Изобретение относится к литейному производству, в частности к гипсовым составам литейной формы при изготовлении отливок из цветных металлов, в том числе по выплавляемым моделям, и может найти применение во всех литейных цехах машиностроительных и приборостроительных заводов.
Известна смесь для изготовления литейных форм на гипсовом связующем, содержащая в качестве огнеупорного наполнителя пылевидный кварц, ПАВ, каолин, ацетон и воду [1]. Смесь используется для изготовления сложнопрофильных отливок из цветных сплавов, максимально приближенных по форме и размерам к готовым деталям, имеет неудовлетворительные технологические свойства и многокомпонентность состава.
Известны смеси для изготовления форм, содержащие гипс, песок, асбест [2] . К недостаткам следует отнести то, что в качестве упрочнителя является асбест, который не способствует достижению оптимальных прочностных свойств формовочной смеси.
Известна смесь, содержащая гипс, золу унос, маршалит [3]. Однако смесь указанного состава имеет неудовлетворительные физико-механические свойства, в частности прочность на сжатие смеси, что отрицательно влияет на качество литейных форм и цветного литья.
Наиболее близким к изобретению по технической сущности и достигаемому результату является состав для изготовления литейных форм, включающий гипс и кварцевый песок [4].
Задачей изобретения является создание состава для получения литейных форм, расширяющий ассортимент средств данного назначения.
Технический результат заключается в повышении физико-механических характеристик и расширении ассортимента составов для получения литейных форм.
Это достигается тем, что состав для изготовления литейных форм, включающий гипс, кварцевый песок дополнительно содержит осадок после нейтрализации гальванического производства, включающий гипс, при следующем соотношении компонентов, мас.%:
Гипс - 30-40
Осадок после нейтрализации гальванического производства - 20-40
Кварцевый песок - Остальное
Состав для изготовления литейных форм получают следующим образом.
В смеситель загружают осадок после нейтрализации гальванического производства, затем добавляют воду до необходимой консистенции и перемешивают 1-2 мин. После этого добавляют необходимое количество кварцевого песка и гипса, перемешивают до получения однородной массы в течение 5-10 мин. Скорость вращения рабочего органа мешалки 250-300 об./мин. Из смесителя формовочная смесь поступает в опоку с установленной в ней блоком моделей. Далее смесь вакумируют в течение 2-3 мин. Форму выдерживают на воздухе для повышения прочности гипсовой структуры. После этого последовательно производят прокалку форм при температурах соответственно 100-150oС и 500-750oС в течение 2-3 часов.
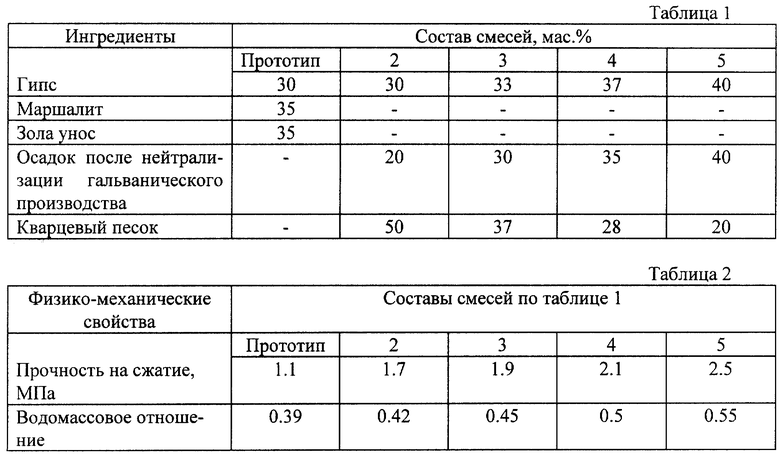
Для экспериментальной проверки были приготовлены три состава компонентов заявляемого изобретения. Составы приведены в табл.1.
