Изобретение относится к технике сварки, в частности к контактной стыковой сварочной технике герметизации твэлов для ядерных реакторов.
Известен датчик электрического тока, содержащий магнитопровод прямоугольной формы, охватывающий проводник с измерямым током, а чувствительный элемент расположен в зазоре магнитопровода (авт. св. СССР 1769806, кл. G 01 R 19/00, 1988 г.).
Недостатком известного устройства является необходимость охвата проводника для контроля.
Наиболее близким к заявляемому является известное устройство для беконтактного измерения сварочного тока, содержащее чувствительный элемент напряженности электромагнитного поля сварочного контура и регистратор тока (авторское свидетельство СССР 1642407, кл. G 01 R 19/00, 1988 г.[2]).
Недостатком известного устройства является невозможность применить его при контактной сварке труб из-за невозможности оценить неравномерность распределения токов по секторам токоподвода, а также, как следствие, и по периметру свариваемой трубы. Необходимость контроля сварочного тока по периметру при сварке труб малого диаметра, в частности твэлов, диктуется сложностью конструкции токоподвода и неизбежным изменением характеристик токоподвода во время сварки. Следствие этого - несимметричность сварного соединения и появление дефектов.
Заявляемое устройство направлено на проведение контроля распределения токов во время сварки по отдельным секторам токоподвода и регистрации его для обеспечения идентичности сварных соединений. В случае появления неравномерности распределения токов по секторам токоподвода процесс сварки прекращается до устранения причин.
Указанный результат достигается тем, что датчики магнитного поля расположены вблизи места контакта токоподвода и оболочки в плоскостях симметрии секторов токоподвода. Во время сварки по токоподводу через оболочку в заглушку протекает импульс тока, который создает вокруг токоподвода и оболочки магнитное поле, пропорциональное величине тока, причем величина магнитного поля по периметру зависит как от величины суммарного тока, так и от распределения тока по периметру токоподвода. Расположение датчиков в плоскостях симметрии секторов токоподвода позволит определить распределение токов по секторам токоподвода и своевременно выявить изменение параметров конкретного сектора.
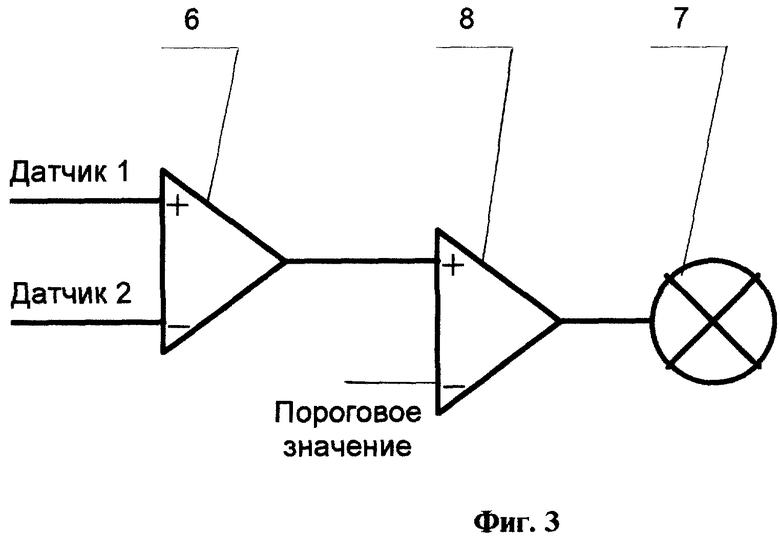
Для автоматизации процесса контроля распределения токов по секторам токоподвода устройство снабжено блоком сравнения, подключенным к датчикам магнитного поля. Устройство сравнения позволяет автоматически остановить процесс сварки в случае превышения разности токов по секторам установленного порогового значения.
Для получения более полной картины распределения сварочного тока при контактной стыковой сварке каждый датчик магнитного поля состоит из трех датчиков Холла, расположенных взаимно перпендикулярно. В связи с тем, что токи при сварке могут изменяться не только по величине, но и по направлению, регистрация напряженности магнитного поля по трем осям позволит более точно регистрировать симметричность распределения тока.
