Изобретение относится к области автоматизации процессов полимеризации и может быть использовано в производстве синтетических каучуков.
Известен способ управления периодическим процессом полимеризации термоэластопластов, при котором проводят сначала периодический процесс полимеризации стирола и бутадиена с последующей перекачкой полученного разветвленного бутадиен-стирольного термоэластопласта ДСТ30Р и подачей катализатора в смеситель, корректируют дозу катализатора в смесителе в зависимости от индекса расплава термоэластопласта ДСТ30Р, осуществляют наполнение термоэластопласта ДСТ30Р полистиролом, полученным путем периодической полимеризации стирола в отдельном реакторе, регулируют в смесителе индекс расплава наполненного разветвленного бутадиен-стирольного термоэластопласта ДСТ30Р20ПС в зависимости от индекса расплава термоэластопласта ДСТ30Р изменением дозы катализатора при полимеризации стирола в отдельном реакторе, причем при низком индексе расплава термоэластопласта ДСТ30Р увеличивают дозу катализатора для полимеризации стирола и при высоком индексе расплава эту дозу уменьшают [Патент РФ 2042690, МПК С 08 F 2/06, 297/04, опубл. 27.08.1995, бюлл. 24].
Однако в известном способе регулирование качества готового продукта, в частности индекса расплава, производится после получения лабораторного анализа пробы проведенного цикла полимеризации, что по времени занимает несколько часов. Поэтому такое большое запаздывание не позволяет с высокой точностью регулировать качество продукции и уменьшает производительность реакторов из-за указанного выше интервала времени.
Наиболее близким по технической сути и достигаемому результату является способ управления периодическим процессом полимеризации термоэластопластов, при котором последовательно загружают в реактор растворитель, стирол, а катализатор и бутадиен подают порционно, причем первую порцию катализатора увеличивают или уменьшают в зависимости от содержания влаги в исходном сырье, а индекс расплава регулируют изменением количества второй порции катализатора, стабилизируют температуру реакции дробной подачей бутадиена и расходом хладоагента в рубашку реактора при достижении максимальной температуры полимеризации стирола [Патент РФ 2084459, МПК С 08 F 2/06, 297/04, опубл. 20.07.97, бюлл. 20].
Однако в известном способе регулирование качества готовой продукции производится после получения лабораторного анализа пробы проведенного цикла полимеризации, что по времени занимает несколько часов. Это не всегда позволяет получать готовую продукцию заданного качества, снижает производительность реакторов из-за ожидания результатов лабораторного анализа.
Технической задачей изобретения является повышение качества продукции, а именно: получение заданной характеристической вязкости термоэластопластов и сокращение времени получения информации о качестве готовой продукции.
Для достижения технического результата характеристическую вязкость регулируют изменением количества второй порции катализатора, загружаемой в последующий реактор и рассчитываемой по формуле
Gk2 = Gk2i-1+M•((S
где
Gk2 - количество второй порции катализатора, подаваемого в последующий реактор;
Gk2i-1 - количество второй порции катализатора, подаваемого в предыдущий реактор;
Sп зад - заданная скорость полимеризации первого блока, при которой получают требуемую характеристическую вязкость при регламентной температуре инициирования;
М - весовой коэффициент, равный 8-14;
Sn - скорость реакции полимеризации первого блока предыдущего цикла предыдущего реактора определяют как отношение разности между максимальной температурой полимеризации и температурой инициирования ко времени продолжительности полимеризации первого блока по формуле
где SП - скорость полимеризации первого блока, oС/мин;
ТН, ТК - температура реакции в начале и конце полимеризации соответственно, oС;
tН, tК - моменты времени начала и окончания роста температуры реакции.
ΔS - поправка заданной скорости полимеризации в зависимости от температуры инициирования первого блока, рассчитываемая по формуле
ΔS = L•(Tис-T
где Тис Рег - регламентная температура инициирования стирола;
Тис - фактическая температура инициирования стирола;
L - поправочный коэффициент.
Сущность изобретения поясняется чертежом, где представлена блок-схема системы управления периодическим процессом полимеризации бутадиен-стирольных термоэластопластов.
