Изобретение относится к абразивной промышленности, а именно к поточно-механизированным линиям для производства заготовок для производства высоких абразивных кругов на вулканитовой связке.
Известна линия для производства заготовок абразивных кругов на вулканитовой связке, включающая формовочный агрегат с гидравлическим прессом и передаточными механизмами [1]. Отдельно стоящий в этой линии массоприготовительный агрегат в свою очередь включает лопастную смесительную машину предварительного измельчения и рыхлительную машину.
Основными недостатками линии является низкое качество и малая производительность. То, что линия состоит из отдельных агрегатов, не связанных непрерывным технологическим циклом, приводит к дискретности операций приготовления массы и формования заготовок, к необходимости хранения крошкообразной массы между этими операциями, что снижает качество массы, заготовок и готовых кругов, к невозможности получения низкопористых и беспористых заготовок кругов и ограничению их размеров.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является линия для производства заготовок абразивных кругов на вулканитовой связке с одноклетьевым станом дуо [2]. Линия с одноклетьевым станом включает двухвалковый стан с осями валков в одной горизонтальной плоскости, которые имеют одинаковый диаметр, и при вращении с одинаковой скоростью обеспечивают выход проката вертикально вниз, механизмы регулирования зазора между валками и привод валков, вырубной пресс, агрегат сборки пакетов и формовочный пресс.
Основными недостатками этой линии являются низкая производительность и большая металлоемкость. Дискретность операций, выполняемых на смесительных вальцах и на линии с одноклетьевым станом, уменьшает производительность линии и снижает качество получаемых заготовок. Кроме того, оборудование для приготовления массы и заготовок отличается большой металлоемкостью и энергоемкостью, занимает большие производственные площади.
Задачей предлагаемого изобретения является устранение указанных недостатков, а именно повышение производительности и улучшение качества путем непрерывного поступления массы в обжимающий очаг деформации после последнего прохода в смешивающем очаге деформации, т.е. приготовления и прокатки массы в одном устройстве.
Поставленная задача достигается тем, что линия по производству заготовок абразивных кругов на вулканитовой связке, содержащая смесительные и прокатные валки и нож, согласно изобретению она содержит смесительные и прокатные валки, оси этих трех валков расположены в одной горизонтальной плоскости, крайние из которых имеют механизмы горизонтального перемещения, при этом второй и третий валки имеют одинаковый диаметр, а первый валок имеет диаметр d1=(1,1-1,2)d, где d - диаметр второго и третьего валков, причем нож выполнен с внутренней поверхностью, эквидистантной наружной поверхности третьего валка, и его режущая кромка касается поверхности второго валка в точке пересечения с линией, соединяющей оси валков.
Заявляемые конструктивные особенности позволяют приготовлять и прокатывать массу в одном устройстве. То, что масса после последнего прохода в смешивающем очаге деформации непрерывно поступает в обжимающий очаг деформации, позволяет устранить дискретность операций приготовления массы и прокатки из нее листа. Поскольку нет операции хранения массы, то существенно повышается качество листа и получаемых из него заготовок. Затраты времени на передачу массы между смесительными и прокатными валками с 20-30 минут снижаются до долей секунд, за счет этого возрастает производительность процесса.
Кроме того, масса перед подачей в прокатные валки имеет равномерную плотность, отличается отсутствием пустот и пор, что повышает качество листа и полученных из него заготовок.
Подача в прокатные валки исходной заготовки с равномерной плотностью без пустот и пор позволяет в несколько раз уменьшить количество проходов при прокатке листов, устранить операции сборки пакетов из листовых полуфабрикатов и их подачи на прокатку. Производительность устройства возрастает в десятки раз.
То, что в линии находится устройство для приготовления массы и ее непрерывной прокатки в лист повышает качество заготовок и готовых кругов, во много раз увеличивает производительность линии.
Наличие в устройстве ножа специальной формы обеспечивает выход листа вертикально вверх с огибанием валка. Такой лист не имеет дефектов и отличается высоким качеством, что повышает качество заготовок и выход годных кольцевых полуфабрикатов.
