Изобретение относится к сварке и может быть использовано при сварке погруженным неплавящимся электродом различных по теплофизическим свойствам металлов больших и средних толщин.
Целью изобретения является улучшение качества сварного соединения путем повышения стабильности процесса сварки.
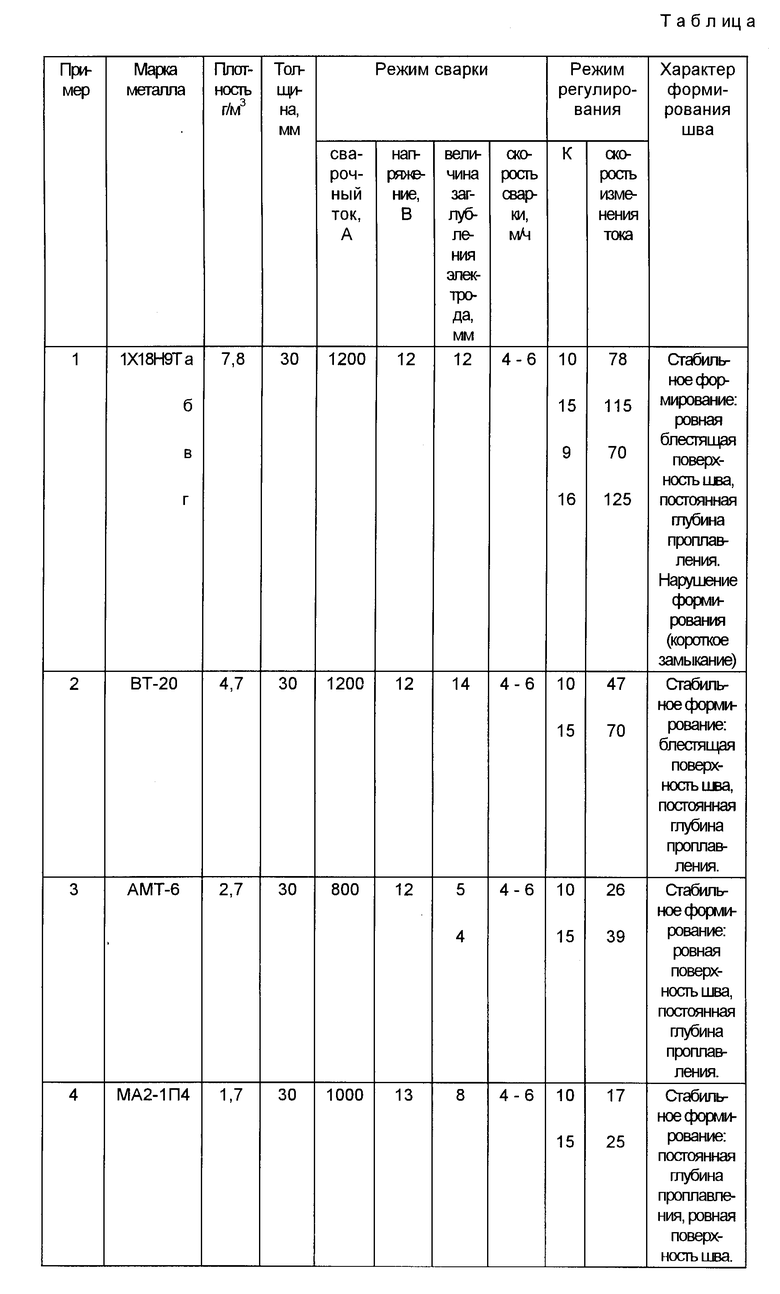
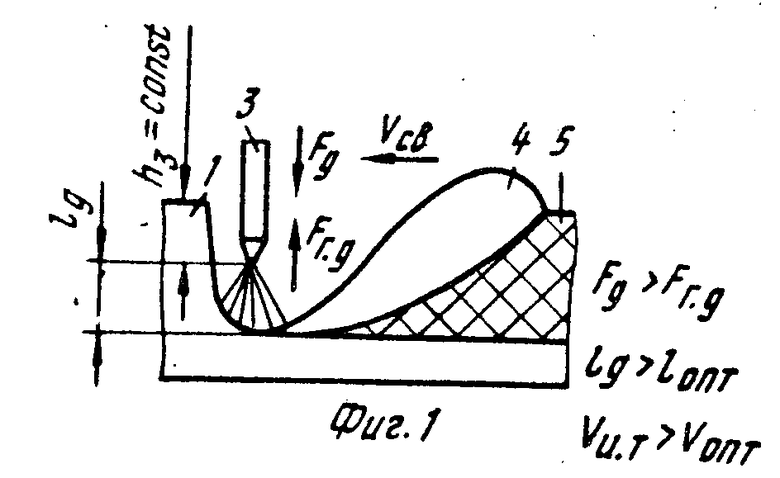
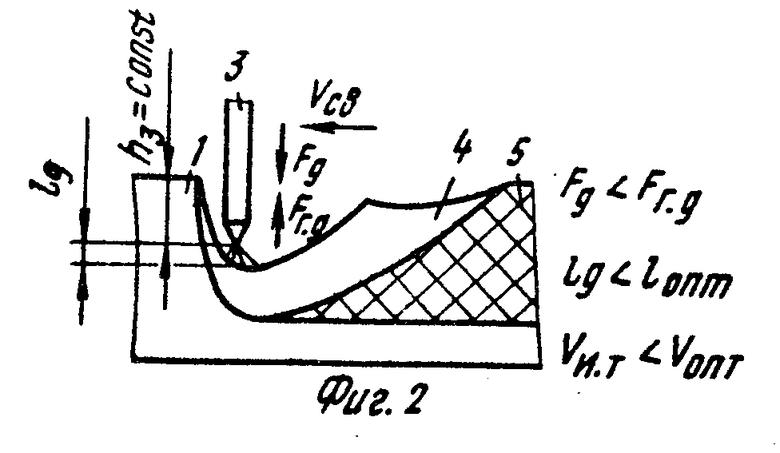
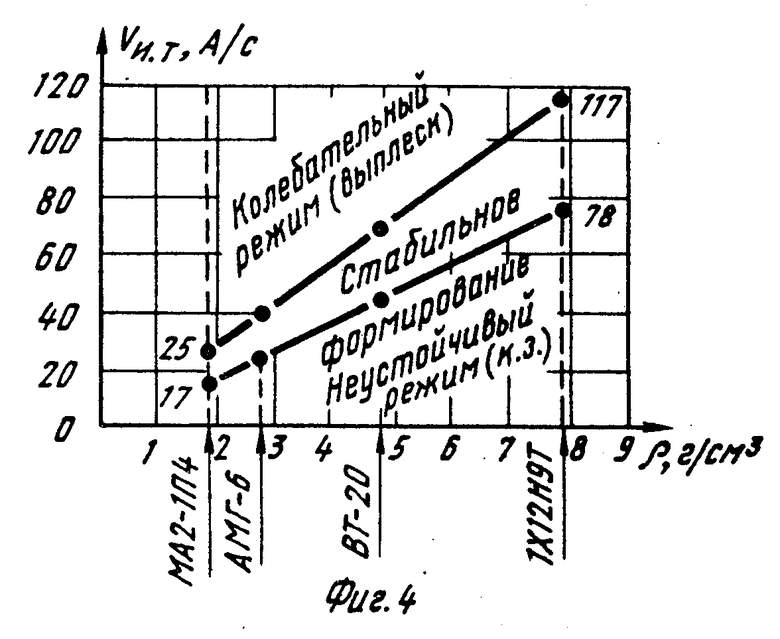
На фиг. 1 3 представлены схемы формирования шва соответственно при колебательном режиме, при коротком замыкании, при стабильном формировании; на фиг. 4 графическая зависимость скорости изменения тока от плотности металла.
При сварке погруженным электродом с регулированием сварочного тока давление дугового разряда Fд при погружении электрода уравновешено гидростатическим столбом жидкого металла Fг.д. При постоянном заглублении электрода заданное напряжение дуги или длина дугового промежутка lд между электродом и металлом дна ванны поддерживается за счет изменения давления дуги.
При уменьшении длины дуги необходимо увеличить давление и вытеснять часть жидкого металла из-под электрода, т.е. увеличить сварочный ток, при увеличении длины дуги уменьшить ток. Если при возмущении, вызвавшем уменьшение дугового напряжения, скорость изменения сварочного тока Vи.т превышает некоторую величину, определяемую плотностью свариваемого металла (см. фиг. 1), то при увеличении тока возросшее давление дуги Fд выбрасывает жидкой металл ванны, оголяет дно сварочной ванны, опережая скорость плавления основного металла. Давление дуги в этом случае не может быть уравновешено гидростатическим давлением жидкого металла ванны Fг.д и воспринимается большей частью твердым металлом.
После такого резкого воздействия длина дуги lд возрастает, превышая заданное значение, и, если сварка не прервалась полностью, то восстанавливается через несколько периодов колебательного процесса. Такой процесс наблюдается большей частью при сварке легких металлов.
