Предлагаемое изобретение относится преимущественно к машиностроению и может быть применено при контактной стыковой сварке длинномерных изделий, профильного проката и труб.
Известен способ электродуговой сварки (см. Паршин С.Г. Способ электродуговой сварки. Патент РФ №2187415, B23K 9/235 от 01.10.2001 г. Опубликовано 20.08.2002 г.), при котором на внешнюю поверхность свариваемых кромок наносят активирующий флюс, а на торцевой поверхности размещают смесь хлористых солей на основе щелочных и щелочноземельных металлов. После нанесения флюса производят дуговую сварку по слою флюса, активирующий флюс и хлористые соли испаряются, воздействуют на процесс плавления металла и формирование сварного шва, что позволяет повысить качество сварных соединений, уменьшить количество газовых пор и окисных шлаковых включений. Однако указанный способ предназначен для дуговой сварки. Наличие на торцевой поверхности хлористых солей, являющихся диэлектриками, не позволяет применить данный способ для контактной стыковой сварки профильного проката и труб.
Известен способ контактной точечной сварки свинца со сталью (см. Бондарев Ю.А., Карагачева М.И., Щербаков В.Б. и др. Способ контактной точечной сварки. Патент РФ №2036760, B23K 11/20 от 04.02.1993 г. Опубликовано 09.06.1995 г.), при котором поверхность стали покрывают активным флюсом, изделия сжимают и пропускают импульс тока, в результате чего образуется сварное соединение. Применение флюса позволяет химическим способом удалять окисные пленки, что повышает качество сварных соединений. Однако указанный способ предназначен для контактно-точечной сварки разнородных материалов свинец-сталь. Кроме того, флюс содержит большое количество воды и оловянно-свинцового порошка. Эти недостатки не позволяют применить указанный способ для контактно-стыковой сварки труб из легированных сталей.
Известен способ контактной стыковой сварки оплавлением (см. Пасечник Н.В., Сивак Б.А., Новицкий А.Ф. и др. Способ контактной стыковой сварки оплавлением полос с подачей защитного газа в зону сварки и устройство для его осуществления. Патент РФ №2424094, B23K 11/04 от 03.03.2010 г. Опубликовано 20.07.2011 г.), который принят за прототип. Согласно этому способу, контактную стыковую сварку стальных полос осуществляют в устройстве, которое обеспечивает газовую защиту свариваемых кромок за счет подачи в зону сварки восстановительного или нейтрального газа. Указанный способ позволяет предупредить образование окисных пленок на торцах свариваемых деталей и улучшить качество сварных соединений. Однако указанный способ по прототипу предназначен для контактной стыковой сварки изделий сплошного сечения на специализированных металлургических линиях. Кроме того, указанный способ предполагает применение при сварке водорода, углеводородов, азота и их смесей, что может приводить к насыщению водородом и азотом сварных соединений из легированных сталей. Эти недостатки не позволяют использовать указанный способ для контактной стыковой сварки труб из легированных сталей.
Техническим результатом предлагаемого изобретения является улучшение качества сварных соединений и механических характеристик сварного шва при контактной стыковой сварке труб за счет нанесения на поверхность свариваемых труб фтористых и хлористых солей.
