Изобретение относится к области защиты от коррозии, а также от накипи трубчатого теплообменного оборудования.
Наиболее близким предлагаемому является способ защиты от коррозии трубок теплообменного оборудования окрашиванием внутренней поверхности трубы путем постепенного поступательного перемещения избыточного объема полимерного лакокрасочного материала по внутренней поверхности трубки с принудительным удалением излишка лакокрасочного материала с окрашиваемой поверхности и последующего отверждения покрытия [Патент США 3885521 А, кл. В 05 С 7/06, опубл. 27.05.1975].
Наиболее близким предлагаемому является устройство осуществления способа защиты от коррозии трубок теплообменного оборудования, включающее загрузочную камеру, соединительную шайбу, приспособление для поступательного перемещения полимерного материала, трос и механический привод, а приспособление для поступательного перемещения полимерного материала содержит разнесенные поршни, выполненные из совмещенных колец из каучука [Патент США 3885521 А, кл. В 05 С 7/06, опубл. 27.05.1975].
Эластичные покрывные поршни обеспечивают окрашивание внутренней поверхности трубы путем постепенного перемещения определенного объема лакокрасочного материала по внутренней поверхности трубы с принудительным удалением излишка лакокрасочного материала с окрашиваемой поверхности.
Известные способ защиты от коррозии трубок теплообменного оборудования и устройство для осуществления способа защиты от коррозии внутренних поверхностей трубок теплообменного оборудования пригодны, как правило, для обработки достаточно равномерной поверхности, но не позволяют устранять такие дефекты поверхности трубок теплообменного оборудования, как коррозионные язвы, каверны и сквозные дефекты и не препятствуют отложению накипи на стенках трубок
В изобретении решается задача антикоррозионной защиты внутренней поверхности трубок теплообменного оборудования, включая устранение коррозионных язв, каверн и заделку сквозных дефектов в трубках, а также и защиты от отложений накипи.
Поставленная задача решается предлагаемым способом защиты от коррозии и отложений накипи и восстановления трубок теплообменного оборудования путем нанесения на внутреннюю поверхность трубок полимерного покрытия поступательным перемещением избыточного объема полимерного материала по внутренней поверхности трубки со скоростью 0,1-0,49 м/с с дополнительным перемещением полимерного материала по внутренней поверхности трубки вращательно с линейной скоростью перемещения 0,4-1,0 м/с и последующего его отверждения, причем в качестве полимерного материала используют полимерный компаунд с вязкостью в состоянии покоя 1000-12000 П с тиксотропным снижением его вязкости при указанной скорости перемещения.
Поставленная задача решается также тем, что в качестве полимерных компаундов используют наполненные компаунды на основе эпоксидных, или кремнийорганических, или фенолформальдегидных, или фурановых, или полиамидных, или акриловых смол или их смесей.
В качестве наполнителей полимерных компаундов используют порошки металлов или их оксиды или сплавы металлов. Полимерное покрытие отверждают в течение не менее 1,5 суток при температуре 20-25oС или в течение 1-2 ч при температуре 50-100oС.
Поставленная задача решается также тем, что устройство для осуществления способа защиты от коррозии и отложений накипи и восстановления трубок теплообменного оборудования, включающее загрузочную камеру, соединительную шайбу, механический привод, трос, приспособление для поступательного перемещения полимерного материала, включающее, по меньшей мере, две разнесенные жесткие шайбы, дополнительно содержит эластичный шнек с возможностью поступательно-вращательного движения.
Эластичный шнек выполнен с конусностью 5-10o со стороны, противоположной соединительной шайбе.
Шайбы могут быть выполнены из металлов или из полимерных материалов, например из фторопласта, т.е. из материалов с низким коэффициентом трения о внутреннюю поверхность теплообменной трубки. Шнек изготавливают из эластичной резины.
Сущность изобретения поясняется чертежом, где изображено устройство для осуществления способа защиты от коррозии и накипи и восстановления трубок теплообменного оборудования, где: 1 - устройство для нанесения полимерного покрытия трубок, 2 - загрузочная камера, 3 - воронка, 4, 5, 6 - шайбы, 7 - металлический - стержень, 8 - эластичный шнек, 9 - гибкий трос, 10 - барабан, 11 - привод, 12 - соединительная шайба, 13 - трубка теплообменника.
Предлагаемое устройство для нанесения покрытия на внутреннюю поверхность трубок теплообменного оборудования содержит устройство 1 для нанесения полимерного покрытия на трубку теплообменника, состоящее из загрузочной камеры 2 с воронкой 3, шайб 4, 5, 6, укрепленных на металлическом стержне 7, и эластичного шнека 8, гибкий трос 9, барабан 10 и привод 11. Соединительная шайба 12 служит для присоединения устройства 1 для нанесения полимерного покрытия к трубке теплообменника 13.
Устройство работает следующим образом.
