Изобретение относится к машиностроению и может быть использовано для герметизации стержневых тепловыделяющих элементов (твэлов) ядерных реакторов с металлическими оболочками.
Основным требованием, определяющим работоспособность твэлов, является их герметичность, которая в значительной степени зависит от качества сварных швов. В настоящее время все большее развитие в производстве твэлов получает контактная стыковая сварка сопротивлением. Для использования этого метода необходимо специальное устройство, которое выполняет одновременно несколько функций и от надежности работы которого зависит качество сварки. Устройство должно фиксировать оболочку в заданном положении, не допуская ее осевых перемещений при приложении сварочного усилия, предохранять конец оболочки в зоне сварки от недопустимых деформаций, обеспечивать равномерный по периметру соединения токоподвод и теплоотвод в процессе сварки, иметь определенную величину электрического сопротивления, которое зависит от электротехнических и механических свойств свариваемых материалов и геометрических размеров сварного соединения. Работа устройства сопровождается циклическими термическими и механическими нагрузками, действующими в радиальном по отношению к оболочке и осевом направлениях, в условиях наличия мелкодисперсной абразивной пыли двуокиси урана, таблетками из которой загружаются твэлы.
Известно устройство для формирования соединения при контактно-стыковой сварке трубы с заглушкой, содержащее собранные между собой в пакет токоподвод, обойму из неэлектропроводного материала, в которой расположен кольцевой упор холодильник (КУХ), выполненный из набора металлических пластин, соединенных электрически посредством специально устанавливаемых в конусные отверстия полых конических шунтов (А.с. СССР №1508458 В23K 11/02, бюл. №15).
Недостатком известного решения является нестабильность электрического сопротивления как из-за его изменения под действием динамических нагрузок на устройство, так и из-за невозможности обеспечить равномерный контакт шунта с шунтируемой поверхностью отверстия.
Изменение сопротивления устройства является трудоемкой операцией, требующей изготовления специальных шунтов с жесткими допусками и профессиональных навыков.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для формирования соединения при контактной стыковой сварке сопротивлением трубы с заглушкой, состоящее из собранных между собой в пакет кольцевого токоподвода, обоймы из неэлектропроводного материала, в которой расположен кольцевой упор-холодильник, выполненный из набора металлических пластин, соединенных электрически посредством специально устанавливаемых в конусные отверстия при помощи шпилек пластинчатых шунтов (см. А.c. СССР №1676768 В23K 11/02, 1987 г. - прототип). Устройство сложно в изготовлении, так как требует точного соответствия друг другу конусных поверхностей отверстий и шпилек, в противном случае не обеспечивается одинаковое электрическое сопротивление между шунтируемыми поверхностями и шунтами как по длине шунта, так и в целом от шунта к шунту. Выполнение шунта П-образной формы ограничивает площадь шунтирования, что уменьшает работоспособность шунта, особенно при повышенных токовых нагрузках.
Так как шпильки, фиксирующие шунты, выполнены из металла, то они сами по себе также являются шунтом, поэтому устройство не пригодно для работы при сопротивлении упора-холодильника ниже 2000 мкОм.
Технической задачей изобретения является упрощение конструкции устройства, повышение надежности его работы и расширение технических возможностей.
Решение поставленной задачи достигается тем, что в известном устройстве, состоящем из собранных между собой в пакет кольцевого токоподвода, составной обоймы из диэлектрического материала, в которой расположен кольцевой упор-холодильник, выполненный из набора металлических пластин, электрически соединенных посредством шунтов, установленных в отверстиях, выполненных в устройстве, и обладающий повышенным сопротивлением сварочному току, согласно изобретению, шунты зафиксированы в отверстиях устройства при помощи эластичных пробок, в которые вкручены резьбовые ввертыши, при этом отверстия устройства имеют цилиндрическую форму, пробки выполнены из диэлектрического материала, а длина развертки шунта превышает длину окружности отверстия устройства, в которое шунт установлен.
