Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления длинномерных профильных деталей малой кривизны.
Известна машина для гибки-прокатки прессованных профилей по а.с. СССР 727269, кл. B 21 D 7/05, содержащая верхний жесткий ролик и нижний ролик с эластичным покрытием. Недостаток данной машины заключается в невозможности получения профилей знакопеременной кривизны.
Известно устройство по а.с. СССР 1129001, кл. B 21 D 7/06, содержащее тянущие ролики, один из которых установлен с возможностью перемещения в плоскости подачи. Недостатком данной конструкции является невозможность изготовления деталей знакопеременной кривизны.
Известен роликовый профилегибочный малковочный станок ПГМ-1 (А.Н.Громова, В. И. Завьялова, В.К.Коробов. Изготовление деталей из листов и профилей при серийном производстве. - М.: Оборонгиз, 1960, с. 87, фиг.2.37).
Станок предназначен для одновременной гибки и малковки профилей. Недостатком данного станка является необходимость иметь для каждой детали специальную оправку, повторяющую форму детали, что существенно ограничивает возможности станка и удорожает производство деталей.
Данная конструкция наиболее близка к предлагаемому устройству. Предлагаемым изобретением решается задача получения профильных деталей как одинарной, так и знакопеременной кривизны с переменной малкой по длине профиля. Длина профиля не ограничивается применением оправки, как в предыдущем варианте.
Для достижения этого технического результата в устройстве, содержащем две пары подающих роликов во избежание проскальзывания, причем один из каждой пары роликов установлен с возможностью перемещения в направлении другого ролика для зажатия подаваемого профиля, установлена поворотная гибочная платформа с возможностью ее вращения вокруг вертикальной оси в обе стороны. На платформе установлены два гибочно-малковочных кулачка, выполненных в виде наклонных цилиндров с углом наклона, равным максимальному углу малки. При синхронном встречном вращении кулачков линия соприкосновения будет наклоняться до максимума при повороте на 90o и при дальнейшем повороте на 90o вернется в исходное положение. Если продолжить вращение еще на 180o, то линия соприкосновения будет наклоняться в другую сторону до максимального значения и снова до нуля. Но для подавляющего большинства профилей достаточно, чтобы малка изменялась от нуля до максимального значения, то есть поворот гибочно-малковочных кулачков будет равен 90o.
Отличительными признаками предлагаемого устройства в сравнении с известным станком являются наличие двух пар подающих роликов и поворотной платформы с расположенными на ней гибочно-малковочными кулачками, выполненными в виде наклонных цилиндров, установленных с возможностью синхронного вращения вокруг вертикальных осей, проходящих через центры нижних оснований цилиндров, кроме того, один из гибочно-малковочных кулачков установлен с возможностью возвратно-поступательного колебательного движения навстречу другому.