Схема состоит из реактора 1, загрузочной трубки 2 для катализатора, загрузочной трубки 3 для сшивающего агента, массовых расходомеров 4, 5, 6 на линиях подачи бутадиена, стирола и растворителя соответственно, датчиков уровня 7, 8 в загрузочных трубках катализатора и сшивающего агента, датчиков 9, 10 содержания влаги в растворителе и стироле соответственно, отсечных клапанов 11, 12, 13 на линиях подачи растворителя, стирола и бутадиена соответственно, клапана 14 слива катализатора в реактор, клапана 15 заполнения катализатором загрузочной трубки, клапана 16 на подаче азота в трубку 2, клапана 17 отдувки трубки 2, клапана 18 слива сшивающего агента в реактор, клапана 19 заполнения сшивающим агентом трубки 3, клапана 20 подачи азота в трубку 3, клапана 21 отдувки трубки 3, клапана 22 подачи хладоагента в рубашку реактора 1, клапана 23 выгрузки из реактора готового продукта, вычислительной машины 24.
Коррекция загружаемой второй порции катализатора по завершении полимеризации первого блока сокращает время получения информации о качестве продукции, что обеспечивает повышение качества готового продукта и производительности оборудования. Действительно, весь цикл полимеризации термоэластопластов длится около трех часов и плюс один час на лабораторный анализ. По предлагаемому способу прогноз о качестве готового продукта можно уже иметь через 40 минут, т.е. после загрузки растворителя, стирола и второй порции катализатора - это ~ 15 минут и времени проведения полимеризации первого блока - это ~ 25 минут. Известно, что скорость полимеризации при постоянной температуре зависит от числа активных центров: чем больше активных центров, тем выше скорость полимеризации, и наоборот, а число активных центров зависит от количества второй порции катализатора. В свою очередь, чем больше активных центров, тем меньше средняя молекулярная масса при одной и той же порции загружаемого стирола для полимеризации первого блока, а значит меньше характеристическая вязкость полимера первого блока, и наоборот. Но если меньше или больше характеристическая вязкость первого блока, то она будет меньшей или большей и после проведения всего цикла полимеризации, т.к. полимеризационная система чиста от примесей и количество активных центров в процессе полимеризации второго и других блоков остается неизменным, происходит лишь увеличение средней молекулярной массы за счет полимеризации бутадиена.
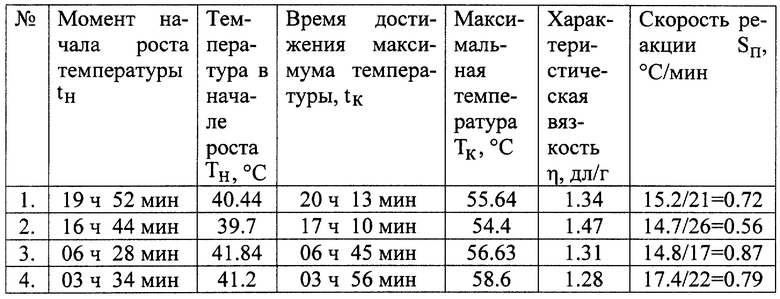
В таблице представлены экспериментальные данные промышленного процесса полимеризации стирола (первого блока) для ряда циклов в разных реакторах при одинаковых количествах загружаемых доз стирола и растворителя.
Из таблицы видно, что при примерно одинаковой температуре в начале роста (температуре инициирования первого блока) в пределах 39.7-41.84oС четко прослеживается обратно пропорциональная зависимость характеристической вязкости η от скорости реакции SП, а также следует, что при времени полимеризации первого блока 17-26 минут и с учетом загрузки растворителя, катализатора и стирола (~15 минут), время получения информации о качестве готовой продукции составляет ~40 минут.
Способ управления осуществляют следующим образом:
а) в вычислительную машину 24 вводят рецептуру проведения периодического процесса полимеризации термоэластопласта, которая включает в себя следующие параметры:
Gм - общее количество мономеров, кг;
Тиб1 - оптимальная температура для инициирования первой порции бутадиена, oС;
Tоп - оптимальная температура полимеризации первой и второй порции бутадиена, oС;
Gk2 - ориентировочная величина второй порции катализатора, равная загруженному значению в последнем цикле предыдущего реактора, кг;
Ga - заданное количество сшивающего агента, кг.