Гибкий трос 9 протягивают через всю теплообменную трубку 13, где к концу троса 9 прикрепляют устройство 1 для нанесения полимерного покрытия с загрузочной камерой 2 и соединяют с защищаемой теплообменной трубкой 13 при помощи соединительной шайбы 12. После загрузки в загрузочную камеру 2 полимерного компаунда включают привод 11 на барабане 10, обеспечивающий поступательно-вращательное движение устройства для нанесения компаунда на внутреннюю поверхность теплообменной трубки.
В процессе поступательного перемещения избыточное количество материала через шайбу 4 подают на эластичный шнек 8, который равномерно распределяет полимерный материал по внутренней поверхности трубки 13, обеспечивая при этом многопроходное шпаклевание коррозионных язв и сквозных дефектов.
Предлагаемый способ осуществляют следующим образом.
Через теплообменную трубку 13 до ее конца пропускают трос 8, соединенный с барабаном 10. К противоположному концу троса прикрепляют устройство 1 для нанесения полимерного покрытия с загрузочной камерой 2 и присоединяют ее к трубке теплообменника при помощи соединительной шайбы 12. Загрузочную камеру 2 через воронку 3 заполняют полимерным компаундом, взятым с не менее чем 30%-ным избытком от расчетного количества. Количество используемого полимерного материала рассчитывают с учетом площади внутренней поверхности обрабатываемых трубок, степени изъязвления и необходимой толщины покрытия. Затем включают привод 11 на барабане 10, обеспечивая этим движение устройства для нанесения компаунда по теплообменной трубке. Шайбы 4, 5, 6, совершая поступательно-вращательное движение, перемещают полимерный компаунд поступательно и производят его предварительное распределение по внутренней поверхности трубки, при этом часть компаунда проникает к шнеку 8 через зазор между трубкой теплообменника 13 и шайбой 4, образованный за счет разницы внутреннего диаметра трубки и внешнего диаметра шайбы. Шнек 8, совершая поступательно-вращательное движение, за счет своей эластичности и формы осуществляет многопроходную шпаклевку язв и сквозных дефектов трубки и обеспечивает равномерность слоя полимерного материала, наносимого на поверхность трубки.
За счет тиксотропного снижения вязкости полимерного материала (в 2-20 раз) при взаимодействии с движущимися с указанными скоростями дозирующими шайбами и шнеком обеспечивается качественное заполнение этим материалом язв, каверн, щелей или отверстий (сквозных дефектов) стенок трубок, вплоть до микроскопических; после же прохождения шнека вязкость материала возвращается к исходному (максимальному) значению и он в дальнейшем не вытекает из язв, каверн, щелей или отверстий, а затем полимеризуется в них.
Таким образом, предлагаемые способ и устройство позволяют не только защищать от коррозии трубки теплообменного оборудования с ровной внутренней поверхностью, но и восстанавливать уже подвергшиеся коррозии поверхности трубок, в том числе заделывать сквозные дефекты стенок трубок.
Кроме того, нанесение покрытия предлагаемым способом и с помощью предлагаемого устройства обеспечивает защиту от образования накипи на внутренней поверхности стенок трубок за счет формирования гладкого покрытия и отсутствия шероховатости поверхности покрытия не только на неповрежденной поверхности трубки, но и на участках с глубокими коррозионными язвами или в зоне сквозных отверстий в стенках теплообменных трубок.
В результате затрудняется образование застойных зон, являющихся центрами зарождения накипных отложений на внутренней поверхности теплообменных трубок, защищенных полимерным компаундом, и облегчается унос с поверхности окрашенных трубок загрязнений, поступающих с охлаждающей водой, при типичных скоростях потока охлаждающей воды (более 1 м/с).
Ниже приведен конкретный пример использования предлагаемого способа.