Свойства смеси оценивались на образцах (ϕ=50 мм и Н=50 мм), залитых в металлические формы и в металлические опоки размерами ϕ=160 мм, Н=230 мм и ϕ= 220 мм, Н=350 мм с предварительно установленными модельными блоками. Физико-механические свойства приведены в табл.2
Для приготовления смеси используют следующие материалы.
Гипс строительный ГОСТ 125-79
Песок кварцевый КО2А или КО2Б ГОСТ 2138-84
Осадок после нейтрализации гальванического производства имеет следующий химический состав, мас.%:
CaSO4 - 10-40
Cu(OH)2 - 5,3-6,6
Fе(ОН)3 - 12-22
Ni(OH)3 - 0,8-1,3
Zn(OH)2 - 1,4-2,1
Cr(OH)3 - 0,6-1,1,3
Са(ОН)2 - Остальное
Отличием заявляемого решения от известного является использование в составе для изготовления литейных форм осадка после нейтрализации гальванического производства. Осадок является готовым материалом, прошедшим нейтрализацию, и содержит в своем составе гипс (СаSO4), который является дополнительным упрочнителем гипсового вяжущего. Сочетание в составе известных компонентов с новым компонентом и их количественные соотношения позволяют поучить состав с улучшенными физико-механическими свойствами, а также расширить ассортимент средств данного назначения.
Как видно из табл.2 прочность на сжатие по изобретению значительно выше, чем у известной.
Оптимальное содержание осадка после нейтрализации гальванического производства находится в пределах 20-40%. При содержании осадка в смеси меньше 20% снижается прочность на сжатие смеси, а при увеличении содержания осадка выше 40% снижается огнеупорность и термостойкость формовочной смеси.
Таким образом, введение осадка после нейтрализации гальванического производства в указанных количествах позволяет получить формовочные смеси с оптимальными технологическими и физико-механическими свойствами, обеспечивающими изготовление качественных литейных форм. При этом уменьшается стоимость формовочной смеси на 30-40% за счет низкой стоимости осадка после нейтрализации гальванического производства.
Качество отливок из сплава АЛ2, АЛ4, АЛ9( (ГОСТ 2685-75), залитого в эти формы, повышается, так как количество облоя, засоров, неметаллических включений и других поверхностных дефектов меньше, чем в формах из известной смеси. В связи с этим уменьшается трудоемкость слесарной обработки отливок. Вместе с тем утилизация осадка после нейтрализации гальванического производства, являющегося отходом гальванических производств, будет способствовать уменьшению загрязнения окружающей среды и организации безотходной технологии.
Источники информации
1. Авторское свидетельство СССР 1373464, МПК В 22 С 1/18, 1988.
2. Цветное литье. Справочник. Под общ. редакцией. Н.М. Галдина. - М.; Машиностроение, 1989, c.528.
3. Авторское свидетельство СССР 818719, кл. В 22 С 1/00, 1981.
4. Авторское свидетельство СССР 1774892 A3, В 22 С 1/00, 1992.
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм. Состав содержит, мас.%: гипс 30-40, осадок после нейтрализации гальванического производства 20-40, кварцевый песок остальное. Осадок после нейтрализации гальванического производства содержит в своем составе гипс, который является дополнительным упрочнителем гипсового связующего. Сочетание в составе данных ингредиентов в указанном соотношении обеспечивает улучшение физико-механических свойств. 2 табл.
Состав для изготовления литейных форм, включающий гипс, кварцевый песок, отличающийся тем, что он дополнительно содержит осадок после нейтрализации гальванического производства, включающий гипс, при следующем соотношении компонентов, мас.%:
Гипс - 30 - 40
Осадок после нейтрализации гальванического производства - 20 - 40
Кварцевый песок - Остальноет
| Огнеупорная смесь для литейных форм ювелирных изделий | 1990 |
|
SU1774892A3 |
| Смесь для изготовления литейныхфОРМ | 1978 |
|
SU818719A1 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2020024C1 |
| Химико-твердеющая формовочная смесь | 1959 |
|
SU129292A1 |