Далее в ЭВМ вводят признак автоматического ведения процесса и осуществляют расчет количества загружаемого бутадиена, стирола, растворителя
Gc=(Kc•Gм)/100, (4)
где Gc - количество загружаемого стирола, кг.
Кс - содержание стирола в термоэластопласте, %;
Сб=((100-Кс)•Gм)/100 - количество загружаемого бутадиена;
Gp=(Gм•(100-Cm))/Cm/100 - количество загружаемого растворителя.
Затем осуществляют расчет первой порции катализатора
где Мc, Мр - весовые доли содержания влаги в стироле и растворителе от датчиков влаги 10, 9 соответственно;
Б=7 - коэффициент;
Ск - концентрация катализатора в растворе;
Gк1 - количество первой порции катализатора.
б) первую порцию бутадиена определяют из уравнения теплового баланса
Q=Q1+Q2+Q3, (6)
где Q= G1б•qб - количество тепла, выделяемое бутадиеном при полимеризации;
G1б - количество первой порции бутадиена;
qб - тепло, выделяемое 1 кг бутадиена при полимеризации;
Q1 = Gв•Cв•Δt•tвр,
где Q1 - тепло, снимаемое хладоагентом через рубашку, за время полимеризации tвр;
Gв - расход воды в рубашку, кг/с;
Св - теплоемкость воды, ккал/кг•град;
Δt - увеличение температуры воды при выходе из рубашки реактора, oС;
tвр - время полимеризации бутадиена, сек;
Q2=(Gp+Gc)•Сп•(Топ-Тиб1),
где Q2 - количество тепла, расходуемого на нагревание реакционной массы с температуры Тиб1 до Топ;
Сп - теплоемкость реакционной массы;
Q3=С1б•Сб•(Топ-tб),
где Q3 - тепло, расходуемое на нагревание бутадиена от температуры бутадиена (tб) перед загрузкой его в реактор до оптимальной Топ;
Сб - теплоемкость бутадиена, ккал/кг•град.
Из уравнения (6) получают формулу расчета первой порции бутадиена G1б
в) вторую порцию бутадиена определяют по формуле
G2б=Gб-G1б (8)
г) максимальную температуру (Тmax) начала полимеризации второй порции бутадиена рассчитывают по уравнению теплового баланса
Q'=Q'1 + Q'2 + Q'3, (9)
где Q'1= (Gр+Gс+G1б)•CП•(TОП-Tmax) - тепло, которое расходуется на нагревание реакционной массы с Тmax до ТОП;
Тmax - максимальная температура начала полимеризации второй порции бутадиена; - тепло, уносимое хладоагентом за время (t'вр) полимеризации второй порции бутадиена;
- тепло, уносимое хладоагентом за время (t'вр) полимеризации второй порции бутадиена;
Q'3=G2б•Cб•(TОП-tб) - тепло, расходуемое на нагревание второй порции бутадиена от tб до ТОП;
Q'=G2б•qб - количество тепла, выделяемое при полимеризации. Из уравнения (9) получают формулу для расчета Тmax
Затем автоматически проводят процесс полимеризации в следующей последовательности:
Открывают клапаны 11, 12 на линиях подачи стирола и растворителя, и клапан слива катализатора 14, подачи азота 16 трубки 2 (при этом клапаны наполнения 15 и отдувки 17 закрыты)
По датчикам массового расхода 5, 6 контролируют фактически загруженные массы углеводородов, а по датчику 7 уровня (уровень отградуирован в кг) количество слитого катализатора. После загрузки требуемого количества стирола, растворителя автоматически закрываются клапаны 12, 11, а при завершении загрузки первой порции катализатора закрывается клапан 14, клапан отдувки 17 открывается.
После двухминутного перемешивания фиксируют температуру в реакторе Тис= Т, которая является температурой инициирования стирола. Затем по формуле (3) рассчитывают поправку ΔS заданной скорости полимеризации в зависимости от температуры инициирования.