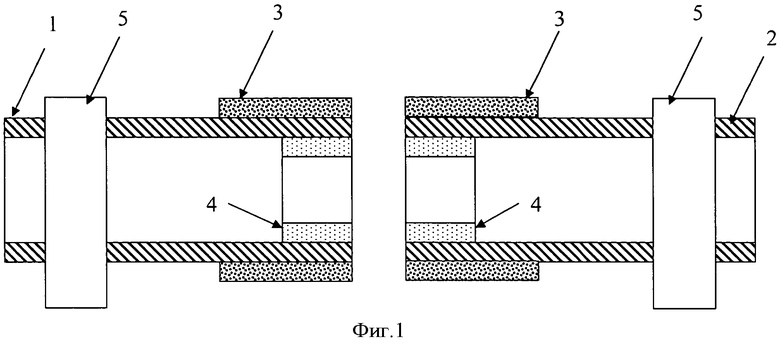
Сущность предлагаемого изобретения заключается в том, что на поверхности свариваемых труб размещают активирующий флюс и производят контактную стыковую сварку. В отличие от прототипа, сварку труб производят без газовой защиты, а внешняя и внутренняя поверхности свариваемых труб в зоне соединения покрываются слоем фтористых и хлористых солей. Предлагаемый способ иллюстрируется чертежом, см. фигуру 1, где показан поперечный разрез свариваемых труб с размещенным слоем фтористых солей и слоем хлористых солей.
Предлагаемый способ заключается в том, что на внешней поверхности свариваемых труб 1 и 2 наносят слой фтористых солей 3, ширина которого равна 1,3…1,5 величины осадки деталей при сварке. Фтористые соли выбирают из группы фтористых солей щелочных (литий, калий, натрий) и щелочноземельных (кальций, барий, магний) металлов.
На внутреннюю поверхность труб 1 и 2 наносят слой соли или смесь солей 4, выбранных из группы хлористых солей щелочных (литий, калий, натрий) и щелочноземельных (кальций, барий, магний) металлов. После нанесения внешнего и внутреннего слоя трубы зажимают в электродах 5 контактной машины и осуществляют контактную стыковую сварку оплавлением или сопротивлением по заданной программе.
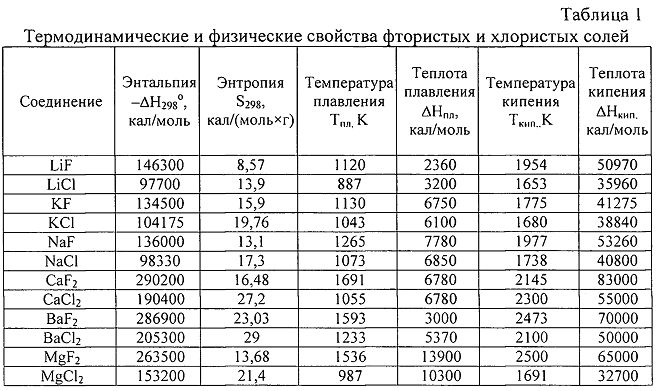
Объединение солей по группам объясняется тем, что указанные в группах соли имеют близкие термодинамические и физические свойства, что позволяет оказывать эффективное металлургическое воздействие на сварной шов. Соли по свойствам можно объединить в следующие группы: группа фтористых солей щелочных металлов (литий, калий, натрий), группа фтористых солей щелочноземельных металлов (кальций, барий, магний), группа хлористых солей щелочных металлов (литий, калий, натрий), группа хлористых солей щелочноземельных металлов (кальций, барий, магний),
Фтористые соли различаются от хлористых солей по термодинамическим свойствам и имеют температуры плавления, кипения выше, чем хлористые соли, см. таблицу 1.
При прохождении электрического тока свариваемые торцы труб разогреваются. Раздельное нанесение солей с различными термодинамическими и физическими свойствами при сварочном нагреве приводит к образованию шлаковой и газовой фазы в зоне формирования сварного шва.
При этом легкоплавкие хлористые соли испаряются и образуют внутри трубы и около торцов труб газовую фазу, которая защищает свариваемый металл от воздействия с кислородом, водородом и азотом воздуха.
Более тугоплавкие компоненты, состоящие из фтористых солей, образуют на внешней поверхности трубы слой расплавленного шлака, который осуществляет шлаковую защиту поверхности сварного шва и прилегающей к ней зоны термического влияния от воздействия воздуха. Одновременное образование шлаковой и газовой фазы из хлористых и фтористых соединений позволяет производить интенсивные металлургические реакции по связыванию водорода и водяного пара в нерастворимые в расплавленном металле соединения HF, HCl.
