:
ел
4
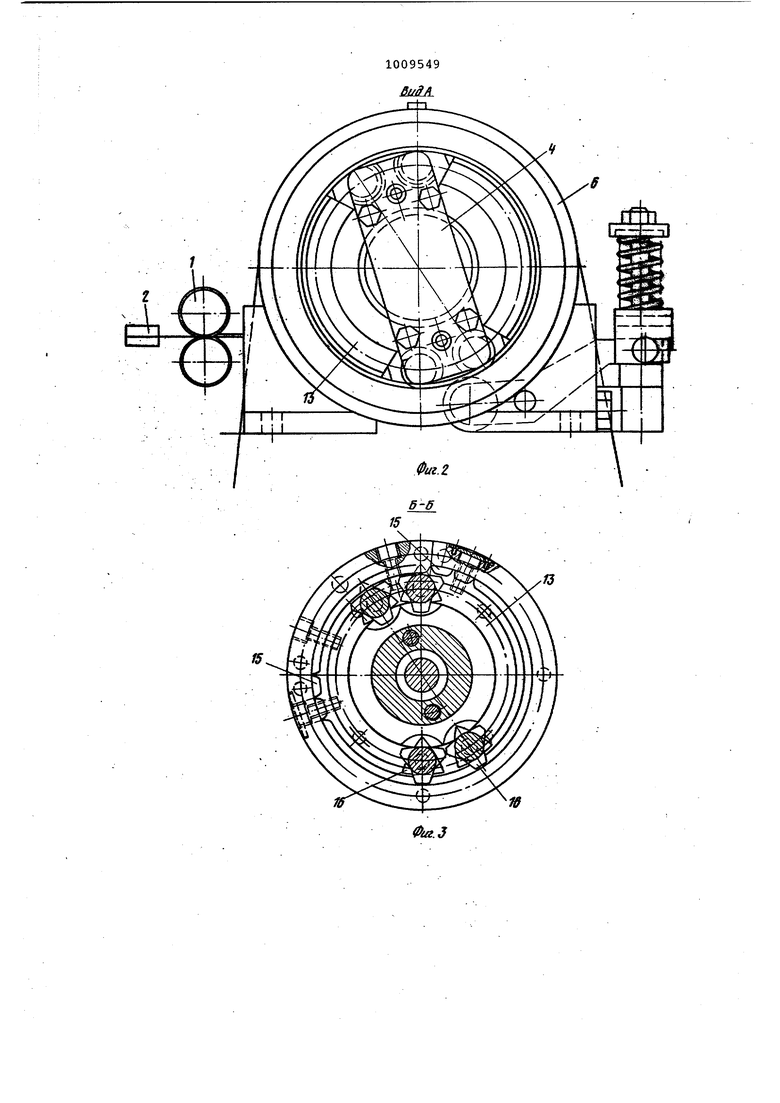
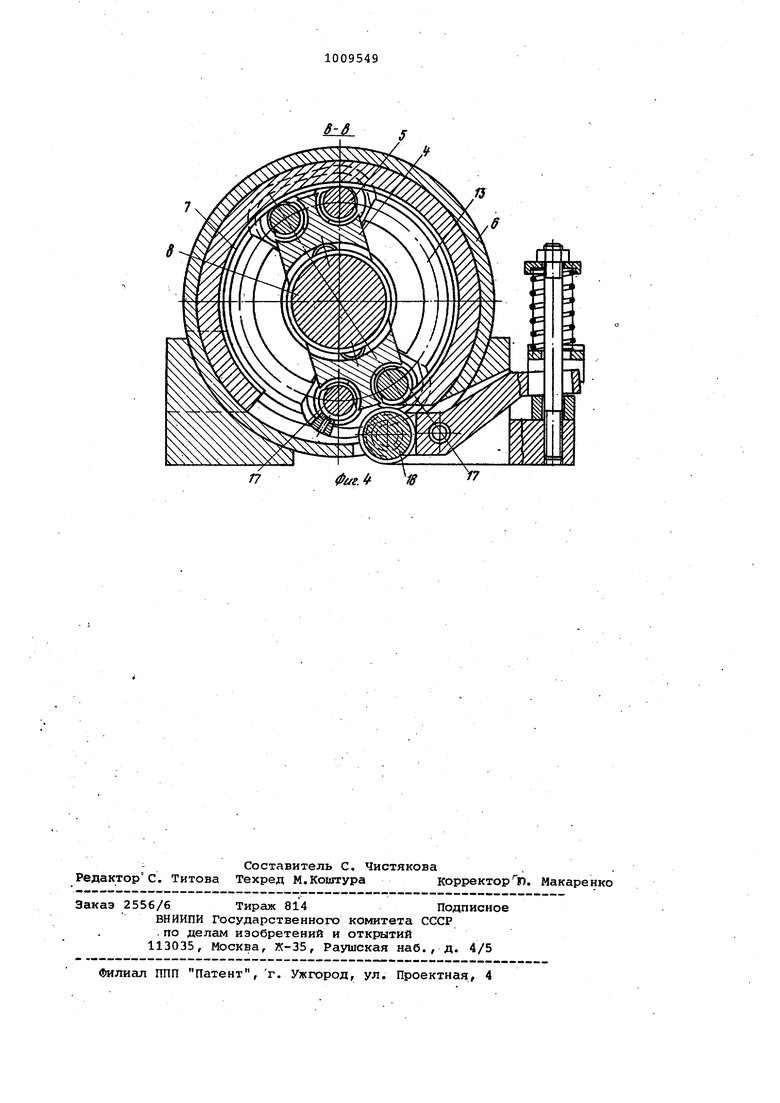
Изобретение относится к обработк металлов давлением, в частности, к оснастке для изготовления гибких ме таллических шлангов, применяемых на металлорежущих станках. Известно устройство для изготовления гибких металлических шлангов прямоугольного сечения, содержащее профилирующиеролики для профилиров ния плоской металлической ленты, на равляюще тормозной механизм, обеспе чивающий регулировку натяжения ленты и ее направление, механизм намотки ленты, включающий вращающуюся оправк прямоугольного сечения, на которую наматывается лента, и механизм съема выполненный в виде охватывающего оправку неподвижного цилиндрического корпуса с винтовой нарезкой внутри, и неподвижно размещенного внутри кор пуса червяка, по винтовой нарезке которых во время вращения оправки го товым виткам шланга сообщается непре рывное поступательное движение на i сход. Угловые части прямоугольной оправки выполнены в виде валиков, с формующими ребрами, взаимодействующи с одной стороны с коромыслами, представляющими собой механизм возврата валиков,, размещенными по диагонали н торце этой оправки, а с другой - с. торцовой и радиальными рабочими по.верхностями кулачка своими торцовыми и радиальными выступами Cl Недостатком этого устройства является возможность пробуксовывания натянутой профилированной ленты при уКладке ее на вращающуйся оправку, так как конструктивная особенность устройства позволяет находиться в рабочем положении только двум формую щим валикам и каждый из валиков вращении оправки проходит свой рабочий путь не более 100, что затрудняет получение изделия высокого качества. Кроме того, применение коромысел в качестве механизма возврата формующих валиков усложняет конструк цию устройства. Целью изобретения является упрощение конструкции устройства и повышение качества. С этой целью в устройстве для изготовления гибких металлических шлан гов прямоугольного сечения, содержащем профилирующие ролики, направляюще-тормозной механизм, механизм на мотки ленты в виде поворотной прямоугольной оправки, угловые части которой выполнены в виде валиков с формующими ребрами, снабженными на одном конце радиальными выступами, механизм съема в виде охватывающего оправку неподвижного цилиндрического корпуса с винтовой нарезкой внутри, неподвижно размещенного внутри корпу са червяка и