Корректировку второй дозы катализатора в зависимости от скорости реакции полимеризации первого блока, проведенной в последнем цикле предыдущего реактора в предыдущий момент времени, проводят по формуле (1).
Далее расчетное количество второй дозы катализатора загружают в последующий реактор, и начинается процесс полимеризации первого блока.
С этого момента времени начинается определение начальной температуры реакции Тн в процессе полимеризации первого блока по следующему алгоритму: как только температура реакции Т станет больше температуры инициирования Тис на 0,4oС, то в память ЭВМ заносится момент времени tН начала роста, значение температуры в начале роста ТН≈Тис.
С этого же момента времени начинается определение конечной температуры полимеризации ТК в следующей последовательности: как только текущая температура реакции Т достигает максимального значения, то запоминается момент времени tK конца роста и значение температуры в конце роста ТK=Т и открывают подачу хладоагента в рубашку реактора.
Затем определяют скорость полимеризации первого блока SП в текущий момент времени по формуле (2).
Далее начинается анализ величины температуры реакции. Как только температура процесса снизится до Тиб1=55oС, автоматически в реактор подается первая порция бутадиена открытием клапана 13 и закрытием его после загрузки бутадиена по массовому расходомеру 4.
При достижении температуры реакции максимального значения, что означает завершение процесса полимеризации первой порции бутадиена, и снижении температуры до Тmax= 65,3oC загружают вторую порцию бутадиена, а при достижении температуры реакции вновь максимального значения подают сшивающий агент из трубки 3.
После загрузки сшивающего агента в течение трех минут процесс полимеризации завершается, после чего осуществляют выгрузку готового продукта открытием клапана 23.
Катализатором в процессе полимеризации является литийорганическое соединение в растворе бензина с концентрацией 12 вес.%. В качестве сшивающего агента используют тетраэтоксисилан. Температура химических реагентов перед загрузкой в реактор составляет: стирола - 1oС, бутадиена tб=10oС, растворителя от 40oС до 70oС в зависимости от температуры реактора на момент загрузки. Причем температура растворителя рассчитывается такой, чтобы после загрузки растворителя и стирола получить температуру в реакторе равной регламентной температуре инициирования первого блока - Tис Рег.
Таким образом, ведение процесса по предлагаемому способу позволяет повысить производительность оборудования и качество готового продукта, снизить расход катализатора и энергоемкость на последующих стадиях производства.
Пример конкретного исполнения. В вычислительную машину 24 вводят параметры рецептуры проведения периодического процесса полимеризации бутадиен-стирольного термоэластопласта:
Gм=4340 кг
Тн=55oС
Топ=91oС
Gk2i-1=55 кг
Gа=3,8 кг
Ск=11%
Мс=0,00004 вес. дол.
Мр=0,00003 вес. дол.
Tис Рег=47oC
Sn зад=0,8oС/мин
Sn-1=0,6oС/мин
М=14
L=0,06
tб=10oC
Δt = 9°C
qб=310 ккал/кг
Kс=30%
Cm=26%
η = 1,2-1,5 дл/г (планируемая характеристическая вязкость)
По формулам (4), (5), (7), (8), (10) рассчитывают количество стирола, первой порции катализатора, первой и второй порции бутадиена, максимальную температуру начала полимеризации второй порции бутадиена соответственно:
Gс=1302 кг
Gк1=26,6 кг
G1б=1715 кг
G2б=1323 кг
Тmax=65,3oС
Далее автоматически проводят процесс полимеризации в последующем реакторе путем загрузки стирола, растворителя и первой порции катализатора. После перемешивания фиксируется температура инициирования стирола Тис=47oС, которая является температурой реакции полимеризации в текущий момент времени. Затем рассчитывают поправку заданной скорости полимеризации ΔS и количество второй порции катализатора Gk2 по формулам (3), (1) соответственно
ΔS = 0,06•(47-47) = 0,
Gk2=55+14•((0,8+0)-0,6)=57,8 кг
Расчетное количество второй порции катализатора Gk2(57,8 кг) загружают в реактор, начинается процесс полимеризации первого блока и определение температуры Тис= 46,5oС, ТН=46,5oС, tН=9 ч 12 мин, ТК=62,5oС, tK=9 ч 34,8 мин, затем рассчитывают скорость полимеризации первого блока
Таким образом, при Gk2i-1=55 кг скорость полимеризации первого блока в предыдущем реакторе была равной Sn-1=0,6oС/мин, а в текущем цикле полимеризации в последующем реакторе при Gk2=57,8 кг скорость полимеризации первого блока составила Sn=0,7oС/мин.