Благодаря наличию этих признаков возможно изготовление профильных деталей одинарной и знакопеременной кривизны с переменной малкой по длине профиля.
Предлагаемое устройство иллюстрируется чертежами, представлеными на фиг. 1-4.
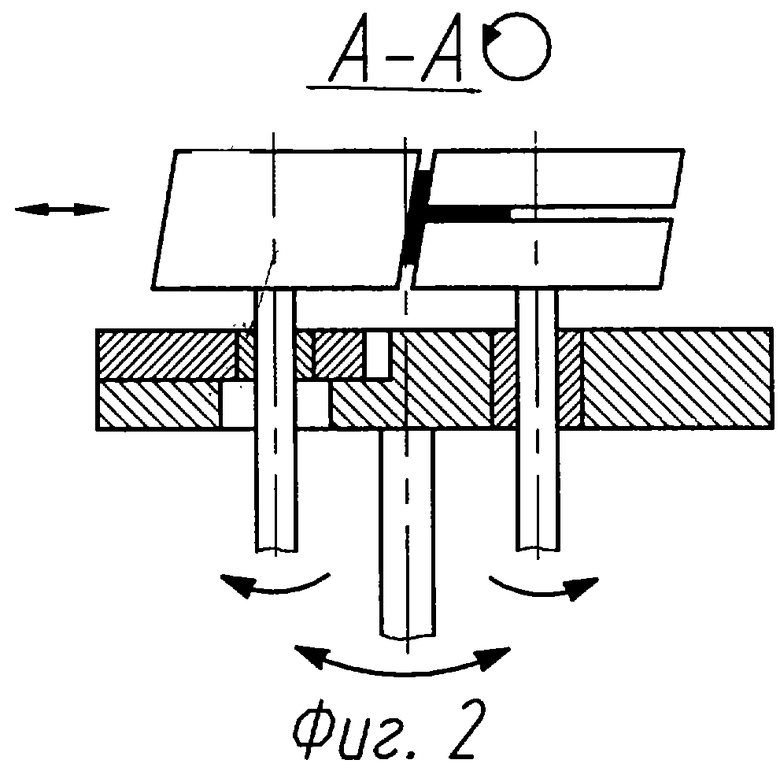
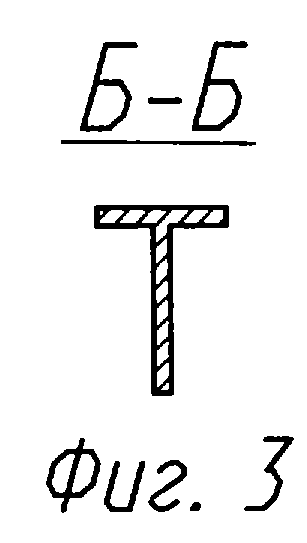
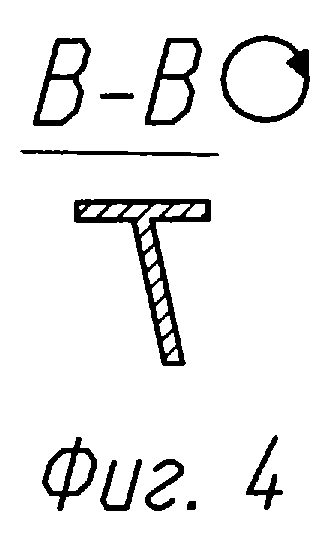
На фиг.1 показан общий вид устройства в плане; на фиг.2 показано сечение А-А; на фиг.3 показано сечение профиля до малковки Б-Б; на фиг.4 - сечение профиля после малковки В-В.
Предлагаемое устройство содержит две пары подающих роликов 1 и 2, причем один ролик из каждой пары установлен с возможностью перемещения в направлении, перпендикулярном направлению движения профиля, поворотную гибочную платформу 3, установленную с возможностью вращения вокруг вертикальной оси в обе стороны. На поворотной гибочной платформе 3 установлены два гибочно-малковочных кулачка 4 и 5. Кулачки выполнены в виде наклонных цилиндров, вращающихся синхронно во встречном направлении вокруг вертикальных осей, проходящих через центры нижних оснований. Один из кулачков 4 установлен с возможностью возвратно-поступательного навстречу кулачку 5. В кулачке 5 выполнен паз под ребро профиля.
Работа устройства осуществляется следующим образом. Заготовка 6 устанавливается в устройство, причем подвижные ролики из каждой пары подающих роликов 1 и 2 отодвинуты в исходное положение, поворотная гибочная платформа 3 находится в нейтральном положении, а гибочно-малковочные кулачки находятся в исходном положении, причем кулачок 4 отодвинут от кулачка 5 таким образом, чтобы зазор между ними был равен толщине основания профиля. Заготовка 6, одним концом установленная в зазоре между кулачками 4 и 5, зажимается подающими роликами 1 и 2, приводимыми в движение, например гидроцилиндрами (на чертеже не показаны).
Далее включается привод, например гидравлический (на чертеже не показан), возвратно-поступательного колебательного движения кулачка 4. После чего включается вращение подающих роликов 1 и 2 и начинается движение профиля.
Поворотом гибочной платформы 3 относительно вертикальной оси осуществляется гибка профиля, а синхронное встречное вращение гибочно-малковочных кулачков 4 и 5 и постоянное возвратно-поступательное колебательное движение кулачка 4 дают возможность получить переменную по длине профиля малку.
Таким образом, гибка профиля происходит за счет проталкивания его в зазор между кулачками 4 и 5 в моменты, когда кулачок 4 в ходе колебаний отходит от кулачка 5, причем направление зазора, составляющего угол α с нейтральной осью устройства, а следовательно, и кривизна профиля будут изменяться с вращением поворотной платформы 3. Малка образуется за счет колебательного движения кулачка 4, который ударами прижимает профиль к кулачку 5 в соответствии с углом, на который в данный момент повернуты кулачки. Поскольку малка в конструкции профиля изменяется плавно, синхронное вращение кулачков 4 и 5 на угол, соответствующий начальной и конечной величинам малки, обеспечивает требуемое изменение малки на профиле.
