Изобретение относится к инструментам для обработки деталей машин методом жесткого шлифования абразивными кругами, в частности фасонного профиля, и способам их изготовления.
Известные инструменты, а в их числе стандартные шлифовальные круги [1] , состоят из рабочей части, корпуса и оправки. В их числе инструменты, рабочая часть которых выполнена из абразивной ленты [2] . Причем при изготовлении инструмента абразивную ленту сматывают в диск и соединяют ее витки с оправкой [3] .
Известное решение, принятое в качестве прототипа [3] , имеет ряд существенных недостатков, главные из которых следующие: отсутствие прочных связей между витками ленты, что не позволяет изготавливать сложнопрофильные инструменты, например шлифовальные головки для обработки зубьев эвольвентных зубчатых колес; невозможность реверсивной обработки, т. е. шлифования с различными направлениями вращения; потеря работоспособности инструмента при отказе механизма соединения витков абразивной ленты с оправкой.
Заявленное изобретение устраняет отмеченные и им сопутствующие недостатки тем, что абразивная, алмазная или СВС-лента, т. е. лента с порошком, полученным самораспространяющимся высокотемпературным синтезом, наматывается по форме исходной инструментальной поверхности (ИИП). При этом корпус изготавливается из импрегнирующего материала и этим же материалом рабочая часть инструмента соединяется с оправкой.
Упомянутое соединение является следствием исполнения корпуса из импрегнирующего материала, в частности из серы, которая заливается лишь после того, как диск приобретет конфигурацию режущей поверхности шлифовального инструмента в матрице.
После чего создаются и прочные связи между витками ленты, между СВС-порошком и основой ленты. Эти связи легко устранить, если появляется необходимость изменения формы ИИП. Достаточно изменить состояние связующего материала, например, придав сере жидкотекучесть.
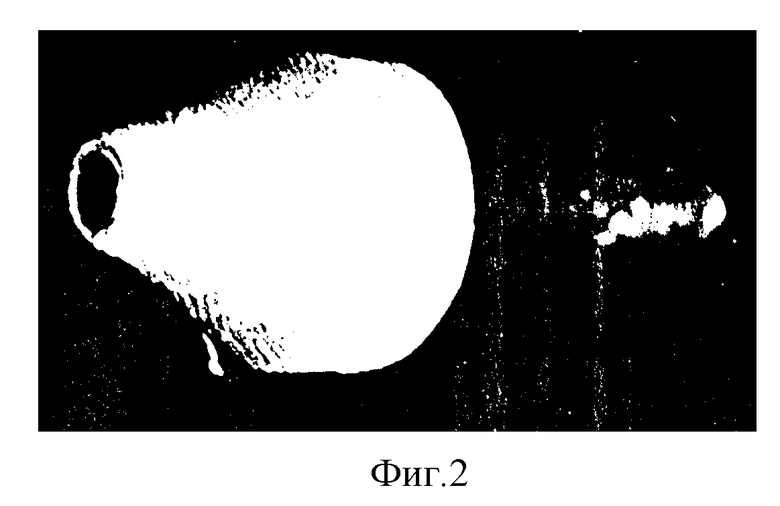
Новизна, существенность заявленного изобретения и его воспроизводимость поясняется чертежами, где на фиг. 1 показана принципиальная схема инструмента с местным продольным разрезом; фиг. 2 - общий вид инструмента по фиг. 1; фиг. 3 - комплект инструмента согласно заявленному комплексному решению.
Шлифовальный инструмент (фиг. 1) состоит из оправки 1, абразивной ленты 2, например с СВС-порошком, и импрегнирующей массы 3. Исходная инструментальная поверхность 4 определяется в процессе изготовления инструмента по его служебному предназначению.
Способ изготовления: получение заданной конфигурации шлифовального инструмента достигается закладыванием в матрицу, внутренняя поверхность которой соответствует режущей поверхности шлифовального инструмента, смотанной в форме диска абразивной ленты с последующей установкой оправки и заливкой полости импрегнирующей массой, например жидкой серой. Это позволяет скрепить между собой витки абразивной ленты и соединить рабочую часть с оправкой (фиг. 2).
