Предлагаемый способ относится преимущественно к машиностроению и может быть применен, например, для сварки металлических деталей, собираемых в любом пространственном положении.
Известен способ сварки открытой дугой (авт. св. 1692783, МКИ В 23 К 9/14 от 23.11.91), при котором в дугу вводят оксиды кальция совместно с полиэтиленом или фторопластом. Данный способ позволяет увеличить ударную вязкость и пластичность сварного шва за счет удаления азота, водорода и кислорода из сварочной ванны. Однако известный способ не позволяет существенно увеличить проплавляющую способность дуги.
Известен активирующий флюс дли электродуговой сварки (авт. св. 1342649, МКИ 4 В 23 К 35/362 от 07.10.87) следующего состава, мас. доли смеси: гексафторалюминат лития 20. ..30%; двуокись титана 20...30%; тугоплавкое соединение, выбранное из группы: двуокись кремния, двуокись германия, двуокись теллура 40...60%. Раствор порошка флюса в этиловом спирте наносят на поверхность стыкуемых кромок и производят сварку. Данный состав флюса увеличивает проплавляющую способность дуги. Однако после испарения спирта частицы флюса отслаиваются от поверхности детали и выдуваются потоком защитного газа, что снижает стабильность формирования сварного шва.
Известен активирующий флюс для электродуговой сварки (патент РФ 2164849 от 10.04.2001, МКИ 7 В 23 К 35/362) следующего состава: гексафторалюминат лития 17...25%, двуокись титана 17...25%, двуокись кремния 35...40%, хлорид кальция 20. . . 30%. Флюс в виде раствора порошка в этиловом спирте наносят слоем на поверхность стыкуемых кромок и производят сварку по этому слою. Данный способ сварки принят за прототип. Введение в состав флюса хлорида кальция увеличивает адгезию к поверхности детали, что повышает стабильность формирования шва. Однако хлорид кальция обладает сильной гигроскопичностью, что способствует возникновению дефектов в виде газовых пор. Для удаления влаги требуется прокаливать флюс перед сваркой, что снижает производительность сварочных операций.
Техническим результатом предлагаемого способа является увеличение глубины проплавления и качества сварных соединений путем нанесения на свариваемые кромки деталей смеси активирующего флюса с полимером.
Сущность предлагаемого способа заключается в том, что на поверхности кромок деталей перед сваркой размещается слой активирующего флюса и производится сварка по этому слою. В отличие от прототипа, в порошок активирующего флюса вводят порошок термоустойчивого полимера, например политетрафторэтилена, полиамида, полиимида. Применение полимера вместо гигроскопичного хлорида кальция позволяет снизить насыщение флюса водяными парами и ограничить рассеивание порошка флюса из зоны сварки.
Способ заключается в том, что свариваемые детали собирают и прихватывают. Порошок активирующего флюса с размером фракций не более 50 мкм смешивают с мелкодисперсным порошком термоустойчивого полимера, например тетрафторэтиленом, при следующем соотношении активирующего флюса и полимера, мас.% доли смеси: активирующий флюс - 40...97, полимер - 3...60.
Полученную смесь порошков флюса и полимера растворяют в этиловом спирте в соотношении 1:1, а полученной суспензией покрывают свариваемые кромки деталей. Дугу зажигают на начальном участке свариваемых кромок и приближают к слою флюса. Порошок полимера имеет более низкую температуру плавления, чем компоненты активирующего флюса, поэтому расплавляется на некотором расстоянии от факела дуги. При расплавлении полимер сцепляет между собой частицы порошка флюса и поверхность детали, что препятствует рассеиванию частиц флюса потоком защитного газа. При касании слоя факелом дуги полимер разлагается, а компоненты флюса расплавляются с образованием газообразных галогенидов и галогенов. Пары воздействуют на дуговой разряд, вызывая уменьшение токопроводящего диаметра столба дуги. Это увеличивает проплавляющую способность дуги. При разложении полимера образуется также углерод, который в дисперсном состоянии распределяется на поверхности сварочной ванны и смешивается со активирующего флюса. Углерод увеличивает электрическую проводимость шлака в месте контакта анодного пятна дуги и сварочной ванны. Это ограничивает подвижность анодного пятна, что благоприятствует стабильности горения дуги и формированию сварного шва. При содержании полимера в смеси менее 3% возрастает рассеивание порошка флюса, а при содержании полимера более 60% снижается глубина проплавления металла. Для увеличения температуры плавления и разложения в состав полимера можно вводить 5...40% графита. При содержании графита менее 5% термоустойчивость полимера является низкой, а при содержании более 40% снижается адгезия расплавленного полимера по отношению к активирующему флюсу.