Выполнение диаметра первого валка большим диаметра второго и третьего валков приводит к различной окружной скорости первого и второго валков, что необходимо в процессе смешивания связки и абразивной массы. Увеличение диаметра первого валка более 1,2 d приводит к асимметрии зоны подачи и может привести к просыпанию зерна при смешивании со связкой, уменьшение диаметра первого валка менее 1,1 d не обеспечивает необходимого рассогласования скоростей валков (фрикции), что снижает эффективность процесса смешивания абразивной массы. Выполнение ножа с внутренней поверхностью, эквидистантной наружной поверхности третьего валка, позволяет указанной поверхности выполнять роль направляющей проводки для листовой заготовки.
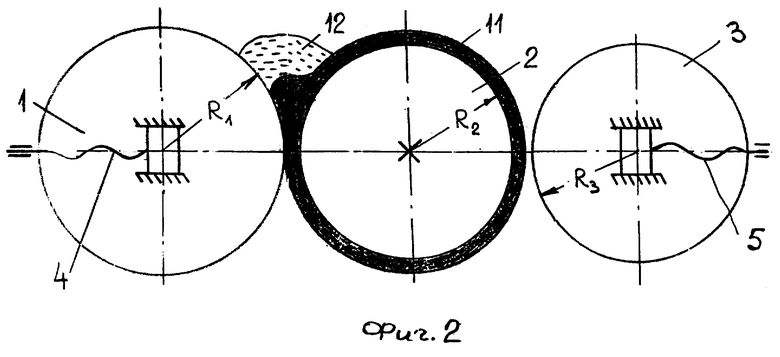
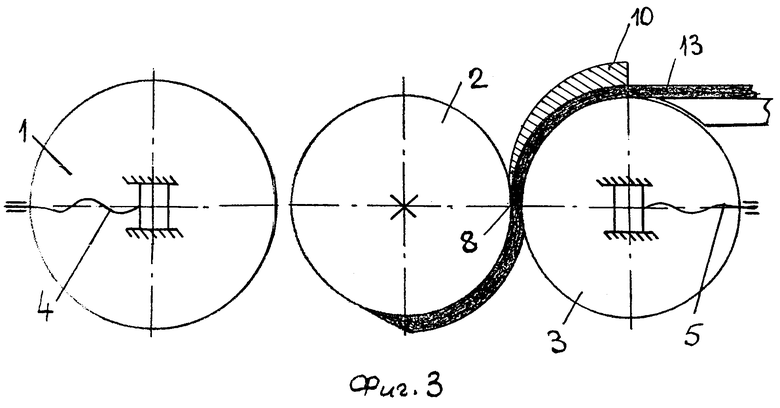
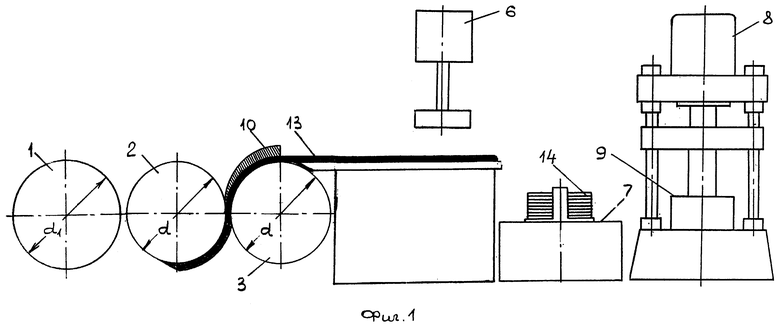
Предлагаемая линия показана на фиг.1-3, где на фиг.1 - показан общий вид линии, на фиг.2 - положение смесительных и прокатных валков в момент приготовления массы, на фиг.3 - то же в момент прокатки листовых полуфабрикатов.
Линия по производству заготовок абразивных кругов работает следующим образом.
