Изобретение относится к инструментам для абразивно-упрочняющей обработки торцевых поверхностей деталей.
Из уровня техники известен лепестковый круг по патенту RU 2049659 С1 (В 24 D 13/14, 1995), принятый за наиболее близкий аналог и содержащий корпус, установленные в нем секции из рабочих лепестков с торцово-цилиндрической инструментальной поверхностью и расположенные между секциями с возможностью перемещения регуляторы их жесткости.
К основным недостаткам известного круга следует отнести точечное воздействие регулятора жесткости на поверхность лепестка, недостаточную технологичность круга и однонаправленность его применения. Техническим результатом изобретения является устранение указанных недостатков и, кроме того, сокращение длительности технологического цикла совмещением абразивной и упрочняющей обработки.
Для достижения поставленного результата в известном круге, содержащем корпус, установленные в нем секции из рабочих лепестков с торцовой цилиндрической инструментальной поверхностью и расположенные между секциями с возможностью перемещения регуляторы их жесткости, новым является то, что регуляторы жесткости выполнены в виде плоских клиньев и установлены с увеличением их толщины в сторону торцовой рабочей поверхности лепестков, а лепестки выполнены с различными эксцентриситетом и зернистостью, при этом лепестки с большим эксцентриситетом выполнены с меньшей зернистостью и конической поверхностью. Кроме того, лепестки могут быть скреплены попарно и на их обратной стороне закреплены микросферы.
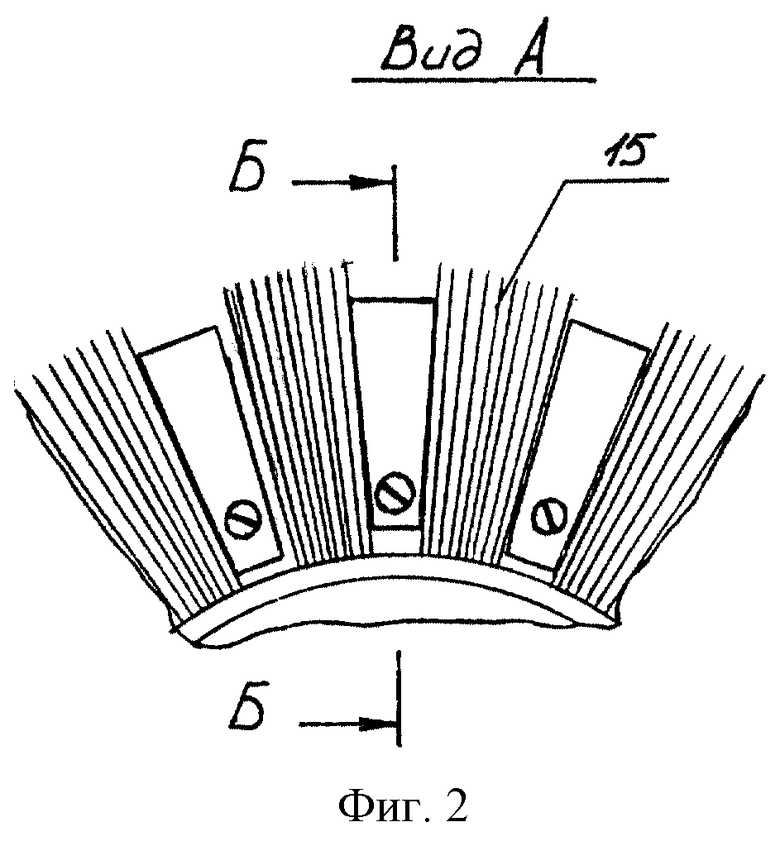
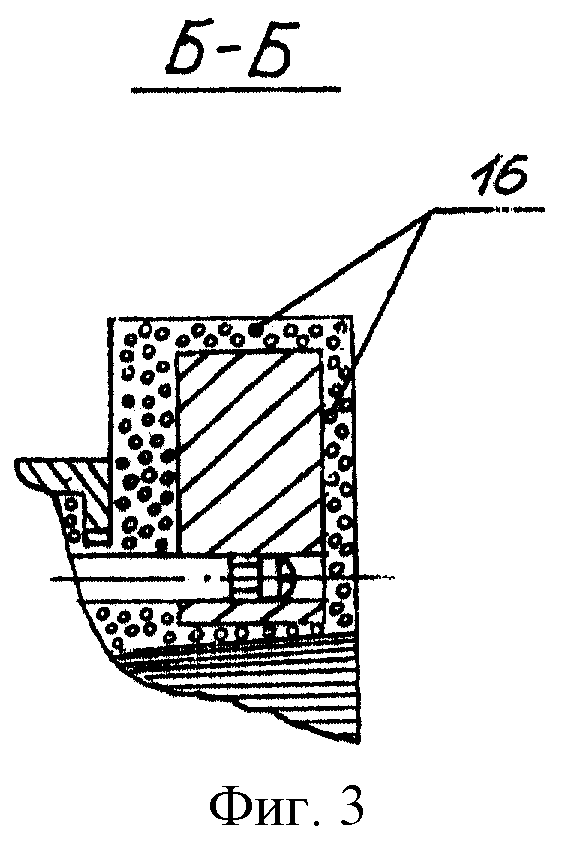