Насыщение сварного шва водородом является основной причиной водородной хрупкости (см. стр.321 в монографии: Походня И.К., Явдошин И.Р., Пальцевич А.П. и др. Металлургия дуговой сварки / И.К. Походня, И.Р. Явдошин, А.П. Пальцевич и др. - Киев: Наукова Думка, 2004. - 445 с.). Водородная хрупкость приводит к снижению пластичности, ударной вязкости, снижению предела текучести сварного шва.
Для удаления водорода из сварного шва при контактной сварке можно применить способ химического связывания водорода и водяного пара в нерастворимые в сварочной ванне соединения HF, HCl (см. стр. 32-36 в монографии: Походня И.К., Явдошин И.Р., Пальцевич А.П. и др. Металлургия дуговой сварки. Взаимодействие металла с газами / И.К. Походня, И.Р. Явдошин, А.П. Пальцевич и др. - Киев: Наукова Думка, 2004. - 445 с.).
Расчеты констант равновесия металлургических реакций водорода и водяного пара с фторидами и хлоридами щелочных (литий, калий, натрий) и щелочноземельных (кальций, барий, магний) металлов показывают высокую вероятность реакций по удалению водорода при формировании сварного шва:
2LiF+Н2=2Li+2HF; lgK(T)=-35748/Т+7,9;
2LiF+H2O=Li2O+2HF; lgK(T)=-33602/Т+9,27;
2LiCl+Н2=2Li+2HCl; lgK(T)=-14450/Т+16,1;
2LiCl+H2O=Li2O+2Cl; lgK(T)=-30987/T+8,3;
2KF+H2=2K+2HF; lgK(T)=-30920/T+11,2;
2KF+H2O=K2O+2HF; lgK(T)=-24567/T+6,3;
2KCl+H2=2K+2HCl; lgK(T)=-36048/T+10,9;
2KCl+H2O=K2O+2Cl; lgK(T)=-29695/T+5,97;
2NaF+H2=2Na+2HF; lgK(T)=-31718/T+11,4;
2NaF+H2O=Na2O+2HF; lgK(T)=-22492/T+6,9;
2NaCl+H2=2Na+2HCl; lgK(T)=-33383/T+10,55;
2NaCl+H2O=Na2O+2HCl; lgK(T)=-24158/T+6,06;
CaF2+H2=Ca+2HF; lgK(T)=-35510/T+9,92;
CaF2+H2O=CaO+2HF; lgK(T)=-14920/T+6,8;
CaCl2+H2=Ca+2HCl; lgK(T)=-31998/1+9,4;
CaCl2+H2O=CaO+2HCl; lgK(T)=-11408/T+6,3;
BaF2+H2=Ba+2HF; lgK(T)=-34850/T+9,6;
BaF2+H2O=BaO+2HF; lgK(T)=-18530/T+6,9;
BaCl2+H2=Ba+2HCl; lgK(T)=-35284/T+9,54;
BaCl2+H2O=BaO+2HCl; lgK(T)=-18964/T+6,9;
MgF2+H2=Mg+2HF; lgK(T)=-30471/T+10,1;
MgF2+H2O=MgO+2HF; lgK(T)=-11630/T+6,72;
MgCl2+H2=Mg+2HCl; lgK(T)=-23912/T+9,75;
MgCl2+H2O=MgO+2HCl; lgK(T)=-5070/T+6,4.