расположенного со стороны торца оправки кулачка с торцовой и радиальной рабочими поверхнос; тями, и механизм возврата формукядих валиков, последний выполнен в виде замкнутого спирального выступа трапецеидального сечения с левой и правой резьбой, размещенного на неподвижном корпусе, а на концах формуквдих валиков выполнен кольцевой паз для размещения этого выступа. На фиг. 1 изображено предпоженное устройствоJ на фиг. 2 - вид А на фиг. 1;.на фиг. 3 - разрез Б-Б на фиг. 1 на фиг. 4 - разрез В-В. на фиг. 1. . Предлагаемое устройство для изго-г. товленип гибких металлических шлангов прямоугольного сечения содержит профилирующее ролики 1 для профилирования плоской ленты , направляющетормозной механизм 2, обеспечивающий натяжение плоской ленты, механизм намотки, включающий в себя приводную через державку 3 прямоугольную оправку 4 (привод не показан) с формующими валиками 5, установленными на ее угловых частях, механизм съема, содержащий неподвижный корпус б с цилиндрической внутренней поверхностью, на которой вь полнена . нарезка-7, неподвижный.червяк Ъ, установленный на оси оправки и имеющий диаметр, превышающий меньший размер сечения оправки, кулачок 9, расположенный на неподвижном корпусе 10, размещенном с одной стороныторца оправки, и механизм возврата формуквдих валиков, веполненный в виде спирального замкнутого выступа 11, размещенного на неподвижном корпусе 10, и кольцевой выточки 12, выполненной на конце формующих валиков . Спиральный выступ представляет собой левую и правую спираль и постсянно взаимодействует с кольцевой выточкой. У кулачка 9 имеется криволинейная торцовая поверхность 13 в виде левой и правой спирали, контсантирующая с торцовым выступом валика, и радиальные рабочие поверхности с выступами 14 и впадинами 15. На формующих валиков размещены по соседству с кольцевой выточкой выступы 16, взаимодействующие с выступами 14 и впадинами 15,-обеспечивая поворот валиков на 180® и фиксирование их в этом положении. Кроме того, формуюЕтдие валики 5 снабжены формующими ребрами 17, на которые укладыва- ется профилированная лента. Оправка 4 и червяк 7 установлены внутри неподвижного корпуса б на общей оси с ним. В нижней части неподвижного корг пуса б также расположен подпружиненный прикаточный ролик 18 дляприказ ки профиля шланга. Профилирующие ролики и направляюце-торглэзной мехг ниэм установлены на неподвижной опоре (не показана).