На теплообменную трубку длиной 3 м, внешним диаметром 23 мм и внутренним диаметром 22 мм, имеющую коррозионные поражения в виде коррозионных язв диаметром до 7 мм и глубиной до 0,5 мм, а также сквозные дефекты диаметром до 2 мм, наносят полимерное покрытие. Для этого через теплообменную трубку до ее конца пропускают трос, соединенный с барабаном. К противоположному концу троса прикрепляют устройство для нанесения полимерного покрытия с загрузочной камерой и присоединяют ее к трубке теплообменника при помощи соединительной шайбы. Загрузочную камеру через воронку заполняют 100 г эпоксидного компаунда, наполненного оксидом титана TiO2, с первоначальной вязкостью материала 9000 П. Затем включают привод на барабане 12, обеспечивая этим движение устройства для нанесения компаунда по теплообменной трубке. Шайбы, совершая поступательное движение со скоростью 0,15 м/с, обеспечивают поступление полимерного компаунда к эластичному шнеку, который в свою очередь перемещает компаунд по внутренней поверхности трубок с линейной скоростью 0,8 м/с. За счет снижения вязкости компаунда до 500-600 П обеспечивается полное заполнение всех коррозионных язв и сквозных дефектов, а также нанесение равномерного слоя полимерного материала толщиной 50 мкм на внутреннюю поверхность теплообменной трубки. После нанесения вязкость полимерного компаунда восстанавливается до 9000 П. Время отверждения полимерного материала составляет 36 ч при температуре 20oС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ИНГИБИРОВАННЫМИ ПОЛИМЕРНЫМИ КОМПОЗИЦИЯМИ И МИКРОКАПСУЛЫ С ИНГИБИТОРОМ КОРРОЗИИ (ВАРИАНТЫ) | 2007 |
|
RU2358036C1 |
| Способ защиты от коррозии и восстановления поверхностей теплообменника | 2018 |
|
RU2695204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ВЕТВЕЙ ДЛЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МОДУЛЯ И ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2012 |
|
RU2515128C1 |
| УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ ПЕРЕНАПРЯЖЕНИЯ | 2011 |
|
RU2493626C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДУКТИВНОГО ПЛАСТА С ТВЕРДОТОПЛИВНЫМ ЗАРЯДОМ И КАРТУЗОМ | 2012 |
|
RU2503807C2 |
| ПОЛИУРЕТАНОВОЕ ПЛЕНКООБРАЗУЮЩЕЕ | 2001 |
|
RU2236425C2 |
| СБОРКА АНОДНЫХ ЗАЗЕМЛИТЕЛЕЙ | 2014 |
|
RU2556844C1 |
| СПОСОБ СБОРКИ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2002 |
|
RU2238904C2 |
| ИЗОЛИРУЮЩАЯ СИСТЕМА ДЛЯ ВНУТРЕННЕЙ ЗАЩИТЫ СВАРНОГО ШВА СТАЛЬНЫХ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ (ВАРИАНТЫ) | 1998 |
|
RU2151945C1 |
Для решения задачи антикоррозионной защиты и защиты от отложений накипи внутренней поверхности трубок теплообменного оборудования, включая заделку коррозионных язв, каверн и сквозных дефектов в трубках, в предлагаемом способе защиты от коррозии и накипи и восстановления трубок теплообменного оборудования путем нанесения полимерного покрытия на внутреннюю поверхность трубок поступательным перемещением избыточного объема полимерного материала по внутренней поверхности трубки и последующего его отверждения, полимерный материал дополнительно перемещают по внутренней поверхности трубки вращательно с линейной скоростью перемещения 0,4-1,0 м/с, при этом поступательное перемещение полимерного материала осуществляют со скоростью 0,1-0,49 м/с, а в качестве полимерного материала используют полимерный компаунд с вязкостью в состоянии покоя 1000-12000 П с тиксотропным снижением его вязкости при указанной скорости перемещения. В качестве полимерного материала используют наполненные компаунды на основе эпоксидных, или кремнийорганических, или фенолоформальдегидных, или фурановых, или полиамидных, или акриловых смол или их смесей. В качестве наполнителей эпоксидный компаундов используют порошки металлов или их оксиды или сплавы металлов. Полимерное покрытие отверждают в течение не менее 1,5 суток при температуре 20-25oС или в течение 1-2 ч при температуре 50-100oС. Поставленная задача решается также тем, что устройство для осуществления способа защиты трубок теплообменников, включающее загрузочную камеру, соединительную шайбу, приспособление для поступательного перемещения полимерного материала, трос, механический привод, дополнительно содержит конический эластичный шнек с конусностью 5-10oС со стороны, противоположной соединительной шайбе, а приспособление для перемещения полимерного материала содержит, по меньшей мере, две разнесенные жесткие шайбы. Шайбы могут быть выполнены из полимерных материалов, например из фторопласта, из металлов. Шнек изготавливают из резины. 2 с. и 6 з.п. ф-лы, 1 ил.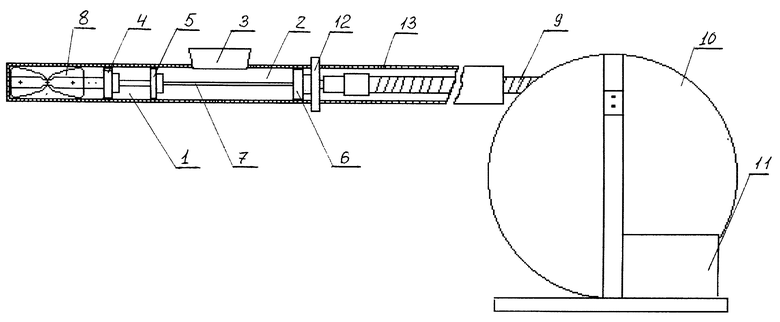
| US 3885521 А, 27.05.1975 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ КОРМОВОГО ПРОРОЩЕННОГО ЗЕРНА | 1992 |
|
RU2041644C1 |
| Шнековый фильтр-пресс | 1976 |
|
SU636013A1 |
| Устройство для покрытия внутренней поверхности полых тел | 1974 |
|
SU538745A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1992 |
|
RU2065332C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОКРЫТИЙ | 0 |
|
SU263445A1 |
| US 4125089 А, 14.11.1978. | |||
