно из-за малого расхода газа через центральное сопло. Это приводит к повышению коэффициента использования распыляемого материала (КИМ).
Пример конкретного выполнения.
На базовом металлизаторе ЭМ-17 были проведены сравнительные испытания устройств прототипа и предлагаемого. Для критериев оценки вариантов выбраны угол раскрытия струи частиц и КИМ.
Режимы испытании: ток - 200 А, напряжение - 30 В, дистанция напыления - 100 мм, давление сжатого воздуха - 0,6 МПа, суммарное проходное сечение симметричных сопел - 25 кв. мм, проходное сечение центрального сопла в предлагаемом устройстве - 3 кв.мм.
В предлагаемом устройстве угол раскрытия факела распыла частиц уменьшился с 30% до 10%, a КИМ увеличился с 0,6 до 0,8 в сравнении с прототипом.
Применение предлагаемого технического решения позволит повысить производительность процесса электрометаллизации за счет уменьшения угла распыла частиц.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1999 |
|
RU2162749C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1999 |
|
RU2186632C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ | 1994 |
|
RU2097144C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2013 |
|
RU2530580C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2002 |
|
RU2228799C2 |
| Распыляющая металлизационная головка | 1989 |
|
SU1787049A3 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2002 |
|
RU2220008C1 |
Изобретение относится к области нанесения защитных покрытий, в частности к оборудованию для электродуговой металлизации. Задачей изобретения является повышение производительности напыления за счет образования струи частиц с малым углом раскрытия. В устройстве для электродуговой металлизации, содержащем два электрода и два симметричных сопла, размещенные в вертикальной плоскости, которая проходит через центр электрической дуги и расположена перпендикулярно плоскости, проходящей через оси электродов, согласно изобретению установлено дополнительное центральное сопло, ось которого совпадает с линией пересечения указанных плоскостей, а его сечение в 4...60 раз меньше суммарного сечения симметричных сопел. 2 ил.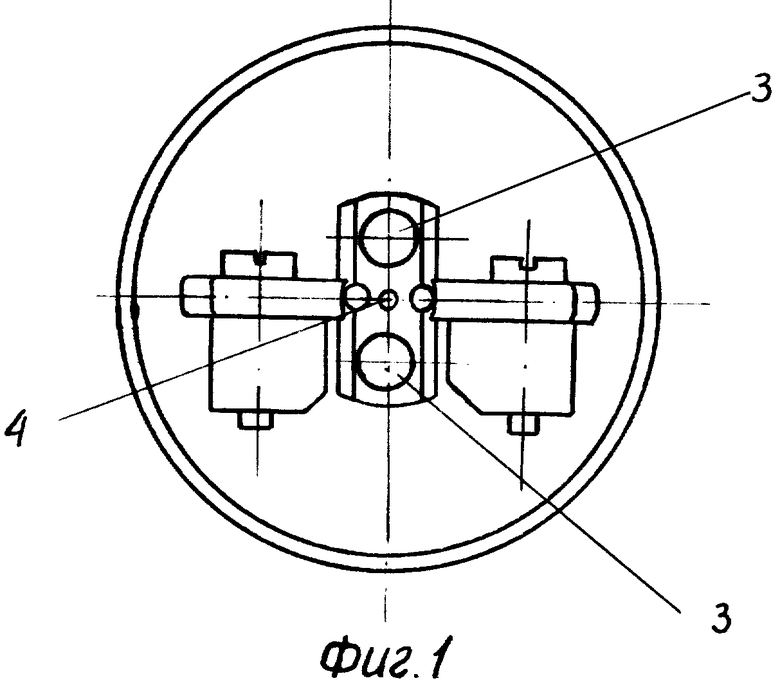
Устройство для электродуговой металлизации, содержащее два электрода и два симметричных сопла, размещенные в вертикальной плоскости, которая проходит через центр электрической дуги и расположена перпендикулярно к плоскости, проходящей через оси электродов, отличающееся тем, что установлено дополнительное центральное сопло, ось которого совпадает с линией пересечения указанных плоскостей, а его сечение в 4...60 раз меньше суммарного сечения симметричных сопел.
| Устройство для электродуговой металлизации | 1985 |
|
SU1329835A1 |
| Распылительная головка электродугового металлизатора | 1986 |
|
SU1419738A1 |
| Устройство для электродугового распыления материалов | 1987 |
|
SU1484376A1 |
| Активная искусственная кисть с автоматической и бесступенчатой фиксацией силового схвата | 1958 |
|
SU117687A1 |
| 0 |
|
SU300513A1 |
