Изобретения относятся к разделительной технологии и инструментам, обеспечивающим деление непрерывной абразивной полосы на отдельные лепестки, являющиеся составной частью шлифовальных кругов для бесприжоговой окончательной обработки.
Известен способ резки абразивных полос на лепестки шлифовальных кругов, включающий внедрение в размещенную на матрице абразивную полосу, имеющую основу и режущие зерна, расположенного со стороны несущей основы пуансона (SU 1384373 А1, 30.03.1988, B 26 D 1/04) /1/.
Известен штамп для резки абразивных полос на лепестки шлифовальных кругов, содержащий основание с направляющими стойками, верхнюю плиту, пуансонодержатель с пуансоном, матрицедержатель с матрицей и прижим /1/.
Указанный известный способ предполагает использование штампа, который не обладает требуемыми эксплуатационными характеристиками.
Технической задачей, на решение которой направлены заявленные изобретения, является повышение эксплуатационных характеристик используемого оборудования.
Поставленная задача решается за счет того, что в известном способе резки абразивных полос на лепестки шлифовальных кругов, включающем внедрение в размещенную на матрице абразивную полосу, имеющую основу и режущие зерна, расположенного со стороны несущей основы пуансона, используют пуансон в виде нескольких режущих элементов с вершиной и режущей кромкой, которые плотно располагают по разделительному контуру, и матрицу, выполненную из условия обеспечения пронизывания ее упомянутыми режущими элементами, а внедрение последних в абразивную полосу производят путем первоначального прокалывания ее вершинами режущих элементов и последующего расширения проколов до их слияния с проколами от соседних режущих элементов.
После резки абразивной полосы производят ее перемещение относительно матрицы на длину следующего отрезаемого лепестка, в процессе которого матрицу поворачивают с погружением ее части с проколами от пуансонов, полученными в процессе резки предыдущего лепестка в скрепляющую массу.
Способ может быть использован для резки абразивных полос с режущими зернами из материала, полученного методом самораспространяющегося высокотемпературного синтеза (СВС-зернами).
Кроме того, для решения поставленной задачи в известном штампе для резки абразивных полос на лепестки шлифовальных кругов, содержащем основание с направляющими стойками, верхнюю плиту, пуансонодержатель с пуансоном, матрицедержатель с матрицей и прижим, пуансон выполнен в виде нескольких плотно расположенных по разделительному контуру режущих элементов, каждый из которых выполнен в форме асимметричного клина с передним и задним углами и режущей кромкой, длина которой превышает расстояние между вершинами двух соседних режущих элементов, матрица выполнена из проницаемого для режущих элементов материала, матрицедержатель выполнен в виде установленного с возможностью поворота барабана и емкости со скрепляющей массой, в которую погружена нижняя часть барабана, а пуансонодержатель смонтирован на верхней плите.
Сущность изобретения поясняется графическими материалами, где
на фиг.1 показан процесс резки абразивных полос;
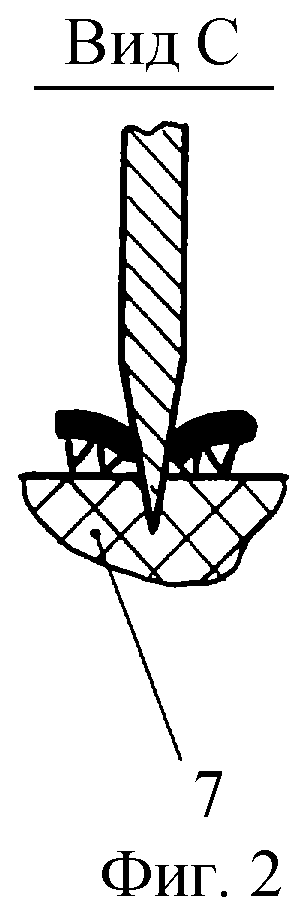
на фиг.2 - то же, вид С на фиг.1;
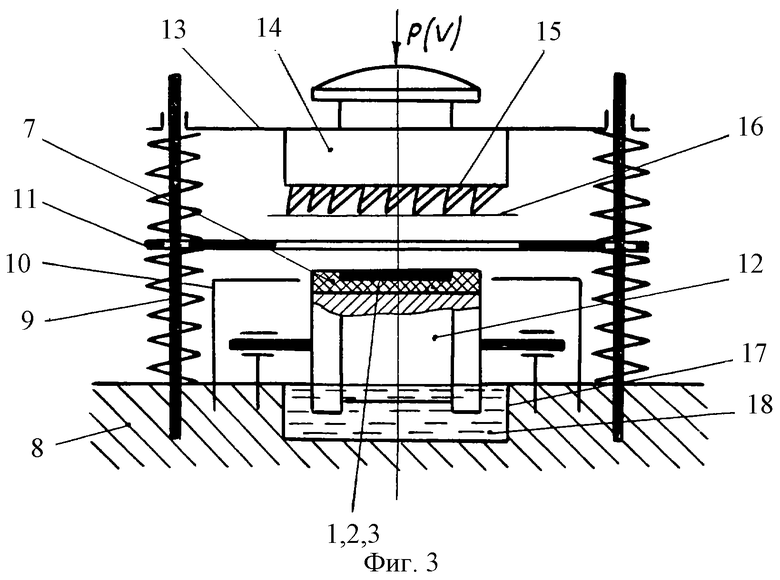
на фиг. 3 - общий вид штампа для резки абразивных полос на лепестки шлифовальных кругов.
Способ резки абразивных полос на лепестки шлифовальных кругов осуществляют следующим образом.
