Изобретение относится к оборудованию для изготовления гибкого герметичного металлопленочного (металлотканевого) рукава (трубы) и может быть применено в машиностроении, пос тавляюцем оборудование для вентиляционных и нагревательных систем, предназначенных для использования во всех отраслях промышленности,преимущественно на предприятиях, промышленности строительных .материалов, строительной индустрии, химической, целлюлюзно-бумажной и деревообрабатывающей промышленности, а также в гражданских промышленных сооружениях и заданиях для транспортирования, преимущественно, нагретого воздуха .
Известно также устройство для изготовления гибкого г-ерметичного рукава из металлической и тканевой лент, содержащее уз.пы размотки металлической и тканевой лент профилирования одной кромки метатхлической ленты, завальцовки одной кромки тканевой ленты, поворота ленты на 180, профилирювания второй кромки металлической ленты, формования -рукава на сменной цилиндрической оправке путеи навивки с одновременной заваль
цовкой второй кромки тканевой ленты 1.
Недостатки этого устройства заключаются в невозможности надежного 100% получения герметичных соединительных швов, так как завальцовка второй кромки тканевой ленты производится прижимным роликом через сложенную вдвое кромку тканевой ленты,
10 лежащей на острие подогнутой полки металлического профиля, что может привести к повреждению тканевой ленты (по меньшей мере одного ее слоя) . Изготавливаемый в устройст15ве металлический швеллерный профиль с плоской (гладкой) стейкой и такими же полками не позволяет при зайальцовке получить надежное зажатие кромки неметаллической ленты, особенно
20 если применяется пленочная полимерная лента.- Поэтому при транспортировке по трубе (рукаву) горячего воздуха или другого газа гep eтичность шва нарушается из-за выскаль25зывания кромки пленки (ткани) из-под прижимающей ее металлической полки.
Наиболее близким к предлагаемому является устройство для изготовления гибкого, преимущественно, металлотка. 30 невого герметичного рукава, содержащее tviexaHH3M размотки металлической и пленочной (тканевой) лент, механизм профилн ювання кромок металличекой ленты, содержащий .ролики, последняя пара которых выполнена с соотретствукяпими друг другу выступами и впадинами, механизм завальцовки шва, содержащий ролики и снабженный напраляющим ножом, причем каждый ролик выполнен разъемным перпендикулярно оси с расстоянием между частями, соответствующим толщине шва, и механизм формования рукава, выполненны в виде концентрично установленных спиральных колец 2.
Однако в этом устройстве узел завальцовки нуждается в систематическом контроле и периодической регулировке для поддержания стабильного зазора между частями роликов, поскольку высота этого-зазора определяет толщину получаемого трехслойного шва. того, в результате движения рукава между неподвижными наружным и внутренним фо 1ирую1тими спиральными кольцами (витками) имеет место трение, вызывающее нежелательный нагрев рукава (труйл) .
Цель изобретения -. поЕ виение эксплуатационных качеств устройства.
Для достижения этой цели устройство для изготовления гибкого герметичного рукава, содержащее установленные на корпусе механизм1Л размртки металлической и неметалличёсжЬй лент механизм профилирования металлической ленты, содержащий ролики, механизм завальцовки шва, содержащее проводки и размещенный вдоль направляющей элемент и механизм формования рукава, содержащий направляющее кольцо, снабжено губками, закрепленными на боковых торцах проводки механизма завальцовки шва, а механизм .формо-. вания выполнен в виде двух приводных роликов, установленных один над другим, при этом верхний с воз можностью регулировочного перемещения в вертикальном направлении, а кольцо выполнено цилиндрическим со скрозным вырезом, в котором размещен обод одного из тянущих роликов.
С целью повышения износостойкости механизма завальцовки губки могут быть выполнены из металлокерамического твердого сплаэа или с износостойким слоем на рабочих поверхностях.