Изобретение иллюстрируется чертежами, где на фиг.1 представлен общий вид заявленного круга, на фиг.2 - вид А на фиг.1, на фиг.3 - сечение Б-Б на фиг. 2.
Лепестковый круг состоит из корпуса 1 с кольцевой проточкой 2, в которую установлены рабочие лепестки 3 с пазами 4. Лепестки выполнены Г-образной формы, а со стороны, противоположной пазам, - скошенными, благодаря чему образована полость 12 в виде усеченного конуса. В полость установлен стакан 11 с ответной конической поверхностью. В фиксированном положении лепестков образуют кольцевой пакет с торцовой 5 и цилиндрической 6 исходными инструментальными поверхностями (ИИП). В корпусе круга посредством элементов крепления 8, 9, 10 установлены регуляторы жесткости 7, выполненные в виде плоских клиньев и размещенные с увеличением их толщины в сторону торцовой рабочей поверхности круга. Регуляторы установлены по окружности в кольцевой проточке корпуса (не показана) и образуют секции 15 из лепестков. Последние выполнены с различной зернистостью и установлены с эксцентриситетом, причем лепестки с меньшей зернистостью выполнены с конической ИИП и с большим эксцентриситетом, т.е. с различной длиной 1 консоли, измеряемой от края лепестка 7 до ИИП. Изменение величины 1 достигается путем изменения глубины ввинчивания регуляторов жесткости. По достижении желаемого позиционирования регуляторов жесткости производят окончательное скрепление стакана с корпусом посредством системы винт-гайка (не показана).
Особенностью круга может являться также то, что лепестки склеивают попарно и на их обратной стороне закрепляют микросферы (см. фиг.3).