Представленная совокупность признаков является новой, обладает изобретательским уровнем и решает поставленную техническую задачу, так как:
- фиксирование шунтов с помощью эластичных пробок упрощает конструкцию устройства и технологию его изготовления, а также обеспечивает быструю замену шунтов при необходимости;
- резьбовые ввертыши, устанавливаемые в эластичные пробки, распирают их в радиальном направлении и обеспечивают равномерный и плотный контакт шунта с ответной поверхностью отверстия, что обеспечивает стабильность электрического сопротивления устройства и надежность его работы;
- выполнение отверстий цилиндрической формы упрощает конструкцию устройства и уменьшает вероятность смещения шунтов и изменения электрического сопротивления;
- наличие пробок из диэлектрического материала расширяет технические возможности устройства, так как позволяет использовать его при величине электрического сопротивления от нескольких тысяч до тысячи микроом. Возможность установки шунтов различной длины, в том числе и многослойных, расширяет технические возможности устройства по величине и плавности регулировки сопротивления.
Сущность изобретения поясняется чертежом.
На чертеже представлен общий вид устройства.
Устройство для формирования соединения при контактной стыковой сварке трубы с заглушкой состоит из секторов, образованных собранными между собой в пакет при помощи заклепок (винтов) 1 кольцевого токоподвода 2, обоймы 3, в которой расположен кольцевой упор-холодильник 4, состоящий из бронзовых пластин и обладающий повышенным электрическим сопротивлением. В каждом секторе устройства имеется цилиндрическое отверстие 5, в котором установлены пробки 6 из эластичного материала, например из резины, в виде стандартного жгута диаметром 5-6 мм. В пробки вкручены резьбовые ввертыши 7, распирающие их в радиальном направлении и прижимающие шунты 8, представляющие собой пластины из тонколистового металла, к поверхности отверстия 5. В качестве простейших ввертышей могут быть использованы шурупы или винты диаметром 3-4 мм. Толщина шунтов и их материал подбирается экспериментально. Обычно они выполняются из проката, имеющего толщину от 0,02 до 0,1 мм. Если сопротивление устройства велико, то дополнительно устанавливаются пластинчатые шунты между наружной поверхностью кольцевого упора-холодильника и изолирующей части обоймы (на чертеже не показано).
Устройство работает следующим образом.
Свариваемую трубу (изображена пунктиром) помещают в устройство. Секторы устройства, собранные в пакет при помощи винтов 1, сжимают, например, цанговым зажимом (на чертеже не показан) и фиксируют трубу от осевых перемещений. К торцу трубы прижимают сварочным усилием привариваемую заглушку (на чертеже не показана). Так как кольцевой упор-холодильник 4 имеет большое электрическое сопротивление, то при включении сварочного тока часть его проходит от кольцевого токоподвода 2 непосредственно к участку трубы, ограниченному шириной кольцевого