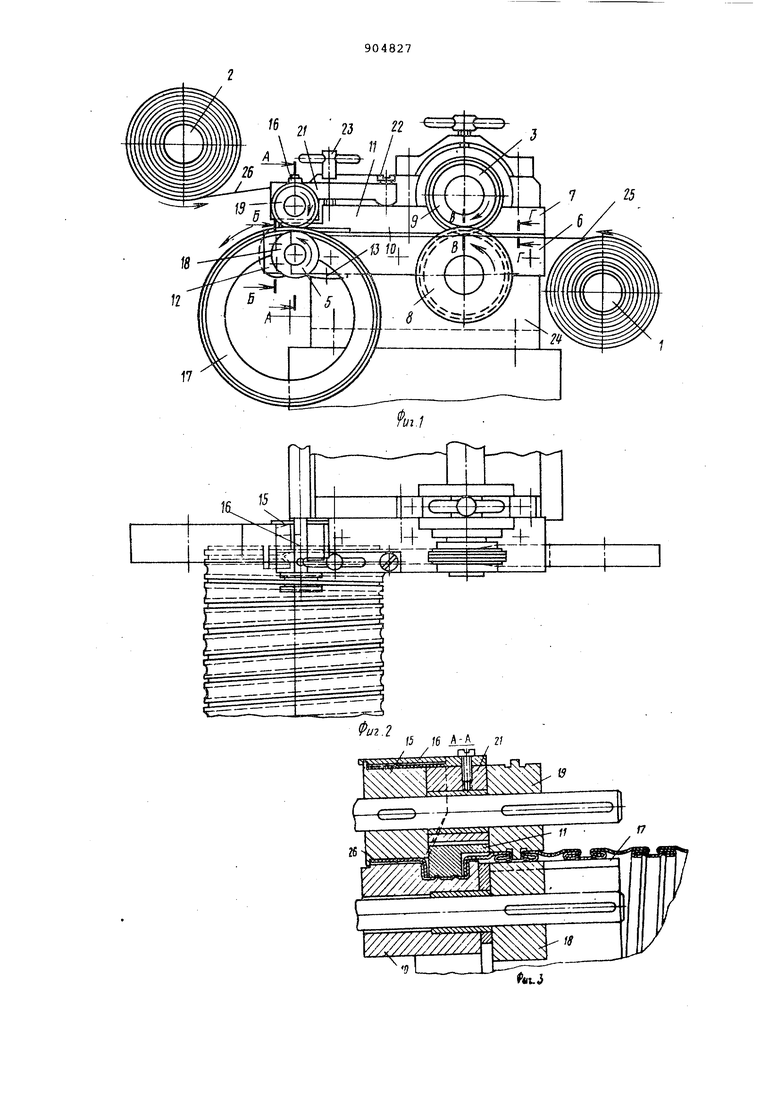
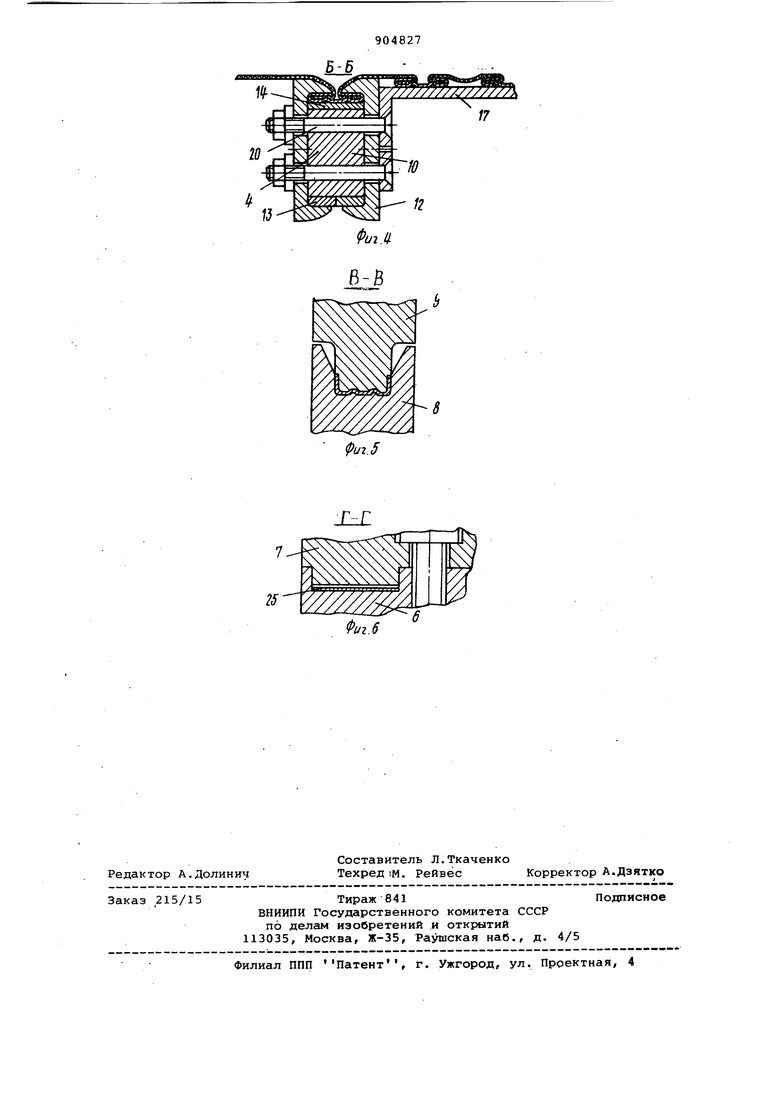
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - то же, вил сверху; на фиг. 3 - разрез А-А на .