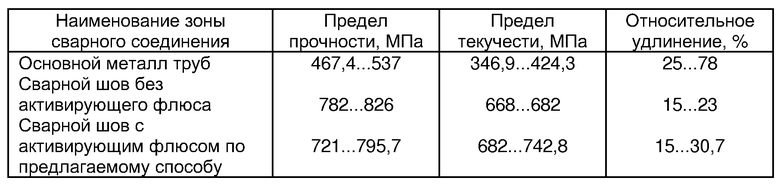
Примером применения предлагаемого способа может служить сварка труб конвективного пароперегревателя котла ТГМ-96 диаметром 36 мм с толщиной стенки 6 мм из стали 12Х1МФ. Порошок активирующего флюса, состава, мас. доли смеси: гексафторалюминат лития 30%, двуокись титана 30%, двуокись кремния 40% смешивали с порошком фторопласта-4Д, имеющим размер фракций 0,4 мкм, в соотношении, мас. доли смеси: порошок флюса 80%, порошок полимера 20%. Полученную смесь растворяли в этиловом спирте и наносили на поверхность свариваемых кромок слоем толщиной 0,15 мм. Дугу зажигали с вольфрамового электрода диаметром 3 мм при силе тока 140 А прямой полярности и со скоростью 2 мм/с перемещали вдоль свариваемых кромок. Полимер и флюс плавились и сгорали без рассеивания порошка флюса. В результате получили полное проплавление кромок труб с высотой проплава 1...2 мм по всему периметру стыка трубы. Глубина проплавления металла при данном режиме увеличилась в 1,6 раза по сравнению со сваркой без флюса. Ультразвуковой контроль на дефектоскопе УД2-12 показал отсутствие дефектов в полученных сварных соединениях. После сварки сварные соединения труб подвергали разрушающему контролю на разрывной машине ИР-6055-500-0, который показал улучшение механических свойств сварных соединений труб, выполненных по предлагаемому способу (см. табл.).
Таким образом, предлагаемый способ обеспечивает технический эффект, выражающийся в увеличении глубины проплавления металла и качества сварных соединений, и может быть применен с использованием известных в технике средств, следовательно, он обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ МАТЕРИАЛОМ | 2004 |
|
RU2264897C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2198773C2 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой | 2021 |
|
RU2771341C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2005 |
|
RU2291039C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2188105C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
Изобретение может быть использовано при сварке деталей в любом пространственном положении. На поверхности свариваемых кромок размещают слой флюса и производят сварку по этому слою. Флюс имеет следующий состав, мас.%: активирующий флюс 40-97, термоустойчивый полимер 3-60. Термоустойчивый полимер выбирают из группы: политетрафторэтилен, полиамид, полиимид. Может быть использован термоустойчивый полимер, содержащий 5-40% графита. Способ позволяет увеличить глубину проплавления и улучшить качество сварных соединений. 2 з.п.ф-лы, 1 табл.
Активирующий флюс 40-97
Термоустойчивый полимер 3-60
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| Активирующий флюс для электродуговой сварки нержавеющих и высокопрочных сталей | 1985 |
|
SU1342649A1 |
| 0 |
|
SU349535A1 | |
| САМОЗАЩИТНЫЙ ГРАНУЛИРОВАННЫЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1992 |
|
RU2086379C1 |
| US 3424626, 28.01.1969. | |||