В процессе изготовления гибкого металлического шланга прямоугольного сечения плоскую металлическую ленту пропускаютчерез направляюще-тормозной механизм, профилирующие ролики, /йридавая ей -обраэный профиль, затем профилированную ленту, пропуская рез направляющий ролик (не показан ), выводят к формующей оправке механ«зма намотки, где закрепляют ее spefJieHно для осуществления нескольких оборотов оправки.
Оправке сообщают вращение и она раматывает на себя профилированную ленту. Непрерывная укладка ленты производится на формующие ребра 17 валиков 5 оправки.При обороте оправки на 360° образуется готовый виток |Шланга. Необходиглое натяжение ленты, требуемое для получения качественного профиля витков шланга за счет вытяжки металла в местах изгиба на фйрмующих ребрах 17, достигается с помощью направляюще-тормозного механизма 2, регулируницего натяжение ленты, и подпружиненного ролика 18.
При вращательном движении формую : щей-оправки выступ витка шланга перемещается по впадине трапецеидальной винтовой нарезки 7 неподвижного корл. ;пусабр а его впадина скользит по jвыступу винтовой нарезки червяка 8. Таким рбразо1М/ готовым виткам шланга сообщается непрерывное принудительное движение параллельно оси. вращения оправки 4 в направлении схода шланга. 7Лри этом благодаря постоянному взаи модействию замкнутого выступа 11, расположенного на неподвижной корпусе 107 с кольцевой выточкой 12 на
конце валика 5 и торцовыхв - ступов этих валиков с криволинеПной поверхностью кулачка 9 от NKxaiinaMa возврата сообщается возвратно-поступательное движение формующим валикам 5, соответствующее величине шага винтовой нарезки 7 неподвижного корпуса б и червяка 8. В определенный формующие валики 5 под действием выступов 14, взаимодействующих с выстуя пами 16, поворачиваются на 180,/освобождая готовый виток шланга от формукнчего ребра 17, и возвраггается обратно в исходное по южение при взаимодействии выступов 16 с впадинами 15.
Таким образом, процесс изготовления шланга осуществляется.за счет сложно1Ч5 движения формующих валиков и принудительного поступательного движения готовых витков шланга параллельно реи вращения оправки путем взаимодействия с винтовой нарезкой внутренней поверхности неподвижн ого корпуса и винтовой нарезкой неподвижного червяка.
Благодаря применению механизма возврата, выполненного в виде спирагльного замкнутого выступа, располоюенного на неподвижном корпусе, и кольцевой выточки, размещенной на конце формующих валиков, данное устройство-позволяет каждому формующему валику проходить путь i270 в рабоче положении, неся на своем ребре сформированный виток, причем при обороте оправки ва 270 в рабочем положении постоянно находятся три формующих валика, что предотвращает возможност пробуксовывания натянутой ленты, за счет чего улучшается качество изделия . .
Фиг./
/7
1Фиг. Ж

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гибких металлических шлангов прямоугольного сечения | 1980 |
|
SU992109A1 |
| Способ изготовления гибких металлических труб прямоугольного сечения | 1979 |
|
SU1000135A1 |
| ВСЕСОЮЗНАЯ lnA"^HTr--^"^'i'"n-^-'5:'-;f5'vi IHf-* * tV.h: и t 1 -^* ; _. _:•- /,^, ,-,-_ _ '.'li'l^'i | 1972 |
|
SU337203A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Станок для изготовления спиральных катушек | 1987 |
|
SU1530291A1 |
| УСТРОЙСТВО для ВЫДАЧИ СУХОГО ПОЛОТЕНЦА | 1971 |
|
SU298103A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083365C1 |
| Установка для производства профилированных труб | 2021 |
|
RU2776753C1 |
| ^С?СОЮЗНАй .»Й1Ш1 ип/ч | 1973 |
|
SU372032A1 |

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ .ШЛАНГОВ прямоугольного сечения,, содержащее профилирующие ролики, направляюще-тормозной механизм, механизм намотки ленты в виде поворотной прямоугольной оправки, угловые части которой выпол-нены в виде валиков с формующими ребрами, снабженными на одном конце радиальными выступами, механизм съема в виде охватывающего оправку неподвижного цилиндрического корпуса с винтовой нарезкой внутри, неподвижно размещенного внутри корпуса червяка и расположенного со стороны торца оправки кулачка с торцевой и радиальной рабочими поверхностями, и механизм возврата формующих вгшиков, отличающееся тем, что, с целью упр019ения конструкции и повышения качества, механизм возврата формующих валиков вьтолнен в виде замкнутого спирального выступа трапе.цеидального сечения с левой и правой резьбами, размещённого на неподвиж- ном корпусе,.а на крицах формугаоих (О С валиков выполнен кольцевой паз для размещения этого выступа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке 2867156/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