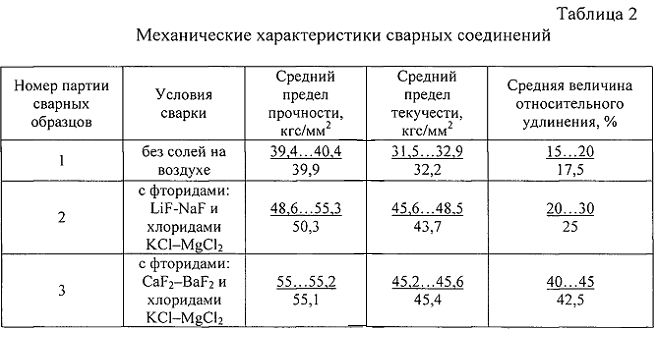
Примером применения данного способа может служить сварка нескольких партий труб водяного экономайзера энергетического котла ТГМ-96, диаметром 28 мм с толщиной стенки 4 мм из стали марки 20. В каждой партии было выполнено 3 сварных соединений.
Для сварки использовали химически чистые фториды LiF-NaF и CaF2-BaF2. Фториды наносили в виде спиртового шликера толщиной 0,05 мм на внешнюю поверхность труб, а на внутреннюю поверхность наносили спиртовой раствор смеси хлористых солей KCl-MgCl2. После сушки шликера производили контактную стыковую сварку на контактной машине МСО-604-УХЛ4.
Использование флюсов позволило улучшить отделение грата, исключить вогнутость проплава шва и уменьшить количество окисных включений в шве. После сварки образцы подвергали разрыву на машине ИР 6055-500-0 по ГОСТ 6996-66. Средние величины предела прочности, предела текучести и относительного удлинения сварных соединений увеличились, см. таблицу 2.
Таким образом, предлагаемый способ обеспечивает технический эффект, который выражается в улучшении качества и механических характеристик сварных соединений труб, может быть применен с использованием известных в технике средств, следовательно, он обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ С ГАЗООБРАЗНЫМ ФЛЮСОМ | 2014 |
|
RU2554240C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2005 |
|
RU2291039C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ МАТЕРИАЛОМ | 2004 |
|
RU2264897C1 |
| Покрытый электрод для подводной мокрой сварки | 2023 |
|
RU2825112C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2002 |
|
RU2224630C1 |
| Низколегированная самозащитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2024 |
|
RU2832711C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ МОКРЫМ СПОСОБОМ | 2013 |
|
RU2536313C1 |
Изобретение может быть использовано при контактной стыковой сварке длинномерных изделий, в т.ч. профильного проката и труб. На поверхность свариваемых труб наносят активирующий флюс. На внешнюю поверхность наносят слой соли или смеси солей, выбранных из группы фтористых солей щелочных и щелочноземельных металлов. На внутреннюю поверхность наносят слой соли или смеси солей, выбранных из группы хлористых солей щелочных и щелочноземельных металлов. Щелочные металлы выбирают из группы: литий, калий, натрий, а щелочноземельные металлы выбирают из группы: кальций, барий, магний. Способ контактной стыковой сварки позволяет улучшить качество сварных соединений и механические характеристики сварных соединений труб. 2 з.п. ф-лы, 1 ил., 2 табл.
1. Способ контактной стыковой сварки труб, включающий нанесение на поверхность свариваемых труб активирующего флюса, отличающийся тем, что на внешнюю поверхность труб наносят слой активирующего флюса в виде соли или смеси солей, выбранных из группы фтористых солей щелочных и щелочноземельных металлов, а на внутреннюю поверхность труб наносят слой активирующего флюса в виде соли или смеси солей, выбранных из группы хлористых солей щелочных и щелочноземельных металлов.
2. Способ по п.1, отличающийся тем, что щелочные металлы выбирают из группы, включающей литий, калий и натрий.
3. Способ по п.1, отличающийся тем, что щелочноземельные металлы выбирают из группы, включающей кальций, барий и магний.
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1738539A1 |
| Способ контактной стыковки сварки сопротивления | 1973 |
|
SU529025A1 |
| Флюс | 1983 |
|
SU1100066A1 |
| Способ омыления хлорангидридов сульфокислот, полученных при сульфировании керосиновых фракций нефти | 1949 |
|
SU78378A1 |
| JP 5722884 A, 05.02.1982 | |||

