Изобретение относится к машиностроению, в частности к изготовлению тепловыделяющих элементов атомных станций, преимущественно с оболочками из сплавов циркония, герметизация которых осуществляется контактно-стыковой сваркой.
Известен способ герметизации твэлов по патенту РФ №2140674, G 21 С 21/02, включающий подготовку свариваемых деталей под сварку, контактно-стыковую сварку одного из торцов оболочки с заглушкой с фиксацией торца оболочки в специальном приспособлении и последующий ультразвуковой контроль этого шва.
Недостатком известного способа является отсутствие информации о формировании сварного соединения при сварке, так как возможности использующегося в данном способе ультразвукового контроля не позволяют отслеживать форму и геометрию сварного соединения, которые являются важным фактором, определяющим стабильность сварки и работоспособность твэла.
Наиболее близким по технической сущности и достигаемому результату - прототипом, является способ изготовления твэлов, представляющих собой трубчатые оболочки из сплава циркония по патенту РФ №2127457, 6 G 21 С 3/10, 21/00, 21/02, В 23/К 11/02, 15/00.
Способ предусматривает фиксацию торца оболочки с некоторым заглублением в сварочной оснастке, имеющей заданное электрическое сопротивление, вваривание заглушки в стенку оболочки между ее наружной и внутренней поверхностью на глубину не менее двух толщин стенок оболочки с регулировкой параметров режима сварки в зависимости от величины сопротивления сварочной оснастки.
Однако способ не учитывает практически всегда имеющуюся неравномерность прогрева и деформацию свариваемых деталей, как между собой, так и по периметру сварного соединения, что отрицательно сказывается на формировании сварных соединений.
Технической задачей изобретения является обеспечение эксплуатационной надежности твэлов.
Решение технической задачи достигается тем, что в известном способе контактно-стыковой сварки оболочки твэла с заглушкой, заключающемся в установке конца оболочки с заглублением в сварочной оснастке, состоящей из отдельных секторов, имеющей заданную величину электрического сопротивления, и вваривание заглушки в стенку оболочки с регулировкой параметров режима сварки в зависимости от величины сопротивления сварочной оснастки на глубину не менее двух толщин стенок оболочки, согласно формуле изобретения сварку осуществляют на режимах, обеспечивающих распределение выдавленного из стыка металла-грата, между, находящейся под оболочкой внутренней и наружной его частями в отношении, не превышающем 3-х, а отношение площадей участков внутреннего грата в любом диаметральном сечении сварного соединения, выполненном вдоль его оси, не более двух.
Представленная совокупность признаков является новой, неизвестной из уровня техники и обеспечивает достижение поставленной цели, так как проведенные эксперименты показали что:
- если режимы сварки и сопротивление сварочной оснастки выбраны такими, что распределение объема, выдавленного из стыка грата, между внутренней частью сварного соединения, находящейся под оболочкой, и его наружной частью составляет более 3-х, (например, при величине сопротивления сварочной оснастки более 1000 мкОм, величине сварочного тока порядка 13-15 кА, и значении сварочного усилия, близкого к минимально допустимому), то увеличивается прогрев оболочки, ухудшается внешний вид сварного соединения за счет образования поджогов на оболочке и снижается коррозионная стойкость сварного соединения;
- поддержание величины отношения площадей участков внутреннего грата в любом диаметральном сечении сварного соединения, выполненном вдоль его оси, не более двух, исключает возможность появления непроваров в сварном соединение за счет неравномерности его нагрева и деформации свариваемых деталей, которые существующими методами неразрушающего контроля могут не выявляться. Указанная величина отношения зависит как от значения равномерности сопротивления секторов сварочной оснастки по периметру оболочки, которое не должно отличаться более чем на 30%, так и от величины несовпадения осей оболочки и заглушки при сварке, составляющей на практике до 16%.
Предлагаемый способ поясняется чертежами.
На фиг.1 представлена схема выполнения способа.
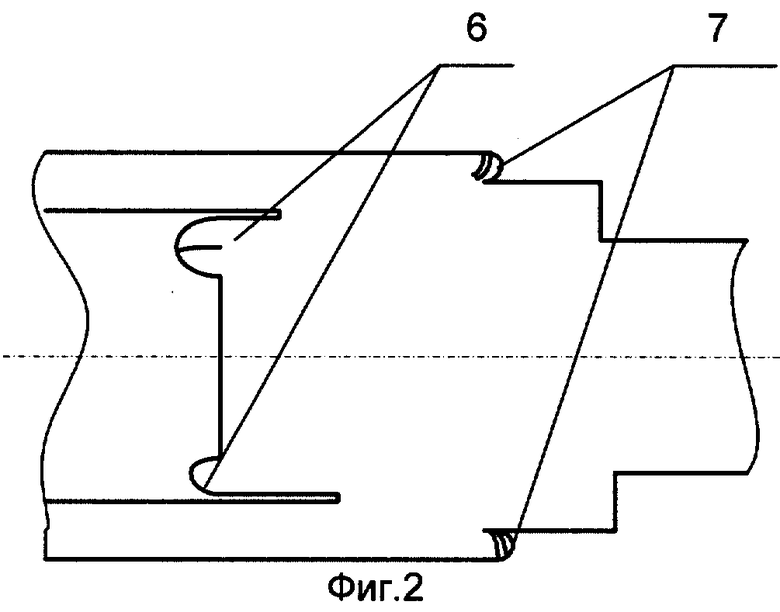
На фиг.2 приведено продольное сечение образца сварного соединения.
