Изобретение относится к абразивной промышленности, а именно к способам получения вулканитовой абразивной смеси, предназначенной для прокатки листов и производства из них заготовок для абразивного инструмента.
Известен способ получения вулканитовой абразивной смеси, включающий получение полуфабрикатов в смесительных машинах, получение крошкообразной смеси в специальных дезинтеграторах [1].
Способ имеет следующие существенные недостатки: большая трудоемкость изготовления крошкообразной смеси и невозможность ее длительного хранения, ограниченный сортамент получаемого из крошкообразной смеси абразивного инструмента.
Наиболее близким по технической сущности и достигаемому эффекту является способ получения вулканитовой формовочной абразивной смеси, в котором в валки смесительных вальцев, вращающихся с различной окружной скоростью навстречу друг другу, подают вулканитовую связку и шлифовальный материал [2]. После намотки связки на один из валков намотанный полуфабрикат разрезают в очаге деформации по всей длине бочки валка, а у валков меняют местами значения окружных скоростей, что ведет к увеличению контактной поверхности связки и шлифовального материала и способствует увеличению однородности полуфабриката.
Недостатками данного решения является низкая производительность, обусловленная длительностью процесса смешивания в связи с изменениями в процессе окружных скоростей валков, а также низкое качество получаемого полуфабриката ввиду недостаточной однородности распределения зерен шлифовального материала в вулканитовой связке, так как поверхностные слои полуфабриката имеют большую насыщенность шлифовальным материалом, чем его средняя часть. Также способ требует реконструкции приводов валков.
Решаемая изобретением задача - повышение производительности способа и улучшение качества за счет увеличения однородности распределения шлифовального материала по сечению полуфабриката и упрощение оборудования.
Поставленная задача достигается тем, что в известном способе получения вулканитовой формовочной абразивной смеси, включающем подачу вулканитовой связки и шлифовального материала в валки смесительных вальцев, которые вращают навстречу друг другу с различной скоростью, согласно изобретению перед подачей шлифовального материала на поверхности вулканитовой связки выполняют впадины, суммарный объем которых равен объему шлифовального материала.
В связи с тем что на поверхности валка, вращающегося с меньшей окружной скоростью, выполняют впадины, одновременно с подачей шлифовального материала сокращается время изготовления полуфабриката по сравнению с наиболее близким аналогом за счет сокращения времени смешивания, а также свойственного ему изменения значений окружных скоростей валков. Это повышает производительность способа.
Выполнение впадин на поверхности связки, намотанной на вращающийся с меньшей окружной скоростью валок, позволяет максимально увеличить контактную поверхность связки со шлифовальным материалом, что повышает однородность полуфабриката, т.е. его качество и сокращает время смешивания. Сокращение времени смешивания снижает вероятность перегрева, частичную подвулканизацию и, как следствие, снижение физических свойств связки.
Суммарный объем впадин, равный объему шлифовального материала, обеспечивает внедрение всего шлифовального материала в связку и высокую однородность его распределения в ней.
Форма и объем отдельных впадин, а также длина участка с этими впадинами могут быть различны и определяются объемом подаваемого шлифовального материала.
Уменьшение суммарного объема впадин менее объема шлифовального материала снижает однородность полуфабриката и повышает время смешивания. Увеличение объема впадин более объема шлифовального материала приводит к дополнительным затратам, не отражаясь на качестве.
Предлагаемый способ получения формовочной абразивной смеси проиллюстрирован схемой.
На схеме показаны:
1 - приводной рабочий валок с окружной скоростью ω1;
2 - приводной рабочий валок с окружной скоростью ω2
(при этом ω2<ω1);
3 - бункер со шлифовальным материалом;
4 - формовочное устройство;
5 - связка.
Способ осуществляют следующим образом. Включают привод валков. В зазор между валками 1 и 2 подают связку. При этом на валок 2, вращающийся с меньшей окружной скоростью, происходит наматывание связки 5. Перед подачей шлифовального материала устройством 4 выполняют впадины, параметры которых заранее рассчитывают, исходя из объема подаваемого шлифовального материала. Затем из бункера 3 на движущуюся связку подают шлифовальный материал.
