Изобретение относится преимущественно к машиностроению и может быть применено, например, для элекгродуговой сварки металлических деталей, собираемых в любом пространственном положении.
Известен способ дуговой сварки (авторское свидетельство СССР 1655694 от 5.05.1989г., МКИ 5 В 23 К 9/167). По этому способу сварку ведут неплавящимся электродом в среде инертных газов с использованием фтористого флюса, который наносят на внешнюю поверхность свариваемых кромок слоем толщиной 0,1-0,3 мм. Это позволяет получить сквозное проплавление кромок деталей.
Однако нанести порошкообразный флюс на поверхность детали слоем такой толщины трудно. Кроме того, поток защитного газа выдувает часть порошка флюса из зоны сварки, что снижает эффективность известного способа.
Известен также активирующий флюс для электродуговой сварки (патент РФ 2164849 от 10.04.2001г., МКИ 7 В 23 К 35/362) следующего состава: гексафторалюминат лития 17-25%, двуокись титана 17-25%, двуокись кремния 35-40%, хлорид кальция 20-30%. Этот активирующий флюс в виде раствора порошка флюса в этиловом спирте наносят на внешнюю поверхность стыкуемых кромок деталей. После испарения спирта производят сварку по слою флюса. Способ сварки по этому флюсу принят за прототип.
Этот способ позволяет увеличить проплавляющую способность дуги, однако при увеличении длины дуги более 4 мм или увеличении силы сварочного тока более 300 А пары флюса рассеиваются из зоны сварки и действие флюса на дугу прекращается. Кроме того, отдельные компоненты флюса имеют большое различие в температурах плавления. Поэтому при нагреве флюса дугой хлористая соль с низкой температурой плавления расплавляется и испаряется быстрее, чем тугоплавкие оксиды металлов и фтористые соли. Это снижает эффективность флюса и стабильность формирования шва.
Техническим результатом предлагаемого способа является увеличение проплавляющей способности дуги и стабильности формирования шва.
Сущность предлагаемого способа заключается в том, что на поверхностях свариваемых кромок перед сваркой размещают активирующий флюс и производят сварку в среде защитных газов по этому флюсу. В отличие от прототипа, в целях увеличения проплавляющей способности дуги и стабильности формирования сварного шва, на внутренней торцевой поверхности стыкуемых кромок деталей дополнительно размешают слой соли или смеси солей, выбранных из группы хлористых солей щелочных и щелочноземельных металлов. Щелочные металлы выбирают из группы литии, натрии, калий, рубидий, цезий, а щелочноземельные металлы - из группы кальций, стронций, барий, бериллий, магний.
Предлагаемый способ иллюстрируется чертежом, где показано поперечное сечение стыкового соединения пластин с нанесенными слоями активирующего флюса и хлористой соли на внешней и внутренней поверхности пластин, подготовленных к сварке.
Предлагаемый способ заключается в том, что на внешней поверхности свариваемых кромок пластин 1 и 2 размещают слой активирующего флюса 3. На внутреннюю поверхность свариваемых кромок пластин 1 и 2 наносят слой соли или смеси солей, выбранных из группы хлористых солей щелочных (литий, натрий, калий, рубидий, цезий) и щелочноземельных (кальций, стронций, барий, бериллий, магний) металлов 4. Сварочную дугу зажигают на участке, свободном от активирующего флюса, и перемещают по слою активирующего флюса вдоль свариваемых кромок.
Тугоплавкие компоненты активирующего флюса, находящиеся на внешней поверхности деталей, нагреваются дугой больше, чем легкоплавкая хлористая соль, находящаяся на внутренней торцевой поверхности свариваемых кромок. Это приводит к тому, что пары хлористой соли, размещенной на внутренней поверхности, выделяются в момент полного расплавления тугоплавких компонентов активирующего флюса, и все химические соединения одновременно воздействуют на сварочную дугу. Пары солей сжимают столб дуги, а расплав оксидов растекается по сварочной ванне и уменьшает диаметр анодного пятна. Это увеличивает плотность тока в столбе дуги и анодном пятне дуги, в результате чего увеличивается проплавляющая способность дуги. Хлористая соль, размещенная на внутренней поверхности кромок, воздействует на расплав металла и снижает его поверхностное натяжение, что способствует росту глубины проплавления. Кроме того, такое размещение компонентов увеличивает эффективность флюса при росте длины дуги и силы сварочного тока, а одновременное воздействие паров на дугу увеличивает стабильность формирования шва.