Предлагаемый способ реализуется следующим образом.
Оболочка 1 зажимается в состоящей из отдельных секторов сварочной оснастке 2, установленной в цанговом зажиме 3 и имеющей заданную величину электрического сопротивления. Заглубление торца оболочки в зависимости от конструкции заглушки 4, установленной в электроде 5, и величины электрического сопротивления сварочной оснастки 2, составляет 1-2 толщины стенки оболочки. С увеличением максимального диаметра и длины ее ввариваемой части, уменьшением сопротивления сварочной оснастки, величина заглубления торца оболочки также увеличивается. При величине заглубления торца оболочки меньше толщины ее стенки, как правило, диаметр наружной части грата превышает исходный диаметр оболочки. Распределение сварочного тока (I) по сечению сварного соединения, а соответственно и равномерность прогрева свариваемых деталей, зависит от равномерности сопротивления сварочной оснастки 2 по периметру оболочки. Величина сопротивления сварочной оснастки предварительно измеряется до начала сварки. Перед началом сварки твэлов выполняют сварку образцов для изготовления продольных (выполненных вдоль оси твэла) шлифов, на которых при металлографическом контроле оценивают соотношение внутреннего 6 и наружного 7 грата, путем сравнения его площадей в контролируемом сечении. Если это соотношение больше трех, то изменяют условия сварки либо за счет уменьшения сопротивления сварочной оснастки 2, либо за счет увеличения сварочного усилия. Затем вновь выполняют сварку образцов с оценкой грата на шлифах. Одновременно с этим оценивают также соотношение площадей участков внутреннего грата 6, расположенных с двух сторон диаметральной площади шлифа. Если это соотношение больше двух, то также производят дополнительную настройку оборудования путем замены сварочной оснастки или корректировки несоосности (δ) ее частей, определяющих соосность оболочки и заглушки при сварке. Только после получения положительного результата металлографической оценки качества шлифов начинают сварку штатных изделий.
Примером конкретного выполнения предлагаемого способа является изготовление твэлов типа ВВЭР, герметизируемых контактно-стыковой сваркой. Оболочка твэла имеет толщину порядка 0,65 мм. После подачи ее конца в сварочную установку ее зажимают электродным устройством в цветовом зажиме, сектора которого имеют сопротивление в пределах 300-1000 мкОм. Максимальный диаметр заглушки равен 8,25 мм. Величина заглубления торца оболочки в сварочной оснастке - 0,8-1 мм. Перед сваркой штатных изделий изготавливают образцы для оценки состояния оборудования и сварочной оснастки, По крайней мере, из одного образца выполняется продольный шлиф для металлографического контроля сварного соединения, на котором определяют распределение грата в контролируемом сечении сварного соединения. При положительных результатах контроля разрешается сварка штатных изделий. Если полученные соотношения распределения грата не удовлетворяют установленным требованиям, выполняют регулировку величины сопротивления сварочной оснастки путем подбора и установки специальных шунтов, изменяющих сопротивление секторов оснастки, или заменяют эту оснастку на новую. После этого вновь выполняют сварку образца с последующим контролем соосности сварного соединения и выполнением продольного шлифа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2291769C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2381881C2 |
| ТВЭЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2082574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2246771C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2355533C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293635C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 1997 |
|
RU2139176C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2302673C2 |
Изобретение относится к машиностроению, а именно к изготовлению тепловыделяющих элементов атомных станций, герметизацию которых осуществляют контактно-стыковой сваркой. Способ сварки оболочки твэла с заглушкой заключается в установке конца оболочки с заглублением в сварочной оснастке, имеющей заданную величину электрического сопротивления, и вваривании заглушки в стенку оболочки на глубину не менее двух толщин стенки оболочки с регулировкой параметров режима сварки. Сварку осуществляют на режимах, обеспечивающих распределение между площадями выдавленных из стыка участков внутреннего, находящегося под оболочкой, и наружного металла-грата в соотношении, не превышающем трех. Отношение площадей участков внутреннего металла-грата, расположенных с двух сторон в любом диаметральном сечении сварного соединения, выполненном вдоль его оси, не более двух. Это позволит повысить эксплуатационную надежность твэлов за счет качественного формирования сварных соединений. 2 ил.
Способ контактно-стыковой сварки оболочки твэла с заглушкой, включающий установку конца оболочки с заглублением в сварочную оснастку, имеющую заданную величину электрического сопротивления, и вваривание заглушки в стенку оболочки на глубину не менее двух толщин стенки оболочки с регулировкой параметров режима сварки, отличающийся тем, что сварку осуществляют на режимах, обеспечивающих распределение между площадями выдавленных из стыка участков внутреннего, находящегося под оболочкой, и наружного металла-грата в соотношении, не превышающем трех, а отношение площадей участков внутреннего металла-грата, расположенных с двух сторон в любом диаметральном сечении сварного соединения, выполненном вдоль его оси, не более двух.
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1999 |
|
RU2166215C2 |
| Способ контактной стыковой сварки сопротивлением трубы с заглушкой | 1987 |
|
SU1596576A1 |
| JP 5196760 A, 06.08.1993. | |||