С помощью механизма 4 горизонтального перемещения устанавливают зазор между валками 1 и 2, равный 1-3 мм. Включают привод (на чертеже не показан) валков. Валки 1 и 2, вращаясь, в связи с различными диаметрами имеют разную линейную скорость. В зазор между валками 1, 2 подают связку 11, которая ввиду разности диаметров валков 1, 2 охватывает валок 2. Затем в зазор между валками 1 и 2 подают шлифовальный материал 12 и увеличивают механизмом 4 горизонтального перемещения зазор между валками 1, 2 до 5-6 мм. Вращаясь, валки 1, 2 смешивают связку 11 со шлифовальным материалом 12 в течение 3-6 минут в зависимости от зернистости шлифматериала. Затем в валки 1, 2 подают вторую порцию шлифовального материала 12 и увеличивают зазор между валками 1, 2 до 9-12 мм. Вращаясь, валки 1, 2 смешивают полуфабрикат массы.
После этого механизмом 5 горизонтального перемещения устанавливают заданный зазор между валками 2 и 3 (около 10 мм), масса прокатывается валками 2 и 3.
С помощью ножа 10 делят охватывающую валок 2 готовую массу, которая внутренней поверхностью ножа направляется на третий валок 3. После этого листовой полуфабрикат 13 поступает на стол устройства 6 вырубки кольцевых заготовок. Кольцевые заготовки на агрегате 7 собираются в пакеты 14, которые с помощью формовочного пресса 8 с пресс-формой 9 обжимаются до размеров заготовки высоких абразивных кругов.
Предлагаемая линия изготовлена на АО “Росси” (опытный образец). Она использована для получения заготовок шириной 350 мм, длиной 3500 мм, предназначенных для вырубки кольцевых заготовок шлифовальных кругов диаметрами 250 и 300 мм. Диаметр первого валка 660 мм, второго и третьего валков 600 мм.
Производительность линии повысилась по сравнению с раздельным приготовлением массы и прокаткой листов в 24 раза.
Предлагаемую линию целесообразно использовать в абразивной промышленности при получении заготовок высоких (высотой более 50 мм) абразивных кругов на вулканитовой связке.
Источники информации
1. Гуревич А.С. Оборудование для производства абразивных инструментов. М.: Машиностроение, 1964. С. 193-195, фиг.106.
2. Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов. Южно-Уральский ЦНТИ, 1970. - С. 32-41.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191102C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2000 |
|
RU2198781C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2126740C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ЛИСТА ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ СМЕСИ | 1997 |
|
RU2122935C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2003 |
|
RU2263018C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА НА ОРГАНИЧЕСКОЙ СВЯЗКЕ | 1996 |
|
RU2102223C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227776C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2113975C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2104145C1 |
Изобретение может быть использовано для получения заготовок кругов высотой более 50 мм. Линия содержит смесительные и прокатные валки и нож. Смесительные и прокатные валки выполнены в виде трех валков, оси которых расположены в одной горизонтальной плоскости. Крайние из валков имеют механизмы горизонтального перемещения. Нож выполнен с внутренней поверхностью, эквидистантной поверхности третьего валка, а его режущая кромка касается поверхности второго валка в точке пересечения с линией, соединяющей оси валков. Второй и третий валки имеют одинаковый диаметр, а первый диаметр, несколько больший диаметра второго и третьего валков. Изобретение позволяет повысить производительность и улучшить качество готовых изделий. 3 ил.
Линия по производству заготовок абразивных кругов на вулканитовой связке, содержащая смесительные и прокатные валки и нож, отличающаяся тем, что смесительные и прокатные валки выполнены в виде трех валков, оси которых расположены в одной горизонтальной плоскости, крайние из валков имеют механизмы горизонтального перемещения, нож выполнен с внутренней поверхностью, эквидистантной поверхности третьего валка, а его режущая кромка касается поверхности второго валка в точке пересечения с линией, соединяющей оси валков, при этом второй и третий валки имеют одинаковый диаметр, а первый валок имеет диаметр d1=(1,1÷1,2)d, где d-диаметр второго и третьего валков.
| Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов | |||
| - Челябинск, Южно-Уральский ЦНТИ, 1970, с.32-41 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2104145C1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