Как только температура процесса снизится до Тиб1=55oС автоматически в реактор подают первую порцию бутадиена G1б. После завершения процесса полимеризации и снижения температуры до Тmax=65,3oC загружают вторую порцию бутадиена G2б, а при завершении ее полимеризации в реактор подают сшивающий агент.
В предыдущем реакторе при Gk2i-1=55 кг и Sn=0,6oС/мин была получена характеристическая вязкость η = 1,4 дл/г при времени получения информации о характеристической вязкости 38,5 минут. В приведенном примере время получения информации о характеристической вязкости η = 1,3 дл/г при Gk2=57,8 кг и Sn=0,7oС/мин составило 37,8 минуты.
То есть, скорость полимеризации первого блока Sп с высокой степенью коррелируется с характеристической вязкостью готового продукта, что позволяет уменьшить разброс по вязкости, повысить качество готового продукта за счет однородности, сократить время получения информации о качестве готовой продукции.
Таким образом предлагаемое техническое решение позволяет значительно снизить время получения информации о качестве готовой продукции и получать термоэластопласты с заданной характеристической вязкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПЕРИОДИЧЕСКИМ ПРОЦЕССОМ ПОЛИМЕРИЗАЦИИ ТЕРМОЭЛАСТОПЛАСТОВ | 1994 |
|
RU2084459C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛИМЕРИЗАЦИИ ТЕРМОЭЛАСТОПЛАСТОВ | 1992 |
|
RU2036203C1 |
| СПОСОБ УПРАВЛЕНИЯ ПЕРИОДИЧЕСКИМ ПРОЦЕССОМ ПОЛИМЕРИЗАЦИИ ТЕРМОЭЛАСТОПЛАСТОВ | 1992 |
|
RU2042690C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАСЛОНАПОЛНЕННЫХ БУТАДИЕНСТИРОЛЬНЫХ ТЕРМОЭЛАСТОПЛАСТОВ | 2000 |
|
RU2163912C1 |
| СПОСОБ УПРАВЛЕНИЯ НЕПРЕРЫВНЫМ ПРОЦЕССОМ РАСТВОРНОЙ СОПОЛИМЕРИЗАЦИИ БУТАДИЕНА И СТИРОЛА | 1992 |
|
RU2091398C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЛОКСОПОЛИМЕРА БУТАДИЕНА И СТИРОЛА | 1998 |
|
RU2140934C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛАСТОПЛАСТОВ | 1998 |
|
RU2141976C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕТВЛЕННЫХ БЛОКСОПОЛИМЕРОВ | 1993 |
|
RU2083599C1 |
| СПОСОБ ПОЛУЧЕНИЯ БУТАДИЕН-СТИРОЛЬНЫХ БЛОК-СОПОЛИМЕРОВ | 2014 |
|
RU2689781C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛАСТОПЛАСТОВ | 1999 |
|
RU2172747C1 |