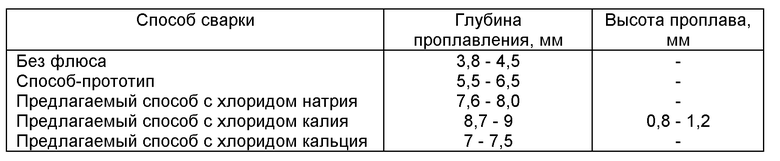
Примером применения предлагаемого способа может служить сварка пластин 200х200х9 мм из стали марки 3сп в нижнем положении. Активирующий флюс-прототип брали в следующем соотношении компонентов: гексафторалюминат лития 17%, двуокись титана 25%, двуокись кремния 35%, хлорид кальция 23%. Компоненты измельчали до размера фракций 100-50 мкм и прокаливали в печи при температуре 200oС в течение 2 часов. Из смеси порошка приготовляли раствор в этиловом спирте. Отдельно прокаливали и приготовляли растворы мелкодисперсного порошка хлорида натрия, хлорида калия и хлорида кальция в этиловом спирте. Раствор хлористой соли наносили слоем толщиной 0,1 мм на внутреннюю поверхность стыкуемых кромок пластин, а раствор активирующего флюса наносили на внешнюю поверхность стыкуемых кромок пластин. Дугу зажигали на участке основного металла с неплавящегося вольфрамового электрода диаметром 3 мм при силе тока 160 А прямой полярности. Затем дугу перемещали со скоростью 1,5 мм/с вдоль соединяемых кромок и производили сварку. Расплав оксидов растекался по поверхности сварочной ванны и ограничивал площадь электрического контакта сварочной дуги с жидким металлом сварочной ванны. Это вызывало уменьшение диаметра анодного пятна. Одновременно перед дугой выделялись пары хлористой соли, размещенной на внутренней поверхности деталей, и пары активирующего флюса, которые воздействовали на столб дуги и вызывали его сжатие. Сжатие дуги и уменьшение поверхностного натяжения расплава металла увеличивали глубину проплавления в 1,1-1,6 раза по сравнению с прототипом. После сварки сварные соединения разрезали и приготовляли макрошлифы, по которым измеряли глубину проплавлення и высоту проплава (см. таблицу).
После сварки сварные соединения пластин, выполненные по предлагаемому способу, подвергали ультразвуковому контролю на дефектоскопе УД2-12, который показал отсутствие пор и шлаковых включений в полученных сварных соединениях.
Таким образом, предлагаемый способ обеспечивает технический эффект и может быть применен с использованием известных в технике средств, следовательно, он обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2002 |
|
RU2224630C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой | 2021 |
|
RU2771341C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2014 |
|
RU2554241C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2005 |
|
RU2291039C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ МАТЕРИАЛОМ | 2004 |
|
RU2264897C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ С ГАЗООБРАЗНЫМ ФЛЮСОМ | 2014 |
|
RU2554240C1 |
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
Изобретение относится к машиностроению и может быть использовано при сварке металлических деталей, собираемых в любом пространственном положении. На внешней поверхности свариваемых кромок перед сваркой размещают слой активирующего флюса. На внутренней торцевой поверхности свариваемых кромок перед сваркой размещают слой соли или смеси солей, выбранных из группы хлористых солей щелочных и щелочноземельных металлов. Сварку производят в среде защитных газов по активирующему слою. Щелочные металлы выбирают из группы литий, натрий, калий, рубидий, цезий. Щелочноземельные металлы выбирают из группы кальций, стронций, барий, бериллий, магний. Способ позволяет увеличить проплавляющую способность дуги и стабильность формирования шва. 2 з.п. ф-лы, 1 ил., 1 табл.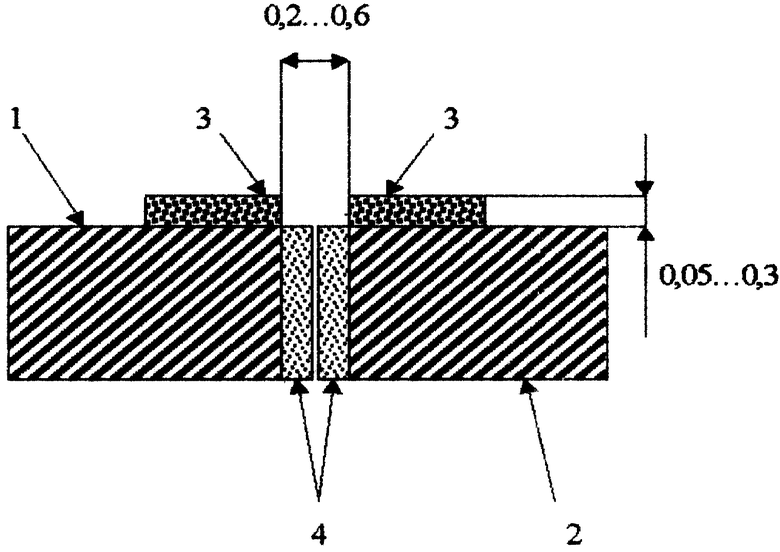
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| Способ сварки алюминиевых сплавов | 1989 |
|
SU1655694A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2118241C1 |
| US 4247750, 27.01.1981. | |||