При недостаточной Vи.т возрастающее значение сварочного тока и возрастающее Fд могут оказаться недостаточными для преодоления Fг.д и произойдет закорачивание электрода на жидкий металл (см. фиг. 2). Такое явление чаще наблюдается при сварке сталей. Всякое изменение сварочного тока отражается на формировании поверхности шва. Поэтому Vи.т при уменьшении тока, т.е. когда процессу сварки не грозит закорачивание электрода, должна быть меньше, чем при увеличении. В этом случае формирование шва сохраняется в требуемых пределах.
Пример. Сваривали образцы из стали 1Х8П9Т толщиной 30 мм (см. фиг. 1). Образец 1 устанавливали в приспособление, возбуждали дугу и заглубляли электрод 3 и сварочную ванну на величину h3 12 мм, поддерживая при этом заданное напряжение дуги (длину дуги lд) за счет регулирования сварочного тока в сторону увеличения по зависимости Vи.т=K•ρ, где K 15; ρ= 7,9 г/см3.
Давлением дуги жидкий металл 4 оттеснялся в хвост ванны, образуя шов 5. В процессе сварки дуговое напряжение поддерживали за счет регулирования сварочного тока, причем скорость изменения тока (устанавливаемая перед сваркой) в диапазоне 78 115 А/с увеличивалась (при возможном уменьшении дугового напряжения) на Vи.т 115 А/с и уменьшалась Vи.т 78 А/с при увеличении дугового напряжения. В процессе эксперимента установлено, что малейшее отклонение от указанного диапазона скоростей изменения тока приводило к неустойчивым режимам (см. фиг. 2).
В таблице представлены экспериментальные данные, полученные при сварке материалов, имеющих различную плотность. Как показали эксперименты (см. табл. 1), для ликвидации указанных недостатков (колебательный режим или короткое замыкание) необходимо регулировать скорость изменения сварочного тока в зависимости от плотности металла по зависимости Vи.т=(10-15) ρ, причем скорость изменения тока необходимо уменьшать при увеличении дугового промежутка и увеличивать при его уменьшении.
Критерием стабильного формирования шва являлась ровная, блестящая поверхность шва и постоянная глубина проплавления, определяемая по макрошлифам. Таким образом, проведенные эксперименты показали, что коэффициент пропорциональности K должен быть в пределах 10 15, причем в случае уменьшения его наблюдается короткое замыкание, а при увеличении выплески.
Блок регулирования тока может быть как электромеханический, так и электронный. Последний имеет предпочтение, так как исключает инерционность в системе регулирования.
Способ позволяет повысить точность регулирования, а значит, и стабильность процесса и, как следствие, значительно улучшить качество сварного соединения. Также повышается производительность процесса и снижается в 2 3 раза трудоемкость изготовления сварного соединения толщиной 10 30 мм за счет возможности проведения односторонней сварки без разделки кромок и применения присадочного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146189C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2053073C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ регулирования максимальной ширины сварочной ванны при автоматической сварке | 2016 |
|
RU2650461C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
Изобретение относится к сварке в защитных газах и позволяет улучшить качество соединений при сварке погруженным неплавящимся электродом путем поддержания постоянного дугового напряжения регулированием скорости изменения сварочного тока. Скорость изменения сварочного тока регулируют в зависимости от плотности свариваемого металла по соотношению Vи.т=K•ρ,, где Vи.т - скорость изменения тока, А/с; K - коэффициент 10 - 15 А•см3/(г•с); ρ- плотность свариваемого металла, г/см3. При увеличении дугового промежутка скорость изменения тока уменьшают, а при уменьшении - увеличивают. Способ позволяет снизить трудоемкость изготовления сварного соединения толщиной 10 - 30 мм за счет возможности односторонней сварки без разделки кромок и применения присадочного металла. 4 ил., 1 табл.
Способ регулирования процесса дуговой сварки погруженным неплавящимся электродом, при котором напряжение на дуге поддерживают постоянным с обеспечением неизменного расстояния сварочной головки от поверхности изделия, отличающийся тем, что, с целью улучшения качества сварного соединения путем повышения стабильности процесса сварки, в качестве регулируемого параметра используют скорость изменения сварочного тока Vu.т в зависимости от плотности свариваемого металла по соотношению
Vи.т = K•ρ,
где К коэффициент, равный (10-15)А • см3/(г • с);
ρ плотность свариваемого металла, г/см3,
при этом при увеличении напряжения на дуге уменьшают скорость изменения сварочного тока, а при уменьшении напряжения на дуге увеличивают скорость изменения сварочного тока в пределах указанного соотношения.
| Способ электродуговой сваркимодулированным током с низкой частотой | 1974 |
|
SU508356A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Симоник А.Г | |||
| и др | |||
| Сварка погруженным неплавящимся электродом с регулированием сварочного тока | |||
| Сварочное производство | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Насос | 1917 |
|
SU13A1 |