4- разрез В-Б на
фиг. 1; на фиг.
5-.разрез В-В иа фиг. 1; на фиГ| фиг. 1; на фиг. б - разрез Г-Г на фиг. 1.
Устройство содержит механизм размотки металлической ленты 1, f exaиизм размотки тнаневой ленты 2,-механизм профилирования металлической ленты 3, механизм завальцовки 4, механизм формования 5, механизм профилирования содержит НИЖНИЙ 6 и верхрий 7 направляющие элементы для металлической полосы пару приводных рбликов 8 и 9.
5 Механизм завальцовки содержит
проводку 10 и направляющую планку 11, завальцовочные губки 12, закрепленные на торцах проводки 10, клинья 13 и подкладку 14 для установки губок 12
на заданный размер толщины завальцованного шва, ролик 15 и планку 16 для заправки и подачи пленочной (тканевой) ленты на завальцовку.
Механизм формования рукава содержит направляющее цилиндрическое
5 кольцо 17, тянущее ролики нижний 18 и верхний 19, каждый из которих приводится цепной передачей (не показанной) от узла профилирования. Окружная скорость тянущих роли- 0 ков на 0,3-0,4% больше окружной скорости профилирующих роликов 8 и 9. Сверху на направляющем кольце схемы имеется прямоугольный вырез, через который пропущен обод нижнего тяну5 ВДего ролика 18 направляющее кольцо 17 крепится на проводке 10, пропущенными через последнюю и губки 12 болтами 20. Верхний тянущий ролик 19 сидит на общем валу с роликом 15.
Q Вал с роликами свободно вращается во втулке. Запрессованной в рычаге 21, одним своим концом закрепленным на планке 11 с помощью данта 22. Рычаг 21 свободно сидит на винте 22, а с
- помощью вийта с рукояткой 23 может
регулировать прижим верхнего тянущего . ролика 19. Заправочный же ролик 15 для пленочно й (тканевой) ленты выполнен таким, чтобы лента проходила свободно с зазором между роликом и
0 проводкой. 10. Все механизмы смонтированы на корпусе 24.
Устройство работает следующим образом.
На ось механизма размотки 1 устанавливают рулон металлической ленты
25.На ось механизма размотки 2 устанавливают рулон пленочной (тканевой) ленты 26. °
Конец металлической ленты запп равляется в щель между направляющими эл 1ентами б и 7 между роликами 8 и 9. В результате профилирования выходит швеллернью профиль, обращенный полками вверх с двумя по7 укруглыми выступами (гофрами) на горизонтальной стенке.