упора-холодильника, изолированного обоймой 3, а другая его часть за счет шунтов 8, прижатых эластичными пробками 6 к поверхности отверстия 5 ввертышами 7, минует тело трубы и идет непосредственно к ее торцу. Тем самым уменьшается разогрев трубы на участке сварки и регулируется качество сварного соединения. При необходимости оперативного изменения сопротивления устройства ввертыши 7 выворачиваются, диаметр эластичной пробки уменьшается, и она легко вынимается из отверстия. Для получения требуемого сопротивления в отверстия вместе с эластичной пробкой устанавливаются новые шунты из другого материала или других размеров, после чего вновь вкручиваются резьбовые ввертыши.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2286235C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 1997 |
|
RU2139176C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2008 |
|
RU2464139C2 |
| Устройство для формирования соединения при контактной стыковой сварке трубы с заглушкой | 1987 |
|
SU1508458A1 |
| Устройство для формирования соединения при контактной стыковой сварке трубы с заглушкой | 1989 |
|
SU1676768A2 |
| Способ контактной стыковой сварки сопротивлением трубы с заглушкой | 1987 |
|
SU1596576A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ (ВАРИАНТЫ) | 2005 |
|
RU2293633C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| ТВЭЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2082574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
Изобретение относится к машиностроению, а именно к устройствам для формирования соединения контактной стыковой сваркой сопротивлением трубы с заглушкой при герметизации стержневых тепловыделяющих элементов ядерных реакторов. Устройство содержит собранные между собой в пакет кольцевой токоподвод и обойму из диэлектрического материала. В обойме расположен кольцевой упор-холодильник, обладающий повышенным сопротивлением сварочному току и представляющий собой набор металлических пластин, электрически соединенных посредством шунтов, установленных в отверстиях устройства. Шунты имеют цилиндрическую форму и зафиксированы в отверстиях при помощи пробок, в которые установлены резьбовые ввертыши. Отверстия имеют цилиндрическую форму, а пробки выполнены из эластичного диэлектрического материала. Длина развертки поверхности шунта больше длины окружности отверстия, в которое шунт установлен. Упрощается конструкция устройства, повышается его надежность и расширяются технологические возможности. 1 з.п. ф-лы, 1 ил.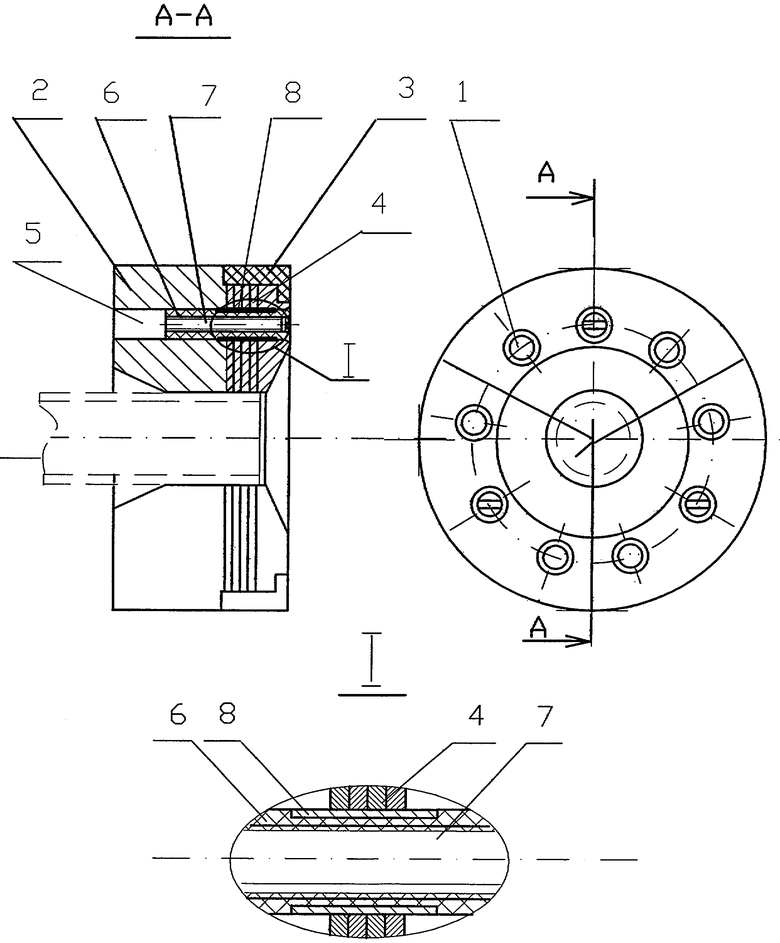
| Устройство для формирования соединения при контактной стыковой сварке трубы с заглушкой | 1989 |
|
SU1676768A2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 1997 |
|
RU2139176C1 |
| Устройство для формирования соединения при контактной стыковой сварке трубы с заглушкой | 1987 |
|
SU1508458A1 |
| Устройство для формирования соединения при контактной сварке | 1977 |
|
SU664785A1 |
| JP 9225644 A, 02.09.1997 | |||
| JP 9220669 A, 26.08.1997. | |||