Принцип работы круга состоит в следующем. В процессе обработки детали регуляторы жесткости обеспечивают равномерной контакт лепестков с обрабатываемой поверхностью, что повышает точность обработки. Лепестки с меньшей зернистостью повышают чистоту обрабатываемой поверхности. По окончании процесса шлифования обработанную поверхность подвергают упрочняющей обработке с помощью микросфер посредством реверсивного движения круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРУГ ЛЕПЕСТКОВЫЙ | 1999 |
|
RU2171739C2 |
| ИНСТРУМЕНТ ДЛЯ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2199430C2 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2177873C2 |
| СПОСОБ РЕЗКИ АБРАЗИВНЫХ ПОЛОС НА ЛЕПЕСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2199434C2 |
| СПОСОБ ПОЛИРОВАНИЯ АБРАЗИВНО-АЛМАЗНЫМИ ЛЕПЕСТКОВЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2247642C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2245777C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| СПОСОБ ШЛИФОВАНИЯ ФРЕЗ | 1994 |
|
RU2090338C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
Изобретение относится к инструментам для абразивно-упрочняющей обработки торцевых поверхностей деталей. Круг содержит корпус, установленные в нем секции из рабочих лепестков с торцово-цилиндрической инструментальной поверхностью и расположенные между секциями с возможностью перемещения регуляторы их жесткости. Последние выполнены в виде плоских клиньев и установлены с увеличением их толщины в сторону торцовой рабочей поверхности круга. Лепестки выполнены с различными эксцентриситетом и зернистостью, при этом лепестки с большим эксцентриситетом выполнены с меньшей зернистостью и конической поверхностью. Лепестки могут быть склеены попарно и на их обратной стороне закреплены микросферы. Изобретение позволяет сократить длительность технологического цикла совмещением абразивной и упрочняющей обработок. 1 з. п.ф-лы, 3 ил.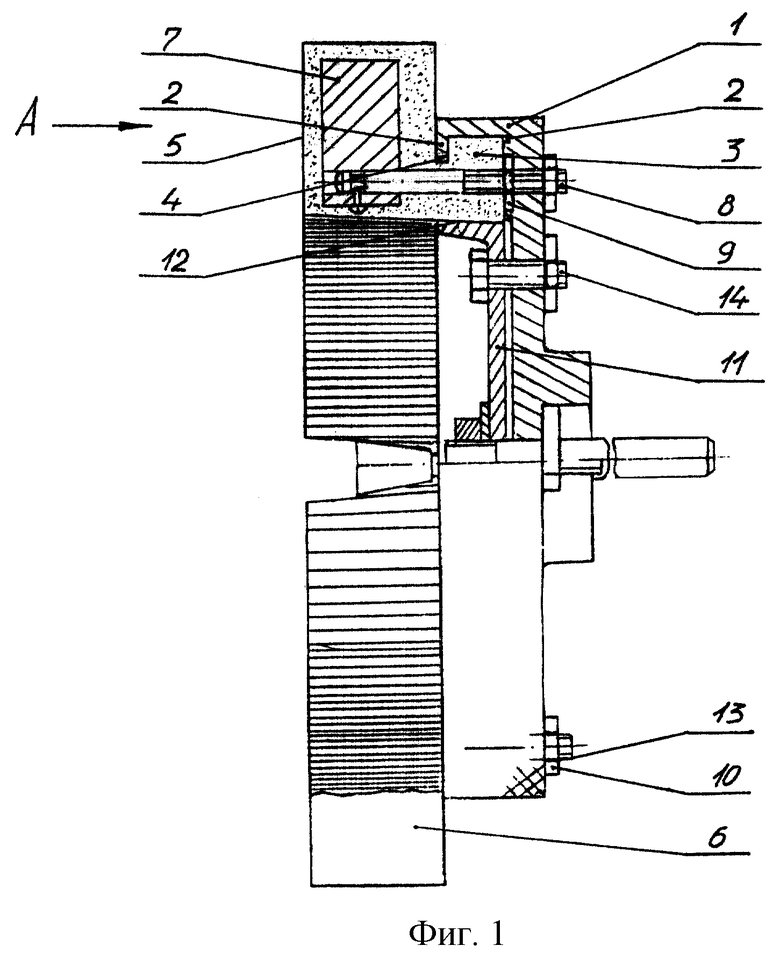
| ЛЕПЕСТКОВЫЙ КРУГ | 1992 |
|
RU2049659C1 |
| SU 1514594 А1, 15.10.1989 | |||
| Торцовый полировальный круг | 1985 |
|
SU1333561A1 |
| Торцовый абразивный круг | 1990 |
|
SU1805021A1 |