Для предотвращения появления отпечатков на профиле из-за ударов кулачка 4 частота его колебаний и скорость перемещения профиля увязаны таким образом, что удары кулачка многократно перекрываются. На фиг.3 показано сечение профиля до малковки, на фиг.4 - после малковки.
Для более эффективной работы устройства для изготовления длинномерных профильных деталей малой кривизны оно может быть снабжено устройством числового программного управления (УЧПУ), которое осуществляло бы в соответствии с программой управление тремя движениями: вращением подающих роликов (другими словами, скоростью перемещения профиля), вращением гибочной платформы и синхронным вращением гибочно-малковочных кулачков. Может быть применено любое промышленно выпускаемое УЧПУ, обеспечивающее одновременное управление тремя координатами (УЧПУ на чертеже не показано).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ, МАЛКОВКИ И РАЗМЕТКИ ШПАНГОУТОВ И МАЛКОВОЧНО-ГИБОЧНЫЙ УНИВЕРСАЛЬНЫЙ СТАН | 1948 |
|
SU85385A1 |
| Головка к профилегибочному станку | 1982 |
|
SU1050775A1 |
| Универсальный гибочный штамп преимущественно для малковки уголковых профильных заготовок на положительную малку | 1986 |
|
SU1465148A1 |
| Универсальный штамп преимущественно для малковки уголковых профильных заготовок на отрицательную малку | 1986 |
|
SU1386332A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2243050C1 |
| Устройство для правки рулонной кривизны листового проката | 1982 |
|
SU1066697A1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| МЕТАЛЛОРЕЖУЩИЙ ГЕКСАПОДНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР И ГЕКСАПОДНЫЙ МЕХАНИЗМ ДЛЯ НЕГО | 2005 |
|
RU2299797C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления длинномерных профильных деталей малой кривизны. Устройство, содержащее две пары подающих роликов, снабжено поворотной платформой с возможностью вращения вокруг вертикальной оси и расположенными на ней гибочно-малковочными кулачками, выполненными в виде наклонных цилиндров и установленными с возможностью синхронного вращения вокруг вертикальных осей, проходящих через центры нижних оснований цилиндров, при этом один из гибочно-малковочных кулачков установлен с возможностью возвратно-поступательного колебательного движения навстречу другому. Устройство обеспечивает получение профильных деталей как одинарной, так и знакопеременной кривизны с переменной малкой по длине профиля. 2 з.п.ф-лы, 4 ил.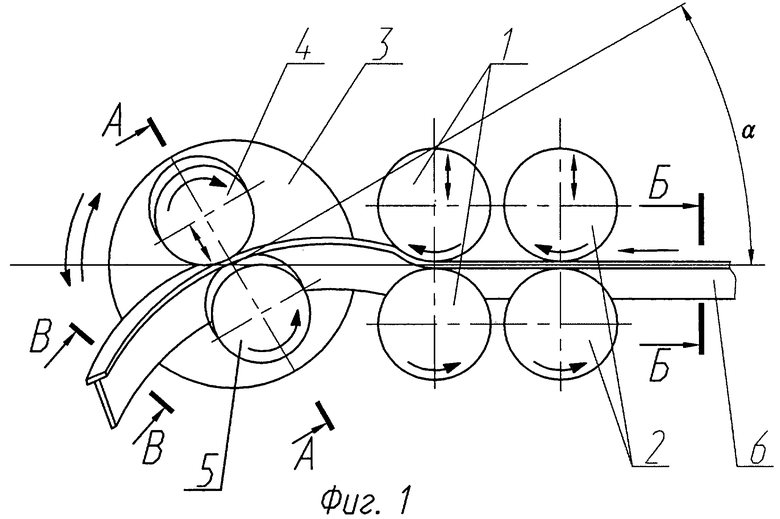
| ГРОМОВА А.Н | |||
| И ДР | |||
| Изготовление деталей из листов и профилей при серийном производстве | |||
| - М.: Оборонгиз, 1960, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Устройство для гибки профильногопРОКАТА | 1978 |
|
SU799859A1 |
| SU 761071, 07.09.1980 | |||
| Ловитель кареток на спуске подвесного конвейера | 1984 |
|
SU1217745A1 |