В связи с тем, что качество сварного соединения зависит не только от величины суммарного тока, но и от распределения его по толщине оболочки, устройство снабжено не менее чем двумя датчиками магнитного поля в каждой плоскости симметрии секторов разъемного токоподвода на различном расстоянии от места контакта токоподвода и свариваемой оболочки.
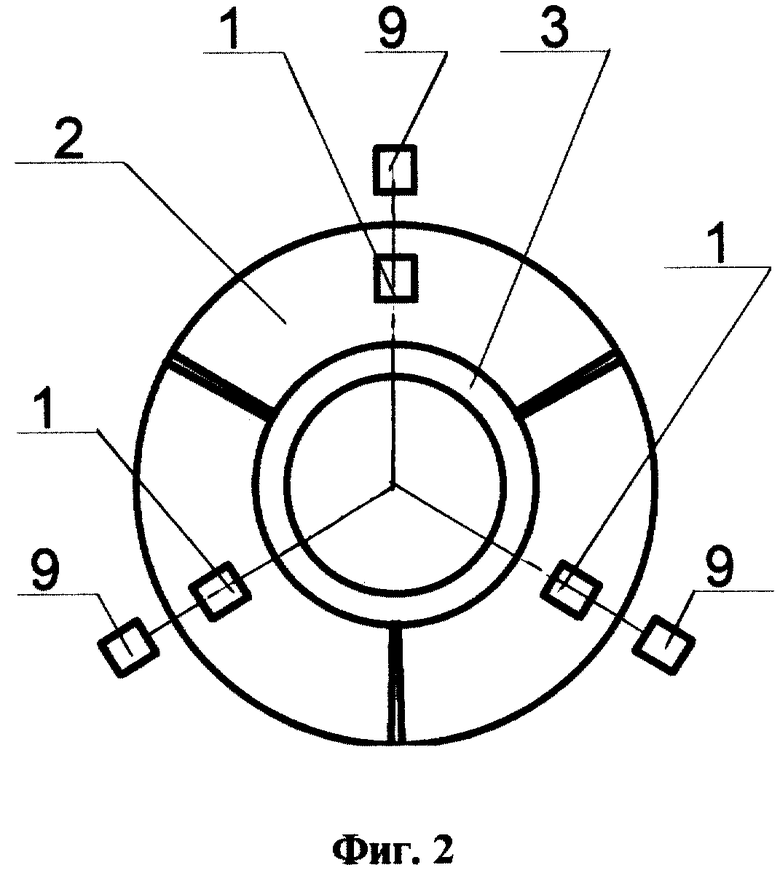
На фиг. 1 и фиг. 2 изображена конструкция устройства для бесконтактного контроля сварочного тока.
Устройство содержит датчики магнитного поля 1, расположенные вблизи места контакта токоподвода 2 и оболочки 3 на плоскостях симметрии секторов токоподвода. Датчики магнитного поля соединены с регистратором 4. Во время сварки по токоподводу 2 через оболочку 3 в заглушку 5 протекает импульс тока, который создает вокруг токоподвода и оболочки магнитное поле, пропорциональное величине тока, причем величина магнитного поля по периметру зависит как от величины суммарного тока, так и от распределения тока по периметру токоподвода. Регистратор позволяет просмотреть динамический процесс изменения сварочных токов после окончания сварки. Расположение датчиков на плоскостях симметрии секторов токоподвода позволит определить распределение токов по секторам токоподвода и своевременно выявить изменение параметров конкретного сектора.
В качестве датчиков магнитного поля использованы датчики Холла. В качестве регистратора - персональный компьютер с быстродействующим аналого-цифровым преобразователем (АЦП). Стандартное программное обеспечение, поставляемое с АЦП, позволяет не только просмотреть на экране монитора динамику изменения сварочных токов, но и производить измерение параметров сварочного импульса.
На фиг. 3 представлена схема устройства сравнения. Устройство сравнения состоит из дифференциального усилителя 6, соединенного с индикатором 7 через компаратор 8.