На заводе "Росси" для получения формовочной массы марки 14А 16-НСТ использовали валки радиусом R=650 мм и длиной 1250 мм, связку объемом 0,027 м3 и зерно объемом 0,02 м3. На связке были выполнены впадины длинной 1250 мм, глубиной 10 мм, шириной 7 мм с поперечным сечением в форме треугольника. В общей сложности было выполнено около 700 впадин.
Предлагаемый способ найдет применение в абразивной промышленности при изготовлении шлифовальных, полировальных и отрезных кругов.
Источники информации
1. Абразивные материалы и инструменты. Каталог. - М: ВНИИИ и технико-экономических исследований по машиностроению и робототехнике, 1986. - С.158.
2. Патент РФ №2198781, Способ получения вулканитовой формовочной абразивной смеси, М. Кл 7. B 24 D 18/00, от 20.02.2003.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2004 |
|
RU2261794C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2000 |
|
RU2198781C2 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2231439C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191102C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1301682A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ЛИСТА ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ СМЕСИ | 1997 |
|
RU2122935C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2157750C2 |
| Способ изготовления чашечных шлифовальных кругов | 1980 |
|
SU942979A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
Изобретение относится к абразивной промышленности и может быть использовано при получении вулканитовой абразивной смеси, предназначенной для прокатки листов и производства из них заготовок для абразивного инструмента. Осуществляют подачу вулканитовой связки в валки смесительных вальцев. Последние вращают навстречу друг другу с различной скоростью. Перед подачей шлифовального материала на поверхности вулканитовой связки выполняют впадины, суммарный объем которых равен объему шлифовального материала. Такие действия повышают производительность процесса и улучшают качество за счет увеличения однородности распределения шлифовального материала по сечению полуфабриката. 1 ил.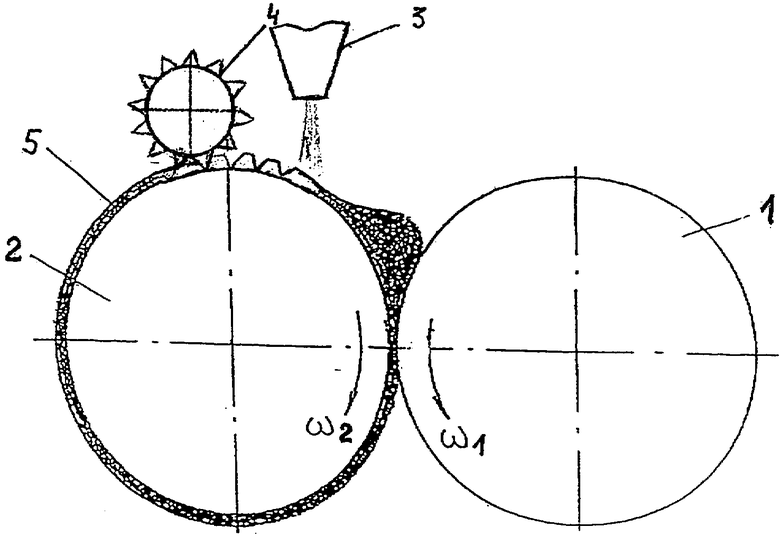
Способ получения вулканитовой формовочной смеси, включающий подачу вулканитовой связки и шлифовального материала в валки смесительных вальцев, которые вращают навстречу друг другу с различной скоростью, отличающийся тем, что перед подачей шлифовального материала на поверхности вулканитовой связки выполняют впадины, суммарный объем которых равен объему шлифовального материала
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2000 |
|
RU2198781C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191102C2 |
| Приспособление к вальцам смесительных машин для снятия с них материала | 1949 |
|
SU83658A1 |
| ЛЮБОМУДРОВ В.Н | |||
| и др | |||
| Абразивные инструменты и их изготовление | |||
| - М.: Машгиз, 1953, с.324-326. | |||