ПоддаваекиЯ роликами 8 и 9 профиль входит в цель, образованную проводкой 10 и направляю1зей планкой if/ В мсвлентг когда торец профиля подходит к неподвижным- губкам.12 привод роликов 8 и 9 шлслючают я производят заправку пленочной (тканевой) ленты
26,заводя ее срезаиный на клин конец в зазсф между планкой 16 и роликом 15. Протягивают ленту по ролику 15 сверху вниз и заправляют концом в зазор между плоскостью направлгГюце планки 11 и полкой швеллерного профиля, как показано на фиг. 3. После этого включают привоя роликов 8 и 9, вследствие чего профиль вместе с концом пленочной ленты, придерживаемьм оператором, который прижимает его к полке швеллерного профиля каким-либо инструментом (ножом) с тонким лезвием, подается к губкам 12. Происходит завальцовка пленочной (тканевой) ленты, прижимаемой загибаемой книзу полкой швеллерного профиля к стенке профиля, при этом пленочная лента оказывается прихсатой к гофру на стенке профиля. В начальный момент вторая полка швеллерного профиля загибается вниз без пленочной ленты. Одновременно с включением привода профилирующих роликов начинают вращаться тянушие ролики 18 и 19. Начинается формование рукава путем оги бания под действием роликов 18 и 19 направляющего кольца 17 с образованием спиральных витков с шагом, определяемым шириной используемой пленочной тканевой ленты. По завершении навивки первого вит ка, увлекаемая металлической лентой пленочная (тканевая) лента автбматически заправляется своей второй кромкой и завальцовывается, образуя второй соединительный шов, как показано на фиг. 4. Далее формование трубы тянущими роликами 18 и 19 происходит автоматически непрерывно с двумя 2 завальцованными швами по обе им кромкам тканевой ленты. Описанные операции по заправке пленочной (тканевой) ленты производятся только в начальный момент изгстовления рукавов (труб) данного диаметра. В последующем производят отрезку участков рукава (трубы) по мере достижения заданной длнны, а перед полным использованием пленочной ленты одного рулона соединяют конец этой ленты с началом ленты нового рулона,например сваркой встык или путем склейки в ус (без уступа) и производят работу без перезаправки. На фиг. 1-4 показано изготовление рукава (трубы) с расположением пленочных (тканевых) витков снаружи. В случае необходимости предлагаемое устройство может использоваться для изготовления рукавов с расположением пленочных (тканевых) витков внутри, а металличсеких снаружи. Для этой цели достаточно изменять положение формующего кольца, переместив его вверх на величину, paBHyjo диаметру. При этой нижний формукнций ролик Т8 окажется под кольцом 17, а верхний ролик 19 внутри кольца 17, вырез же для прохода обода нижнего ролика 18 окажется с диаметрально противоположной стороны, относительно показанной на фиг. 3. С целью повышения долговечности губки 12, подвергёиощиеся в процессе эксплуатации износу, могут изготавливаться из метгшлокерамических твердых сплавов методом спекания, или снабжаться на рабочей поверхности износостойким слоем, наносимым Hanjjas кой или др. методом, например, пйазменным или детонационным наплавлением. Ожидаемый годовой экономический эффект в сравнении с оборудованием для изготовления металлических воздуховодов составляет 678 тыс. руб. Формула изобретения 1.Устройство для изготовления, гибкого герметичного рукава, содержащеее установленные на корпусе механизмы размотки металлической и неметаллической лент, механизм профилирования металлической ленты, содержащий ролики,- механизм завальцовки шва, содержаиий проводку и размещенный вдоль нее направляющий элемент, и механизм формования рукава, содержащий направляющее кольцо, отличающееся тем, что, с целью повыиения эксплуатационных качеств устройства, оно снабжено губками, Закрепленными на боковых торцах проводки механизма завальцовки шва, а механизм формования : выполнен в виде двух приводных тянущих роликов, установленных один над другим, при этом верхний с возможностью регулировочного перемещения в вертикальном направлении, а кольцо выполнено цилиндрическим со сквозным вырезом, в котором размещен обод одного из тянущих роликов. 2.Устройство по п. 1, отличающееся тем, что, с целью повышения износостойкости механизма завальцовки губки, выполнены из металлокерсмического твердого сплава. 3.Устройство по п. 1, о т л. ичающеес-я тем, что губки. выполнены с износостойким слоем на рабочих поверхностях. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 472721, кл. В 21 D 15/06, 1972. 2.Авторское свидетельство СССР по заявке 2802469/25-27. кл, В 21 С 37/12, 1979 (прототип.).
Фиг.2
15 /6 A.--L 2 / /
.J
ФтЛ 6-6


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гибкого герметичного рукава | 1981 |
|
SU988402A1 |
| Устройство для изготовления гибкогогЕРМЕТичНОгО РуКАВА | 1979 |
|
SU841696A1 |
| Способ изготовления гибкого герметичного металлотканевого рукава | 1977 |
|
SU780935A1 |
| Упаковочная машина | 1983 |
|
SU1395546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 2001 |
|
RU2207926C1 |
| Гибкая герметичная труба | 1982 |
|
SU1016611A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 1999 |
|
RU2189879C2 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
лы:
Фиг.6