Для контроля стабильности распределения сварочного тока по толщине оболочки устройство контроля снабжено дополнительными датчиками магнитного поля 9 (см. фиг. 1 и фиг. 2), которые находятся на различном, относительно датчиков 1, расстоянии от места контакта токоподвода и свариваемой оболочки. Поверхностная часть тока и часть тока, проходящая в глубине оболочки, дают различные составляющие магнитного поля на датчики, находящиеся на различном расстоянии от места протекания токов. Стабильность магнитного поля на различном расстоянии от места контакта токоподвода и свариваемой оболочки позволяют судить и о стабильности распределения токов по толщине оболочки.
Список используемой литературы
1. Авторское свидетельство СССР 1769806, 1988 г., кл. G 01 R 19/00.
2. Авторское свидетельство СССР 1642407, 1988 г., кл. G 01 R 19/00.
3. Патент RU 2082574 C1, 1997, бюл. 18, кл. В 23 К 11/02.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 1997 |
|
RU2139176C1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2008 |
|
RU2464139C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2313431C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| АГРЕГАТ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2249863C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293636C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
Использование: в технике сварки, в частности в контактной стыковой сварочной технике герметизации твэлов для ядерных реакторов. Технический результат заключается в контроле распределения токов во время сварки по отдельным секторам токоподвода для обеспечения идентичности сварных соединений. Устройство контроля содержит датчики магнитного поля, расположенные по периметру разъемного токоподвода вблизи контакта токоподвода и оболочки, соединенные с регистратором, датчики расположены в плоскостях симметрии секторов токоподвода, что позволяет своевременно выявить наличие несимметричности тока по периметру. Более точный контроль достигается при выполнении каждого датчика из трех взаимно перпендикулярно расположенных датчиков Холла, так как при этом контролируется не только величина, но и распределение сварочных токов по различным направлениям. Введение устройства сравнения, подключенного к датчикам магнитного поля, позволяет остановить процесс сварки при наличии несимметрии тока свыше установленного порогового значения. Датчики, расположенные на различном расстоянии от места контакта токоподвода и оболочки, позволяют контролировать стабильность распределения токов по толщине оболочки. 2 з.п. ф-лы, 3 ил.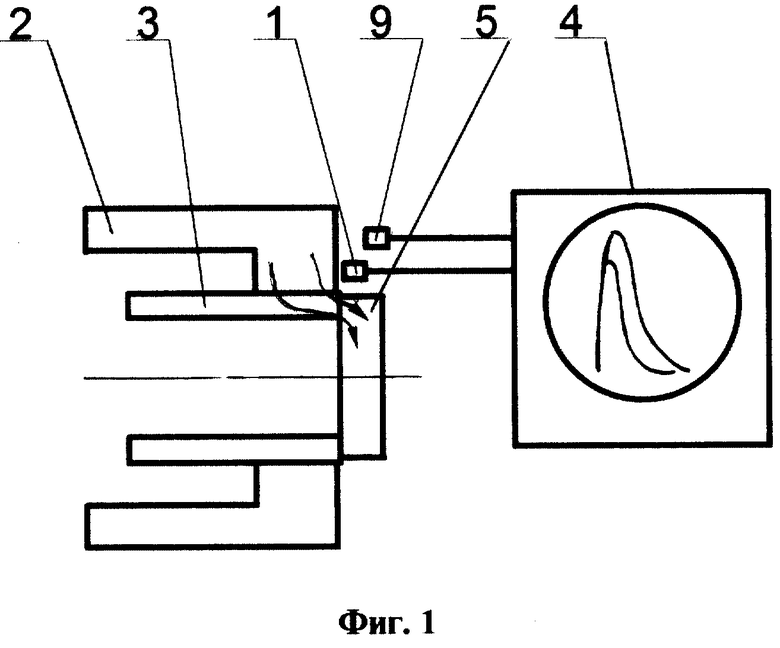
| Устройство для бесконтактного измерения сварочного тока | 1988 |
|
SU1642407A1 |
| SU 1769806 А, 15.10.1992 | |||
| Устройство для измерения сварочногоТОКА | 1979 |
|
SU846174A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094194C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ | 1985 |
|
SU1292280A1 |
| ИСТОЧНИК РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ И ЕГО ПРИМЕНЕНИЕ И СПОСОБ ГЕНЕРАЦИИ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2012 |
|
RU2611051C2 |
| US 4242561 А, 30.12.1980. | |||