Предлагаемый способ изготовления позволяет достичь упорядоченного направления абразивных зерен, что выгодно отличает его от известных способов. Кроме того, вследствие удаления импрегнирующей массы возможно неоднократное использование абразивной ленты с получением инструментов другой конфигурации, как это следует из фиг. 3. Использование в качестве импрегнирующего материала серы позволяет интенсифицировать процесс шлифования, так как сера - поверхностно активное вещество, позволяющее реализовать смазочно-охлаждающий эффект и эффект Ребиндера.
Источники информации
1. ГОСТ 22775-77. Круги шлифовальные лепестковые. Типы и основные размеры.
2. Щеголев В. А. Ульянова М. Е. Эластичные абразивные и алмазные инструменты (теория, конструкции, применение). Л. : Машиностроение, Ленингр. отд-е, 1977. 184 с.
3. А. с. N 1404286 СССР, В 24 D 13/14, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ АБРАЗИВНЫХ ПОЛОС НА ЛЕПЕСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2199434C2 |
| СПОСОБ ШЛИФОВАНИЯ ФРЕЗ | 1994 |
|
RU2090338C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1999 |
|
RU2188753C2 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 1995 |
|
RU2109619C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1991 |
|
RU2049658C1 |
| ИНСТРУМЕНТ ДЛЯ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2199430C2 |
| СПОСОБ ПОЛИРОВАНИЯ | 2001 |
|
RU2186671C1 |
Изобретение относится к области изготовления абразивного инструмента. Он изготовлен из абразивной ленты, намотанной по форме исходной инструментальной поверхности, а корпус его изготовлен из импрегнирующего материала, с помощью которого рабочая часть соединена с оправкой. При наматывании абразивной ленты получают диск и соединяют витки абразивной ленты с оправкой, при этом используют матрицу с полостью, внутренняя поверхность которой соответствует конфигурации режущей поверхности инструмента, диск помещают в матрицу и получают заданную конфигурацию режущей поверхности шлифовального инструмента. 2 с. и 2 з. п. ф-лы, 3 ил.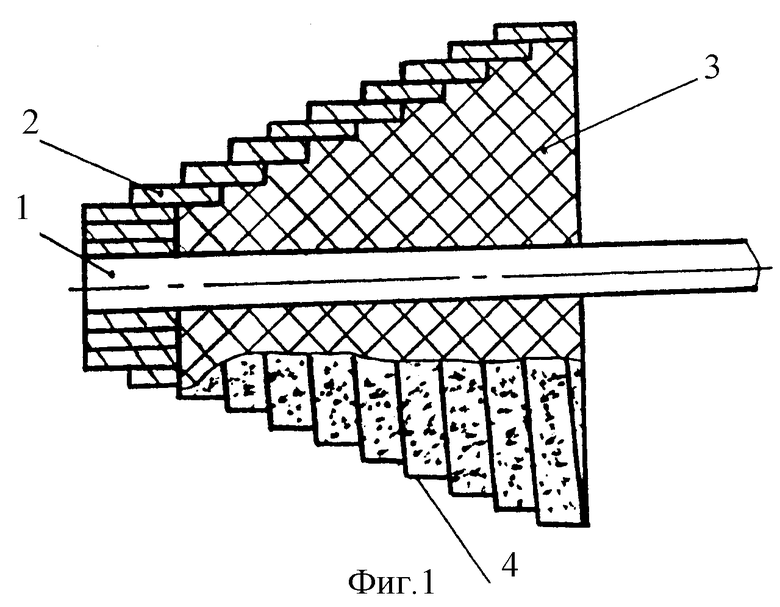
| Устройство для абразивной обработки | 1986 |
|
SU1404286A1 |
| Торцовый полировальный круг | 1988 |
|
SU1625675A1 |
| Абразивный инструмент | 1986 |
|
SU1342714A2 |
| Способ изготовления высокопористого абразивного инструмента | 1982 |
|
SU1390008A1 |
| US 4302911, 01.12.1981. | |||