Изобретение относится к области автоматизации процессов полимеризации и может быть использовано в производстве синтетических каучуков. Способ управления периодическим процессом полимеризации бутадиен-стирольных термоэластопластов, состоящих по крайней мере из блока стирола и бутадиена, осуществляют в нескольких реакторах, в первый из которых последовательно загружают растворитель, стирол, первую порцию катализатора, регулируют температуру реакции подачей бутадиена в реактор порциями, а изменением количества второй порции катализатора, загружаемой в последующий реактор, регулируют характеристическую вязкость, причем количество второй порции катализатора определяют по формуле Gk2 = Gk2i-1+M•((S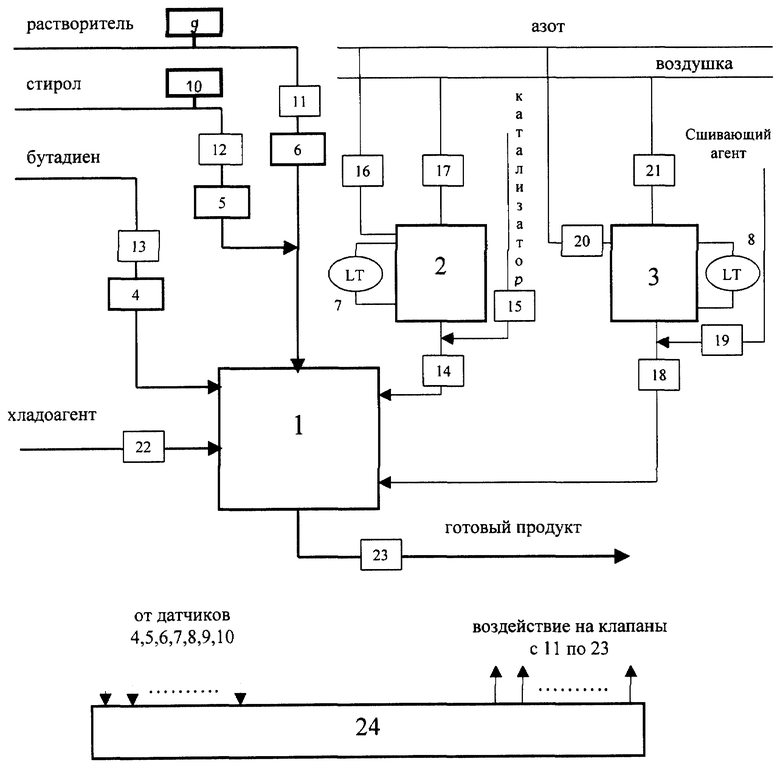
Способ управления периодическим процессом полимеризации термоэластопластов, состоящих по крайней мере из блока стирола и блока бутадиена, осуществляют в нескольких реакторах, в первый из которых последовательно загружают растворитель, стирол, первую порцию катализатора, которую увеличивают с увеличением суммарного содержания влаги в растворителе и стироле и уменьшают с его уменьшением, корректирующее воздействие осуществляют изменением второй порции катализатора, регулируют температуру реакции подачей бутадиена в реактор порциями, причем первую порцию бутадиена загружают после полимеризации стирола и снижения температуры до оптимальной для инициирования бутадиена, вторую - после полимеризации первой порции и снижения температуры до максимальной для начала полимеризации второй порции, открывают полностью подачу хладагента в рубашку реактора при достижении температуры в реакторе 52oС во время полимеризации стирола, отличающийся тем, что изменением второй порции катализатора регулируют характеристическую вязкость, при этом количество второй порции катализатора, загружаемое в последующий реактор, рассчитывают по формуле
Gk2 = Gk2i-1+M•((S
где Gk2 - количество второй порции катализатора, загружаемое в последующий реактор;
Gk2i-1 - количество второй порции катализатора, подаваемое в предыдущий реактор;
S
Sn - скорость реакции полимеризации первого блока, определенная в предыдущем цикле в предыдущем реакторе как отношение разности между максимальной температурой и температурой инициирования ко времени продолжительности полимеризации первого блока;
М - весовой коэффициент, равный 8-14;
ΔS - поправка заданной скорости полимеризации в зависимости от температуры инициирования первого блока.
| СПОСОБ УПРАВЛЕНИЯ ПЕРИОДИЧЕСКИМ ПРОЦЕССОМ ПОЛИМЕРИЗАЦИИ ТЕРМОЭЛАСТОПЛАСТОВ | 1994 |
|
RU2084459C1 |
| СПОСОБ УПРАВЛЕНИЯ ПЕРИОДИЧЕСКИМ ПРОЦЕССОМ ПОЛИМЕРИЗАЦИИ ТЕРМОЭЛАСТОПЛАСТОВ | 1992 |
|
RU2042690C1 |