Резку абразивной полосы 1, имеющей несущую основу 2 и режущие зерна 3, производят со стороны несущей (бумажной, тканевой, пленочной) основы 2 пуансоном в виде нескольких режущих элементов 4 с вершиной 5 и режущей кромкой 6.
Режущие элементы 4 плотно располагают по разделительному контуру. Изначально полосу прокалывают вершинами 5 режущих элементов, а затем перерезают режущими кромками 6, расположенными под углом. По мере резки пуансоны углубляются в матрицу 7, выполненную из условия обеспечения пронизывания ее режущими элементами.
Штамп для резки абразивных полос на лепестки шлифовальных кругов содержит основание 8, направляющие стойки 9, предметный столик 10, прижим 11, матрицедержатель 12, несущий матрицу 7, верхнюю плиту 13 с пуансонодержателем 14 и пуансоном 15. Пуансон состоит из плотно расположенных по разделительному контуру 16 режущих элементов 4, выполненных в форме асимметричного клина с передним углом, задним углом и режущей кромкой 6, длина которой превышает расстояние между вершинами двух соседних режущих элементов. Матрица 7 выполнена цилиндрической формы из проницаемого для режущих элементов материала, а матрицедержатель 12 представляет собой поворотный барабан, погруженный нижней частью в емкость 17 со скрепляющей массой 18.
Штамп работает следующим образом.
Разрезаемую на лепестки абразивную полосу 1, расположенную на предметном столике 10, вводят в контакт с матрицей и фиксируют на ней прижимом 11. Движение верхней плиты 13 с пуансоном 15 приводит к прокалыванию абразивной полосы вершинами режущих элементов 4. Далее в действие вступают режущие кромки, которые, перерезая перемычки между проколами, завершают процесс резки с образованием отдельных лепестков шлифовальных кругов. При этом пуансоны внедряются в пористую проницаемую матрицу. По завершении процесса резки полоса освобождается от действия усилия прижима и подается по касатальной к поворотному барабану на длину следующего лепестка. Режущие зерна 3 абразивной полосы, обращенные к матрице, сцепляются с ней и поворачивают матрицедержатель 12, вводя в зону обработки восстановленную матрицу.
Последнее достигается погружением матрицы 7 в емкость 17 со скрепляющей массой 18, в качестве которой может быть использована жидкая сера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2199430C2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2177873C2 |
| Способ изготовления вырубного штампа | 1985 |
|
SU1368071A1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| СПОСОБ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182072C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1999 |
|
RU2163857C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
Изобретения относятся к разделительной технологии и инструментам и могут быть использованы при изготовлении из абразивной полосы лепестков шлифовальных кругов для бесприжоговой окончательной обработки. На матрице штампа, смонтированной в матрицедержателе, размещают абразивную полосу, имеющую основу и режущие зерна. Пуансон в виде нескольких режущих элементов с вершиной и режущей кромкой, плотно расположенных по разделительному контуру, внедряют в абразивную полосу со стороны несущей основы. При этом производят первоначальное прокалывание полосы вершинами режущих элементов и последующее расширение проколов до их слияния с проколами от соседних режущих элементов. Матрица штампа выполнена из проницаемого для режущих элементов материала. Матрицедержатель представляет собой поворотный барабан, нижняя часть которого погружена в емкость со скрепляющей массой. Каждый режущий элемент имеет форму асимметричного клина с передним и задним углами, а длина режущей кромки превышает расстояние между вершинами двух соседних режущих элементов. В результате обеспечивается повышение эксплуатационных характеристик используемого оборудования. 2 с. и 2 з.п.ф-лы, 3 ил.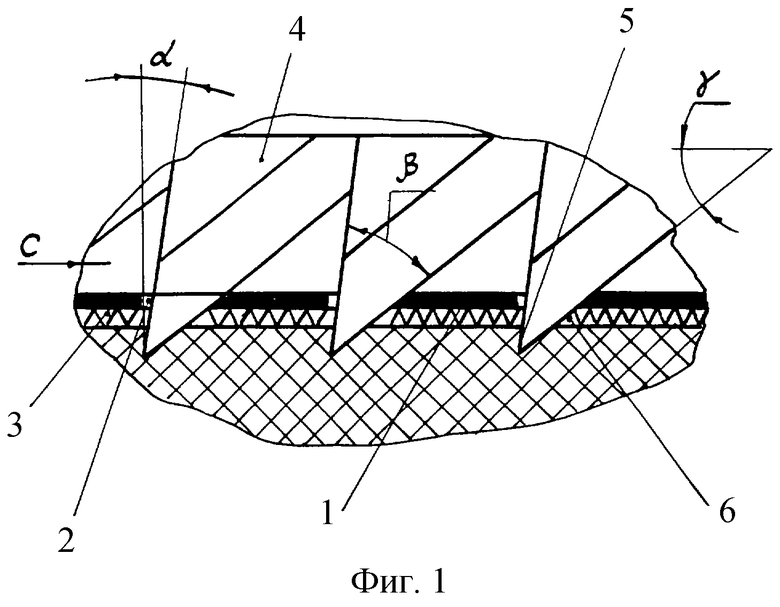
| Устройство для резки полосового материала | 1986 |
|
SU1384373A1 |
| Устройство для резки стоп листового неметаллического материала | 1987 |
|
SU1475779A1 |
| Устройство для изготовления лепестков из ленты | 1985 |
|
SU1296392A1 |
| US 3828631, 13.08.1974 | |||
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ЗАПЛЕСНЕВЕНИЯ ТАБАКА | 1999 |
|
RU2156598C1 |
